The Relationship Between Automation Complexity and Operator Error
|
|
|
- Isabella Nash
- 6 years ago
- Views:
Transcription

1 The Relationship Between Automation Complexity and Operator Error presented by Russell Ogle, Ph.D., P.E., CSP (630)
2 Chemical Plant Control Control physical and chemical processes to maintain desired conditions Control agents Plant operator Basic process control system Greater automation does not necessarily reduce opportunity for operator error
3 -N. Leveson, A New Accident Model For Engineering Safer Systems, Safety Science, 42: (2004) Automated Process Control
4 Reliance on Operators Operator often relied on as primary line of defense Operator intervention not always successful Accident investigation must distinguish between: Operator error System deficiency
5 Chemical Process Accident Normal operation Abnormal conditions Disturbance grows Containment strength exceeded Hazardous release Disturbance Operator intervention Protective systems Process equipment and control systems Procedures, training and supervision Safety instrumented systems and engineering controls
6 Human Error Taxonomy -Adapted from James Reason (1990) appearing in CCPS, Guidelines for Investigating Chemical Process Incidents, Second Edition. AIChE, NY (2003)
7 Case Study Analysis Layer of protection analysis Automation complexity Origin of operator error
8 Layer of Protection Analysis Independent Protection Layers (IPL): 1. Basic process design 2. Basic process control system 3. Critical alarms and operator intervention 4. Safety instrumented systems 5. Physical 1 & 2 are protection not counted devices as IPL s 6. Post-release physical protection 7. Plant emergency response 8. Community Emergency response Accident Investigation Focuses on 3, 4 & 5
9 Automation Complexity Low Complexity Operator is interacting with single control loop Prone to single event failures High Complexity Operator is interacting with multiple control loops Prone to multiple event failures
10 Operator Error Operator error defined as deviation from a desired outcome (Reason, 1990) Challenge to operator: Identify Diagnose Correct disturbance Case studies suggest that the nature of the error is a function of complexity
11 Case Study Background Six case studies involving operator error High and low levels of automation complexity Impact Six Fatalities Thirty Injuries >$300,000,000 property damage
12 Case Studies Table 1. Summary of case studies. CASE STUDY AUTOMATION COMPLEXITY AUTOMATION TECHNOLOGY Case 1 Low Local analog controller Case 2 Low Manual operation and SCADA/PLC Case 3 Low Manual operation Case 4 High DCS and SCADA/PLC SAFETY INSTRUMENTED SYSTEM No No No Inadequate OPERATOR ERROR Incorrect setpoint Wrong order of reactant addition Limiting reactant omitted Failure to detect abnormal condition Case 5 High SCADA/PLC Defeated Failure to detect abnormal condition Case 6 High DCS and SCADA/PLC Defeated Wrong control action OPERATOR RESPONSE TIME 1-2 minutes 1-2 minutes 1-2 minutes 6 hours 4 hours 30 minutes
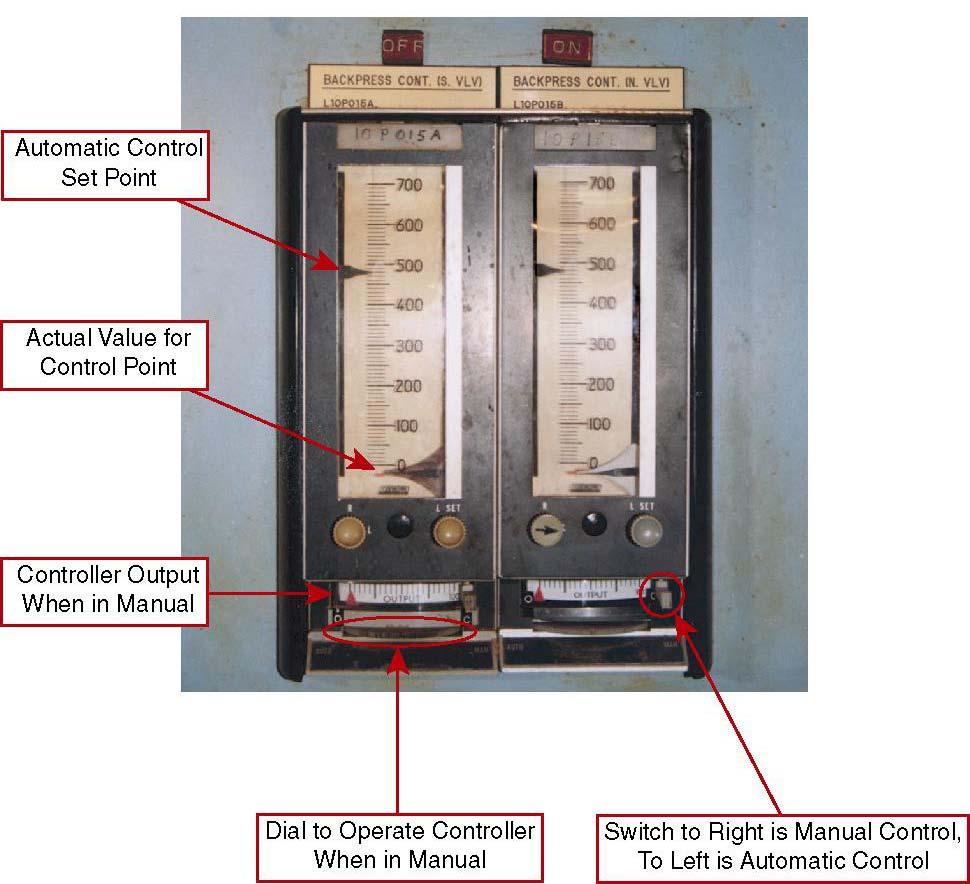
13 Case Study 1 Batch Process Oven - Low Automation Complexity Parts curing operation Evaporate naphtha solvent Temperature control via circular recorder controller Temperature program via plastic cam Temperature ramp Positive ventilation Operator Deviation Explosion

14 Wrong Temperature Cam

15 Incorrectly Pre-Heated Oven Pre-Heat T T from Normal
16 Case Study 3 Hydrogenation Rxn - Low Automation Complexity Liquid + Catalyst + H 2 + Heat Add H 2 based on pressure Forgot to add unsaturated organic feed Manual push-button control, no interlocks Heated vessel, but H 2 not absorbed H 2 vented through relief system Overhead vapor cloud explosion
17 Pressure Trend Normal Operation Pressure Reaction Reaction with Hydrogen Makeup Blowdown Addition Time
18 Pressure Trend Deviation from Normal Pressure Rupture disc Deviation: vents reactor No Reaction Time
19 Case Study 4 Polymerization Rxn - High Automation Complexity Alternating batch reactors for VCM Intermediate wash/rinse cycles Installation of new Degas Tank Process interruption leads to condensed VCM in reactor Condensed VCM dumped to atmospheric vessel Atmospheric vessel rupture, vapor cloud explosion

20 Condensed VCM Trapped Rinse Liquid VCM

21 Ruptured Storage Tank
22 Case Study 6 Mineral Processing - High Automation Complexity Flash tank section of extraction process Electrical power outage Operator chose an uncontrolled blow- down Low MAWP vessels P transmitter ranges exceeded High rate of flashing flow; Low MAWP vessels and high P piping explode
23 Process Controllers
24 Explosion Damage
25 Layer of Protection Analysis Process Hazard Analysis Hazard Safeguard (layer of protection) Allocation of Safeguard Function Operator Intervention Safety Instrumented System Active Safety Device Passive Safety Device
26 Operator Intervention Routine Operations Process Upsets Startup Shutdown Emergency Operations Emergency Shutdown What are the operating limits? Consequences of a deviation? Steps required to correct or avoid a deviation?
27 Another Definition of Human Error Any significant deviation from a previously established, required or expected standard of human performance. -Dan Petersen, Human Error Reduction and Safety Management, Third Edition (1996)
28 What Causes Operator Error? Less than adequate... Procedures Training Supervision Communications Human Engineering Work Direction Management System
29 Conclusions Question the effectiveness of operator intervention Consider SIS for high hazard emergency shutdowns Low automation complexity processes are prone to single event failures fast to develop High automation complexity processes are prone to multiple event failures slow to develop
Inherently Safer Design Analysis Approaches
 Inherently Safer Design Analysis Approaches There are a number of ways inherent safety can be analyzed. In any case, the intent is to formalize the consideration of inherent safety rather than to include
Inherently Safer Design Analysis Approaches There are a number of ways inherent safety can be analyzed. In any case, the intent is to formalize the consideration of inherent safety rather than to include
SAFETY SEMINAR Rio de Janeiro, Brazil - August 3-7, Authors: Francisco Carlos da Costa Barros Edson Romano Marins
 SAFETY SEINAR Rio de Janeiro, Brazil - August 3-7, 2009 Using HAZOP and LOPA ethodologies to Improve Safety in the Coke Drums Cycles Authors: Gilsa Pacheco onteiro Francisco Carlos da Costa Barros Edson
SAFETY SEINAR Rio de Janeiro, Brazil - August 3-7, 2009 Using HAZOP and LOPA ethodologies to Improve Safety in the Coke Drums Cycles Authors: Gilsa Pacheco onteiro Francisco Carlos da Costa Barros Edson
Basic STPA Exercises. Dr. John Thomas
 Basic STPA Exercises Dr. John Thomas Chemical Plant Goal: To produce and sell chemical X What (System): A chemical plant (production), How (Method): By means of a chemical reaction, a catalyst,. CATALYST
Basic STPA Exercises Dr. John Thomas Chemical Plant Goal: To produce and sell chemical X What (System): A chemical plant (production), How (Method): By means of a chemical reaction, a catalyst,. CATALYST
Proposed Abstract for the 2011 Texas A&M Instrumentation Symposium for the Process Industries
 Proposed Abstract for the 2011 Texas A&M Instrumentation Symposium for the Process Industries Focus Area: Automation HMI Title: Author: Shared Field Instruments in SIS: Incidents Caused by Poor Design
Proposed Abstract for the 2011 Texas A&M Instrumentation Symposium for the Process Industries Focus Area: Automation HMI Title: Author: Shared Field Instruments in SIS: Incidents Caused by Poor Design
Identification and Screening of Scenarios for LOPA. Ken First Dow Chemical Company Midland, MI
 Identification and Screening of Scenarios for LOPA Ken First Dow Chemical Company Midland, MI 1 Layers of Protection Analysis (LOPA) LOPA is a semi-quantitative tool for analyzing and assessing risk. The
Identification and Screening of Scenarios for LOPA Ken First Dow Chemical Company Midland, MI 1 Layers of Protection Analysis (LOPA) LOPA is a semi-quantitative tool for analyzing and assessing risk. The
Absorption - The process of contacting a vapor and gas stream with an absorbing liquid to remove specific materials from the gas stream.
 Sufe Design and Optvation ofpi-oc.ess Vents and Emission Contid $wteins by Center for Chemical Process Safety Copyright 0 2006 John Wiley & Sons, Tnc. APPENDIX B GLOSSARY Absorption - The process of contacting
Sufe Design and Optvation ofpi-oc.ess Vents and Emission Contid $wteins by Center for Chemical Process Safety Copyright 0 2006 John Wiley & Sons, Tnc. APPENDIX B GLOSSARY Absorption - The process of contacting
Every things under control High-Integrity Pressure Protection System (HIPPS)
") Every things under control www.adico.co info@adico.co Table Of Contents 1. Introduction... 2 2. Standards... 3 3. HIPPS vs Emergency Shut Down... 4 4. Safety Requirement Specification... 4 5. Device Integrity
Every things under control www.adico.co info@adico.co Table Of Contents 1. Introduction... 2 2. Standards... 3 3. HIPPS vs Emergency Shut Down... 4 4. Safety Requirement Specification... 4 5. Device Integrity
Using LOPA for Other Applications
 10 Using LOPA for Other Applications 10.1. Purpose LOPA is a tool used to perform risk assessments. Previous chapters described its use in assessing the risk level of process hazards scenarios and in evaluating
10 Using LOPA for Other Applications 10.1. Purpose LOPA is a tool used to perform risk assessments. Previous chapters described its use in assessing the risk level of process hazards scenarios and in evaluating
Delayed Coker Automation & Interlocks
 Delayed Coker Automation & Interlocks a Presented by Mitch Moloney of ExxonMobil @ coking.com April-2005 MJ Moloney - ExxonMobil April-2005 coking.com 0 Automation & Interlocks @ ExxonMobil - Background
Delayed Coker Automation & Interlocks a Presented by Mitch Moloney of ExxonMobil @ coking.com April-2005 MJ Moloney - ExxonMobil April-2005 coking.com 0 Automation & Interlocks @ ExxonMobil - Background
Inerted Vessels: Preventing Hazards Caused by Gas Buoyancy
 Inerted Vessels: Preventing Hazards Caused by Gas Buoyancy 2008 Mary Kay O Connor O Process Safety Center International Symposium College Station, Texas Tuesday, October 28, 2008 presented by Russell A.
Inerted Vessels: Preventing Hazards Caused by Gas Buoyancy 2008 Mary Kay O Connor O Process Safety Center International Symposium College Station, Texas Tuesday, October 28, 2008 presented by Russell A.
General Duty Clause. Section 112(r)(1) of CAA. Chris Rascher, EPA Region 1
(1) of CAA. Chris Rascher, EPA Region 1") General Duty Clause Section 112(r)(1) of CAA Chris Rascher, EPA Region 1 Background on the General Duty Clause General Duty Clause 112(r)(1) of CAA Prevention of Accidental Releases Purpose and General
General Duty Clause Section 112(r)(1) of CAA Chris Rascher, EPA Region 1 Background on the General Duty Clause General Duty Clause 112(r)(1) of CAA Prevention of Accidental Releases Purpose and General
Relief Systems. 11/6/ Fall
 Relief Systems 1 Relief Scenarios o A single relief event requires a particulate vent area and valve size o Relief scenarios are determined based on a PHA o For each scenario, a vent area is calculated
Relief Systems 1 Relief Scenarios o A single relief event requires a particulate vent area and valve size o Relief scenarios are determined based on a PHA o For each scenario, a vent area is calculated
Safety in Petroleum Industry
 Chemical ( Industrial ) Disaster Management Conference, Bangalore 30 January 2014 Safety in Petroleum Industry Refineries and Petrochemical plants are highly energyintensive Handle highly inflammable and
Chemical ( Industrial ) Disaster Management Conference, Bangalore 30 January 2014 Safety in Petroleum Industry Refineries and Petrochemical plants are highly energyintensive Handle highly inflammable and
THE BAKER REPORT HOW FINDINGS HAVE BEEN USED BY JOHNSON MATTHEY TO REVIEW THEIR MANUFACTURING OPERATIONS
 THE BAKER REPORT HOW FINDINGS HAVE BEEN USED BY JOHNSON MATTHEY TO REVIEW THEIR MANUFACTURING OPERATIONS Colin P. Lynas, Elizabeth Campbell and Hendrik J. Koornhof Johnson Matthey Catalysts This paper
THE BAKER REPORT HOW FINDINGS HAVE BEEN USED BY JOHNSON MATTHEY TO REVIEW THEIR MANUFACTURING OPERATIONS Colin P. Lynas, Elizabeth Campbell and Hendrik J. Koornhof Johnson Matthey Catalysts This paper
Process Safety Management Of Highly Hazardous Chemicals OSHA 29 CFR
 Process Safety Management Of Highly Hazardous Chemicals OSHA 29 CFR 1910.119 PSM - Definition Not all refining hazards are caused by the same factors or involve ve the same degree of potential damage.
Process Safety Management Of Highly Hazardous Chemicals OSHA 29 CFR 1910.119 PSM - Definition Not all refining hazards are caused by the same factors or involve ve the same degree of potential damage.
Impact on People. A minor injury with no permanent health damage
 Practical Experience of applying Layer of Protection Analysis For Safety Instrumented Systems (SIS) to comply with IEC 61511. Richard Gowland. Director European Process Safety Centre. (Rtgowland@aol.com,
Practical Experience of applying Layer of Protection Analysis For Safety Instrumented Systems (SIS) to comply with IEC 61511. Richard Gowland. Director European Process Safety Centre. (Rtgowland@aol.com,
Systems Theoretic Process Analysis (STPA)
") Systems Theoretic Process Analysis (STPA) 1 Systems approach to safety engineering (STAMP) STAMP Model Accidents are more than a chain of events, they involve complex dynamic processes. Treat accidents
Systems Theoretic Process Analysis (STPA) 1 Systems approach to safety engineering (STAMP) STAMP Model Accidents are more than a chain of events, they involve complex dynamic processes. Treat accidents
Learning from Dangerous Occurrences in the Chemical Industries
 Learning from Dangerous Occurrences in the Chemical Industries John A. Hare, Richard J. Goff and Justin Holroyd Health and Safety Laboratory, Buxton, UK 1. Introduction It is important to learn lessons
Learning from Dangerous Occurrences in the Chemical Industries John A. Hare, Richard J. Goff and Justin Holroyd Health and Safety Laboratory, Buxton, UK 1. Introduction It is important to learn lessons
OPERATING PROCEDURES
 OPERATING PROCEDURES 1.0 Purpose This element identifies Petsec s Operating Procedures for its Safety and Environmental Management System (SEMS) Program; it applies to all Petsec operations. Petsec is
OPERATING PROCEDURES 1.0 Purpose This element identifies Petsec s Operating Procedures for its Safety and Environmental Management System (SEMS) Program; it applies to all Petsec operations. Petsec is
Transient Analyses In Relief Systems
 Transient Analyses In Relief Systems Dirk Deboer, Brady Haneman and Quoc-Khanh Tran Kaiser Engineers Pty Ltd ABSTRACT Analyses of pressure relief systems are concerned with transient process disturbances
Transient Analyses In Relief Systems Dirk Deboer, Brady Haneman and Quoc-Khanh Tran Kaiser Engineers Pty Ltd ABSTRACT Analyses of pressure relief systems are concerned with transient process disturbances
Expert System for LOPA - Incident Scenario Development -
 Expert System for LOPA - Incident Scenario Development - Adam Markowski a, Jaffee Suardin b, and M.Sam Mannan b a Process and Ecological Safety Division, Technical University of Lodz, Poland b Mary Kay
Expert System for LOPA - Incident Scenario Development - Adam Markowski a, Jaffee Suardin b, and M.Sam Mannan b a Process and Ecological Safety Division, Technical University of Lodz, Poland b Mary Kay
REPEATED ACCIDENT CAUSES CAN WE LEARN?
 REPEATED ACCIDENT CAUSES CAN WE LEARN? Peter Waite Technical Director, Entec UK Limited Over the last twenty years major process industry accidents have continued to occur despite the introduction of new
REPEATED ACCIDENT CAUSES CAN WE LEARN? Peter Waite Technical Director, Entec UK Limited Over the last twenty years major process industry accidents have continued to occur despite the introduction of new
Understanding IPL Boundaries
 Understanding IPL Boundaries A.M. (Art) Dowell, III Principal Engineer Process Improvement Institute, Inc. 16430 Locke Haven Dr. Houston, TX 77059 USA adowell@piii.com Copyright 2018, all rights reserved,
Understanding IPL Boundaries A.M. (Art) Dowell, III Principal Engineer Process Improvement Institute, Inc. 16430 Locke Haven Dr. Houston, TX 77059 USA adowell@piii.com Copyright 2018, all rights reserved,
Lessons Learned from the Texas City Refinery Explosion Mike Broadribb
 Lessons Learned from the Texas City Refinery Explosion Mike Broadribb Mary Kay O Connor Process Safety Center Symposium, College Station, Texas October 24, 2006 Texas City Refinery Texas City refinery
Lessons Learned from the Texas City Refinery Explosion Mike Broadribb Mary Kay O Connor Process Safety Center Symposium, College Station, Texas October 24, 2006 Texas City Refinery Texas City refinery
PSM/RMP WEBINAR SERIES
 PSM/RMP WEBINAR SERIES Webinar Starts at 08:00 PT Please call (877) 532-0806 if you are having technical issues. The background music may be used to adjust your audio volume. INHERENTLY SAFER DESIGN Sara
PSM/RMP WEBINAR SERIES Webinar Starts at 08:00 PT Please call (877) 532-0806 if you are having technical issues. The background music may be used to adjust your audio volume. INHERENTLY SAFER DESIGN Sara
Drain Splash Back Burns Operator
 Purpose To share lessons learned gained from incident investigations through a small group discussion method format. To understand lessons learned through a Systems of Safety viewpoint. This material was
Purpose To share lessons learned gained from incident investigations through a small group discussion method format. To understand lessons learned through a Systems of Safety viewpoint. This material was
SAFETY PLAN REVIEW. FirstElement Safety Plan Review Submission for the California Energy Commission General Funding Opportunity GFO
 FirstElement Safety Plan Review Submission for the California Energy Commission General Funding Opportunity GFO-15-605 Background At the request of the California Energy Commission, members of the Hydrogen
FirstElement Safety Plan Review Submission for the California Energy Commission General Funding Opportunity GFO-15-605 Background At the request of the California Energy Commission, members of the Hydrogen
Engineering Safety into the Design
 Engineering safety into the design Peter Scantlebury P.Eng Technical Safety Manager Amec Foster Wheeler, Oil & Gas Canada Abstract Safety by design is Amec Foster Wheeler s systematic approach to engineering
Engineering safety into the design Peter Scantlebury P.Eng Technical Safety Manager Amec Foster Wheeler, Oil & Gas Canada Abstract Safety by design is Amec Foster Wheeler s systematic approach to engineering
Improving Accuracy of Frequency Estimation of Major Vapor Cloud Explosions for Evaluating Control Room Location through Quantitative Risk Assessment
 Improving Accuracy of Frequency Estimation of Major Vapor Cloud Explosions for Evaluating Control Room Location through Quantitative Risk Assessment Naser Badri 1, Farshad Nourai 2 and Davod Rashtchian
Improving Accuracy of Frequency Estimation of Major Vapor Cloud Explosions for Evaluating Control Room Location through Quantitative Risk Assessment Naser Badri 1, Farshad Nourai 2 and Davod Rashtchian
SAFETY TRAINING LEAFLET 06 CARBON DIOXIDE
 SAFETY TRAINING LEAFLET 06 CARBON DIOXIDE Doc 23.06/18 EUROPEAN INDUSTRIAL GASES ASSOCIATION AISBL AVENUE DES ARTS 3-5 B 1210 BRUSSELS Tel: +32 2 217 70 98 Fax: +32 2 219 85 14 E-mail: info@eiga.eu Internet:
SAFETY TRAINING LEAFLET 06 CARBON DIOXIDE Doc 23.06/18 EUROPEAN INDUSTRIAL GASES ASSOCIATION AISBL AVENUE DES ARTS 3-5 B 1210 BRUSSELS Tel: +32 2 217 70 98 Fax: +32 2 219 85 14 E-mail: info@eiga.eu Internet:
FUNCTIONAL SAFETY: SIL DETERMINATION AND BEYOND A CASE STUDY FROM A CHEMICAL MANUFACTURING SITE
 FUNCTIONAL SAFETY: SIL DETERMINATION AND BEYOND A CASE STUDY FROM A CHEMICAL MANUFACTURING SITE Jasjeet Singh and Neil Croft, HFL Risk Services Ltd, Manchester, UK Industrial chemical processes increasingly
FUNCTIONAL SAFETY: SIL DETERMINATION AND BEYOND A CASE STUDY FROM A CHEMICAL MANUFACTURING SITE Jasjeet Singh and Neil Croft, HFL Risk Services Ltd, Manchester, UK Industrial chemical processes increasingly
I. CHEM. E. SYMPOSIUM SERIES NO. 85 MULTI-STAGE OVER PRESSURE PROTECTION AND PRODUCT CONTAINMENT ON HIGH PRESSURE POLYMERISATION REACTORS
 MULTI-STAGE OVER PRESSURE PROTECTION AND PRODUCT CONTAINMENT ON HIGH PRESSURE POLYMERISATION REACTORS P.W. Thomas* The manufacture of ethylene-vinyl acetate-vinyl chloride polymer emulsions in equipment
MULTI-STAGE OVER PRESSURE PROTECTION AND PRODUCT CONTAINMENT ON HIGH PRESSURE POLYMERISATION REACTORS P.W. Thomas* The manufacture of ethylene-vinyl acetate-vinyl chloride polymer emulsions in equipment
PART 1.2 HARDWARE SYSTEM. Dr. AA, Process Control & Safety
 PART 1.2 HARDWARE SYSTEM Dr. AA, Process Control & Safety 1 How to Ensure that Process Plant is Safe 1. Preliminary Decision Process Selection, site selection etc 2. Process Design Inherent safety 3. Process
PART 1.2 HARDWARE SYSTEM Dr. AA, Process Control & Safety 1 How to Ensure that Process Plant is Safe 1. Preliminary Decision Process Selection, site selection etc 2. Process Design Inherent safety 3. Process
Safety Engineering - Hazard Identification Techniques - M. Jahoda
 Safety Engineering - Hazard Identification Techniques - M. Jahoda Hazard identification The risk management of a plant 2 Identification of the hazards involved in the operation of the plant, due to the
Safety Engineering - Hazard Identification Techniques - M. Jahoda Hazard identification The risk management of a plant 2 Identification of the hazards involved in the operation of the plant, due to the
Process Safety Value and Learnings Central Valley Chemical Safety Day March 20, 2014
 Process Safety Value and Learnings Central Valley Chemical Safety Day March 20, 2014 Randy Bennett Sr. Staff Health & Safety Engineer Process Safety Management Group Aera Energy LLC Key Points Process
Process Safety Value and Learnings Central Valley Chemical Safety Day March 20, 2014 Randy Bennett Sr. Staff Health & Safety Engineer Process Safety Management Group Aera Energy LLC Key Points Process
Control Performance: An Imperative for Safety
 Control Performance: An Imperative for Safety George Buckbee 2014 ExperTune, a Metso Company Page 1 Control Performance: An Imperative for Safety George Buckbee, ExperTune 2014 ExperTune, a Metso Company
Control Performance: An Imperative for Safety George Buckbee 2014 ExperTune, a Metso Company Page 1 Control Performance: An Imperative for Safety George Buckbee, ExperTune 2014 ExperTune, a Metso Company
API th Edition Ballot Item 7.8 Work Item 4 Gas Breakthrough
 API 521 7 th Edition Ballot Item 7.8 Work Item 4 Gas Breakthrough NOTE: This is a reballot of previously approved API 521 7 th Edition Ballot Item 6.3 which was modified based on comments. Comments should
API 521 7 th Edition Ballot Item 7.8 Work Item 4 Gas Breakthrough NOTE: This is a reballot of previously approved API 521 7 th Edition Ballot Item 6.3 which was modified based on comments. Comments should
Are We Doing It Wrong? Jim McGlone, MBA, GICSP CMO, Kenexis
 Are We Doing It Wrong? Jim McGlone, MBA, GICSP CMO, Kenexis In my lifetime seatbelts, crumple zones, power windows, airbags, more airbags, door lock knobs disappeared, drive by wire technology made my
Are We Doing It Wrong? Jim McGlone, MBA, GICSP CMO, Kenexis In my lifetime seatbelts, crumple zones, power windows, airbags, more airbags, door lock knobs disappeared, drive by wire technology made my
PSM TRAINING COURSES. Courses can be conducted in multi-languages
 Courses can be conducted in multi-languages One set of hardcopy course notes will be sent to client for printing and distribution to course participants. The courses will be held at the client s training
Courses can be conducted in multi-languages One set of hardcopy course notes will be sent to client for printing and distribution to course participants. The courses will be held at the client s training
HUMAN FACTORS CHECKLIST
 HUMAN FACTORS CHECKLIST Item I. Housekeeping and General Work Environment 1 Are adequate signs posted near maintenance, cleanup, or staging areas to warn workers of special or unique hazards associated
HUMAN FACTORS CHECKLIST Item I. Housekeeping and General Work Environment 1 Are adequate signs posted near maintenance, cleanup, or staging areas to warn workers of special or unique hazards associated
CHAPTER 7: THE FEEDBACK LOOP
 When I complete this chapter, I want to be able to do the following. Identify the major elements in the feedback loop Select appropriate candidate variables to be controlled and manipulated Evaluate the
When I complete this chapter, I want to be able to do the following. Identify the major elements in the feedback loop Select appropriate candidate variables to be controlled and manipulated Evaluate the
Title: Pressure Relieving and Venting Devices Function: Ecology & Safety No.: BC Page: 1 of 7 Reviewed: 6/30/12 Effective: 7/1/12 (Rev.
 Preparer: Team Member, North America, Process Safety Center of Expertise No.: BC032.020 Page: 1 of 7 Owner: Manager, North America Process Safety Center of Expertise Approver: Sr. Vice President, Ecology
Preparer: Team Member, North America, Process Safety Center of Expertise No.: BC032.020 Page: 1 of 7 Owner: Manager, North America Process Safety Center of Expertise Approver: Sr. Vice President, Ecology
Systems Theoretic Process Analysis (STPA)
") Systems Theoretic Process Analysis (STPA) Systems approach to safety engineering (STAMP) STAMP Model (Leveson, 2012) Accidents are more than a chain of events, they involve complex dynamic processes. Treat
Systems Theoretic Process Analysis (STPA) Systems approach to safety engineering (STAMP) STAMP Model (Leveson, 2012) Accidents are more than a chain of events, they involve complex dynamic processes. Treat
VALIDATE LOPA ASSUMPTIONS WITH DATA FROM YOUR OWN PROCESS
 Honeywell Advanced Materials new Low-Global-Warming Refrigerant Plant in Geismar, LA Tony Downes Sept 2018 VALIDATE LOPA ASSUMPTIONS WITH DATA FROM YOUR OWN PROCESS A little about the presenter 1 Led over
Honeywell Advanced Materials new Low-Global-Warming Refrigerant Plant in Geismar, LA Tony Downes Sept 2018 VALIDATE LOPA ASSUMPTIONS WITH DATA FROM YOUR OWN PROCESS A little about the presenter 1 Led over
Implementing IEC Standards for Safety Instrumented Systems
 Implementing IEC Standards for Safety Instrumented Systems ABHAY THODGE TUV Certificate: PFSE-06-607 INVENSYS OPERATIONS MANAGEMENT What is a Safety Instrumented System (SIS)? An SIS is designed to: respond
Implementing IEC Standards for Safety Instrumented Systems ABHAY THODGE TUV Certificate: PFSE-06-607 INVENSYS OPERATIONS MANAGEMENT What is a Safety Instrumented System (SIS)? An SIS is designed to: respond
MAHB. INSPECTION Process Hazard Analysis
 Number 5 2016 seveso common MAHB INSPECTION s e r i e s criteria Process Hazard Analysis Major Accident Hazards Bureau Security Technology Assessment Unit This publication of the European community on
Number 5 2016 seveso common MAHB INSPECTION s e r i e s criteria Process Hazard Analysis Major Accident Hazards Bureau Security Technology Assessment Unit This publication of the European community on
Are Your Credits Worthy?
 Are Your Credits Worthy? James R. Lay, P.E. Lisa A. Long Michael L. Marshall, P.E. Jeffrey J. Wanko, P.E., C.S.P. U.S. DOL OSHA 200 Constitution Ave, NW Washington, DC 20210 Lay.Jim@dol.gov Long.Lisa@dol.gov
Are Your Credits Worthy? James R. Lay, P.E. Lisa A. Long Michael L. Marshall, P.E. Jeffrey J. Wanko, P.E., C.S.P. U.S. DOL OSHA 200 Constitution Ave, NW Washington, DC 20210 Lay.Jim@dol.gov Long.Lisa@dol.gov
Focus on VOC Emissions Reduction Using an Oxygen Based Inerting Control System For Inert Gas Blanketing of Chemical Process Vessels
 Inerting Control Systems by NTRON PROCESS ANALYZER DIVISION of NEUTRONICS INC. EXTON. PA. 19341 RJN Rev. A June 2001 Focus on VOC Emissions Reduction Using an Oxygen Based Inerting Control System For Inert
Inerting Control Systems by NTRON PROCESS ANALYZER DIVISION of NEUTRONICS INC. EXTON. PA. 19341 RJN Rev. A June 2001 Focus on VOC Emissions Reduction Using an Oxygen Based Inerting Control System For Inert
National Safety Council 94 th Annual Congress and Expo. Commitment to a Proactive Safety Culture: Abnormal Situation Recognition and Management
 National Safety Council 94 th Annual Congress and Expo Commitment to a Proactive Safety Culture: Abnormal Situation Recognition and Management November 7, 2006 What is the CSB? Independent Federal Agency
National Safety Council 94 th Annual Congress and Expo Commitment to a Proactive Safety Culture: Abnormal Situation Recognition and Management November 7, 2006 What is the CSB? Independent Federal Agency
The Risk of LOPA and SIL Classification in the process industry
 The Risk of LOPA and SIL Classification in the process industry Mary Kay O Connor Process Safety Center International Symposium Beyond Regulatory Compliance, Making Safety Second Nature October 28-29,
The Risk of LOPA and SIL Classification in the process industry Mary Kay O Connor Process Safety Center International Symposium Beyond Regulatory Compliance, Making Safety Second Nature October 28-29,
Risk Analysis and Hazard Reduction Report V1.0
 Risk Analysis and Hazard Reduction Report V1.0 2 Contents 1. Definitions and Risk Classifications 3 2. Risk and Hazard reduction associated with Personnel 4-5 3. Risk and Hazard reduction associated with
Risk Analysis and Hazard Reduction Report V1.0 2 Contents 1. Definitions and Risk Classifications 3 2. Risk and Hazard reduction associated with Personnel 4-5 3. Risk and Hazard reduction associated with
Advanced LOPA Topics
 11 Advanced LOPA Topics 11.1. Purpose The purpose of this chapter is to discuss more complex methods for using the LOPA technique. It is intended for analysts who are competent with applying the basic
11 Advanced LOPA Topics 11.1. Purpose The purpose of this chapter is to discuss more complex methods for using the LOPA technique. It is intended for analysts who are competent with applying the basic
SIL Allocation. - Deterministic vs. risk-based approach - Layer Of Protection Analysis (LOPA) overview
 overview") SIL Allocation - Deterministic vs. risk-based approach - Layer Of Protection Analysis (LOPA) overview Origin and causes of accidents involving control system failure 44% Specification 20% Changes after
SIL Allocation - Deterministic vs. risk-based approach - Layer Of Protection Analysis (LOPA) overview Origin and causes of accidents involving control system failure 44% Specification 20% Changes after
Safe Work Practices and Permit-to-Work System
 CHAPTER 24 Safe Work Practices and Permit-to-Work System 24.1 INTRODUCTION OSHA s Process Safety Management (PSM) Standard (OSHA, 1992) requires employers to develop and implement safe work practices (SWPs)
CHAPTER 24 Safe Work Practices and Permit-to-Work System 24.1 INTRODUCTION OSHA s Process Safety Management (PSM) Standard (OSHA, 1992) requires employers to develop and implement safe work practices (SWPs)
RELIEF VALVES IN PARALLEL
 RELIEF VALVES IN PARALLEL Mary Kay O'Connor Process Safety Center International Symposium BEYOND REGULATORY COMPLIANCE MAKING SAFETY SECOND NATURE October 26-28, 2010 James R. Lawrence Sr. Why use a Relief
RELIEF VALVES IN PARALLEL Mary Kay O'Connor Process Safety Center International Symposium BEYOND REGULATORY COMPLIANCE MAKING SAFETY SECOND NATURE October 26-28, 2010 James R. Lawrence Sr. Why use a Relief
IMPERIAL CHEMICAL INDUSTRIES LIMITED PETROCHEMICALS DIVISION. SAFETY NEWSLETTER No 66
 IMPERIAL CHEMICAL INDUSTRIES LIMITED PETROCHEMICALS DIVISION SAFETY NEWSLETTER No 66 66/1 DO NOT RELY ON ONE VALVE WHERE LEAKAGE CAN HAVE SERIOUS CONSEQUENCES USE DOUBLE BLOCK & BLEED Two serious fires
IMPERIAL CHEMICAL INDUSTRIES LIMITED PETROCHEMICALS DIVISION SAFETY NEWSLETTER No 66 66/1 DO NOT RELY ON ONE VALVE WHERE LEAKAGE CAN HAVE SERIOUS CONSEQUENCES USE DOUBLE BLOCK & BLEED Two serious fires
innova-ve entrepreneurial global 1
 www.utm.my innova-ve entrepreneurial global Safety Integrity Level (SIL) is defined as: Relative level of risk-reduction provided by a safety function to specify a target level of risk reduction. SIL is
www.utm.my innova-ve entrepreneurial global Safety Integrity Level (SIL) is defined as: Relative level of risk-reduction provided by a safety function to specify a target level of risk reduction. SIL is
INHERENTLY SAFER DESIGN CASE STUDY OF RAPID BLOW DOWN ON OFFSHORE PLATFORM
 INHERENTLY SAFER DESIGN CASE STUDY OF RAPID BLOW DOWN ON OFFSHORE PLATFORM Volton Edwards bptt Angus Lyon DNV Energy Alastair Bird DNV Energy INTRODUCTION A term now in common usage within the oil & gas
INHERENTLY SAFER DESIGN CASE STUDY OF RAPID BLOW DOWN ON OFFSHORE PLATFORM Volton Edwards bptt Angus Lyon DNV Energy Alastair Bird DNV Energy INTRODUCTION A term now in common usage within the oil & gas
Knowledge, Certification, Networking
 www.iacpe.com Knowledge, Certification, Networking Page :1 of 71 Rev 01 Sept 2016 IACPE No 19, Jalan Bilal Mahmood 80100 Johor Bahru Malaysia The International of is providing the introduction to the Training
www.iacpe.com Knowledge, Certification, Networking Page :1 of 71 Rev 01 Sept 2016 IACPE No 19, Jalan Bilal Mahmood 80100 Johor Bahru Malaysia The International of is providing the introduction to the Training
AUSTRALIA ARGENTINA CANADA EGYPT NORTH SEA U.S. CENTRAL U.S. GULF. SEMS HAZARD ANALYSIS TRAINING September 29, 2011
 AUSTRALIA ARGENTINA CANADA EGYPT NORTH SEA U.S. CENTRAL U.S. GULF SEMS HAZARD ANALYSIS TRAINING September 29, 2011 Purpose The purpose of this meeting is to provide guidelines for determination of hazard
AUSTRALIA ARGENTINA CANADA EGYPT NORTH SEA U.S. CENTRAL U.S. GULF SEMS HAZARD ANALYSIS TRAINING September 29, 2011 Purpose The purpose of this meeting is to provide guidelines for determination of hazard
Steam System Best Practices 14 Best Practices for Guide Lines for Boiler Plant Log Books
 Steam System Best Practices 14 Best Practices for Guide Lines for Boiler Plant Log Books 1. SCOPE OF BOILER LOGBOOK PROGRAM In all cases, there are minimum tasks and functions for an operator to perform
Steam System Best Practices 14 Best Practices for Guide Lines for Boiler Plant Log Books 1. SCOPE OF BOILER LOGBOOK PROGRAM In all cases, there are minimum tasks and functions for an operator to perform
GUIDELINES FOR CONDUCTING HYDROGENATION REACTIONS
 Page 1 of 5 GUIDELINES FOR CONDUCTING 1. Definition of Hydrogenation and Hydrogenolysis Reactions Hydrogenation reactions are synthetic transformations involving hydrogen, metallic catalysts (such as nickel,
Page 1 of 5 GUIDELINES FOR CONDUCTING 1. Definition of Hydrogenation and Hydrogenolysis Reactions Hydrogenation reactions are synthetic transformations involving hydrogen, metallic catalysts (such as nickel,
Characterizers for control loops
 Characterizers for control loops By: F. G. Shinskey (May 1999) Introduction Commercial controllers such as the PID series (proportional, integral, derivative, and their combinations) are linear devices
Characterizers for control loops By: F. G. Shinskey (May 1999) Introduction Commercial controllers such as the PID series (proportional, integral, derivative, and their combinations) are linear devices
Longford Royal Commission into the Explosion and Fire on 25 September 1998 at the Esso Gas Processing Plant
 Longford Royal Commission into the Explosion and Fire on 25 September 1998 at the Esso Gas Processing Plant Mike Clarke Det Norske Veritas As the full Royal Commission report is readily available it is
Longford Royal Commission into the Explosion and Fire on 25 September 1998 at the Esso Gas Processing Plant Mike Clarke Det Norske Veritas As the full Royal Commission report is readily available it is
USING HAZOP TO IDENTIFY AND MINIMISE HUMAN ERRORS IN OPERATING PROCESS PLANT
 USING HAZOP TO IDENTIFY AND MINIMISE HUMAN ERRORS IN OPERATING PROCESS PLANT Chris Lyth, Tracerco, Billingham, Cleveland, UK Ian Bradby, ABB Engineering Services, Billingham Cleveland, UK This joint paper
USING HAZOP TO IDENTIFY AND MINIMISE HUMAN ERRORS IN OPERATING PROCESS PLANT Chris Lyth, Tracerco, Billingham, Cleveland, UK Ian Bradby, ABB Engineering Services, Billingham Cleveland, UK This joint paper
"Although a good start with a good project, others are as much a hostage of the "human factor".
 IBP1151_13 PIG LAUNCHERS AND RECEIVERS OPERATIONAL SECURITY Eduardo de Oliveira 1 IBP1151-13 PIG Launchers and receivers operational security Copyright 2013, Brazilian Petroleum, Gas and Biofuels Institute
IBP1151_13 PIG LAUNCHERS AND RECEIVERS OPERATIONAL SECURITY Eduardo de Oliveira 1 IBP1151-13 PIG Launchers and receivers operational security Copyright 2013, Brazilian Petroleum, Gas and Biofuels Institute
ISOPA PRODUCT STEWARDSHIP PROGRAMMES. Walk the Talk. Methylene Chloride
 ISOPA PRODUCT STEWARDSHIP PROGRAMMES Walk the Talk Methylene Chloride Revision 2015 1 Methylene Chloride label information CLP DSD Signal word: Warning Hazard statements H315 Causes skin irritation H319
ISOPA PRODUCT STEWARDSHIP PROGRAMMES Walk the Talk Methylene Chloride Revision 2015 1 Methylene Chloride label information CLP DSD Signal word: Warning Hazard statements H315 Causes skin irritation H319
Dow s New Practice for Locating Temporary Portable Buildings. P. Partridge 9/29/05 UNRESTRICTED - May be shared with anyone Slide 1
 Dow s New Practice for Locating Temporary Portable Buildings P. Partridge 9/29/05 UNRESTRICTED - May be shared with anyone Slide 1 Dow guidelines issued following the explosion at BP s Texas City facility
Dow s New Practice for Locating Temporary Portable Buildings P. Partridge 9/29/05 UNRESTRICTED - May be shared with anyone Slide 1 Dow guidelines issued following the explosion at BP s Texas City facility
Training Fees 3,400 US$ per participant for Public Training includes Materials/Handouts, tea/coffee breaks, refreshments & Buffet Lunch.
 Training Title DISTRIBUTED CONTROL SYSTEMS (DCS) 5 days Training Venue and Dates DISTRIBUTED CONTROL SYSTEMS (DCS) Trainings will be conducted in any of the 5 star hotels. 5 22-26 Oct. 2017 $3400 Dubai,
Training Title DISTRIBUTED CONTROL SYSTEMS (DCS) 5 days Training Venue and Dates DISTRIBUTED CONTROL SYSTEMS (DCS) Trainings will be conducted in any of the 5 star hotels. 5 22-26 Oct. 2017 $3400 Dubai,
RICK FAUSEL, BUSINESS DEVELOPMENT ENGINEER TURBOMACHINERY CONTROL SYSTEM DESIGN OBJECTIVES
 RICK FAUL, BUSINESS DEVELOPMENT ENGINEER TURBOMACHINERY CONTROL SYSTEM DESIGN OBJECTIVES The primary design objective for any turbomachinery control system should be to maintain or maximize machine and
RICK FAUL, BUSINESS DEVELOPMENT ENGINEER TURBOMACHINERY CONTROL SYSTEM DESIGN OBJECTIVES The primary design objective for any turbomachinery control system should be to maintain or maximize machine and
Requirements for Reduced Supervision of Power Plants, Thermal Liquid Heating Systems, and Heating Plants
 the pressure equipment safety authority Requirements for Reduced Supervision of Power Plants, Thermal Liquid Heating Systems, and Heating Plants AB-528 Edition 2, Revision 1 Issued 2016-09-12 Table of
the pressure equipment safety authority Requirements for Reduced Supervision of Power Plants, Thermal Liquid Heating Systems, and Heating Plants AB-528 Edition 2, Revision 1 Issued 2016-09-12 Table of
A large Layer of Protection Analysis for a Gas terminal scenarios/ cause consequence pairs
 A large Layer of Protection Analysis for a Gas terminal 2000+ scenarios/ cause consequence pairs Richard Gowland European process Safety Centre The scope of the study was a large gas terminal handling
A large Layer of Protection Analysis for a Gas terminal 2000+ scenarios/ cause consequence pairs Richard Gowland European process Safety Centre The scope of the study was a large gas terminal handling
Session One: A Practical Approach to Managing Safety Critical Equipment and Systems in Process Plants
 Session One: A Practical Approach to Managing Safety Critical Equipment and Systems in Process Plants Tahir Rafique Lead Electrical and Instruments Engineer: Qenos Botany Site Douglas Lloyd Senior Electrical
Session One: A Practical Approach to Managing Safety Critical Equipment and Systems in Process Plants Tahir Rafique Lead Electrical and Instruments Engineer: Qenos Botany Site Douglas Lloyd Senior Electrical
Knowledge, Certification, Networking. SAFETY IN PROCESS EQUIPMENT DESIGN INHERENT SAFER DESIGN CPE I FUNDAMENTALS TABLE OF CONTENT
 Knowledge, Certification, Networking www.iacpe.com Page : 1 of 135 Rev 01- Aug 2014 Rev 02 - Dec 2014 TABLE OF CONTENT INTRODUCTION 5 Scope 5 General Design Considerations 6 A. Safety Requirements 11 B.
Knowledge, Certification, Networking www.iacpe.com Page : 1 of 135 Rev 01- Aug 2014 Rev 02 - Dec 2014 TABLE OF CONTENT INTRODUCTION 5 Scope 5 General Design Considerations 6 A. Safety Requirements 11 B.
QUANTIFYING THE TOLERABILITY OF POTENTIAL IGNITION SOURCES FROM UNCERTIFIED MECHANICAL EQUIPMENT INSTALLED IN HAZARDOUS AREAS
 QUANTIFYING THE TOLERABILITY OF POTENTIAL IGNITION SOURCES FROM UNCERTIFIED MECHANICAL EQUIPMENT INSTALLED IN HAZARDOUS AREAS Steve Sherwen Senior Consultant, ABB Engineering Services, Daresbury Park,
QUANTIFYING THE TOLERABILITY OF POTENTIAL IGNITION SOURCES FROM UNCERTIFIED MECHANICAL EQUIPMENT INSTALLED IN HAZARDOUS AREAS Steve Sherwen Senior Consultant, ABB Engineering Services, Daresbury Park,
Physical explosion analysis in heat exchanger network design
 IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Physical explosion analysis in heat exchanger network design To cite this article: M Pasha et al 2016 IOP Conf. Ser.: Earth Environ.
IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Physical explosion analysis in heat exchanger network design To cite this article: M Pasha et al 2016 IOP Conf. Ser.: Earth Environ.
Process Safety Journey
 Process Safety Journey Agenda The Status in early 2000s The Journey to improvement in Process Safety management Managing risks and barriers How has this impacted Kwinana? The Status in early 2000s Focus
Process Safety Journey Agenda The Status in early 2000s The Journey to improvement in Process Safety management Managing risks and barriers How has this impacted Kwinana? The Status in early 2000s Focus
Pressure Relief Device Investigation Testing Lessons Learned
 Pressure Relief Device Investigation Testing Lessons Learned 2018 General Meeting Presentation Prepared by: Joseph F. Ball, P.E. Overview National Board Investigation Testing Process Summary of Results
Pressure Relief Device Investigation Testing Lessons Learned 2018 General Meeting Presentation Prepared by: Joseph F. Ball, P.E. Overview National Board Investigation Testing Process Summary of Results
American Chemical Society (ACS) 246th ACS National Meeting Indianapolis, Indiana September 9, 2013
 246th ACS National Meeting Indianapolis, Indiana September 9, 2013") American Chemical Society (ACS) 246th ACS National Meeting Indianapolis, Indiana September 9, 2013 J. Kelly Thomas, Ph.D. Baker Engineering and Risk Consultants San Antonio, TX (KThomas@BakerRisk.com)
American Chemical Society (ACS) 246th ACS National Meeting Indianapolis, Indiana September 9, 2013 J. Kelly Thomas, Ph.D. Baker Engineering and Risk Consultants San Antonio, TX (KThomas@BakerRisk.com)
Section 1. Registration Information
 Section 1. Registration Information Source Identification Facility Name: Parent Company #1 Name: Parent Company #2 Name: Submission and Acceptance Submission Type: Subsequent RMP Submission Reason: Description:
Section 1. Registration Information Source Identification Facility Name: Parent Company #1 Name: Parent Company #2 Name: Submission and Acceptance Submission Type: Subsequent RMP Submission Reason: Description:
FUNDAMENTAL SAFETY OVERVIEW VOLUME 2: DESIGN AND SAFETY CHAPTER F: CONTAINMENT AND SAFEGUARD SYSTEMS 7. CONTAINMENT HEAT REMOVAL SYSTEM (EVU [CHRS])
![FUNDAMENTAL SAFETY OVERVIEW VOLUME 2: DESIGN AND SAFETY CHAPTER F: CONTAINMENT AND SAFEGUARD SYSTEMS 7. CONTAINMENT HEAT REMOVAL SYSTEM (EVU [CHRS])](/thumbs/78/77361990.jpg "FUNDAMENTAL SAFETY OVERVIEW VOLUME 2: DESIGN AND SAFETY CHAPTER F: CONTAINMENT AND SAFEGUARD SYSTEMS 7. CONTAINMENT HEAT REMOVAL SYSTEM (EVU [CHRS])") PAGE : 1 / 16 7. CONTAINMENT HEAT REMOVAL SYSTEM (EVU [CHRS]) 7.0. SAFETY REQUIREMENTS 7.0.1. Safety functions The main functions of the EVU system [CHRS] are to limit the pressure inside the containment
PAGE : 1 / 16 7. CONTAINMENT HEAT REMOVAL SYSTEM (EVU [CHRS]) 7.0. SAFETY REQUIREMENTS 7.0.1. Safety functions The main functions of the EVU system [CHRS] are to limit the pressure inside the containment
User Manual. Version: 1.1 Revision Date: 13 September 2018 Document Owner: Louisa Nara, CCPS Global Technical Director
 User Manual Version: 1.1 Revision Date: 13 September 2018 Document Owner: Louisa Nara, CCPS Global Technical Director Risk Analysis Screening Tool (RAST) User Manual Purpose This document provides a reference
User Manual Version: 1.1 Revision Date: 13 September 2018 Document Owner: Louisa Nara, CCPS Global Technical Director Risk Analysis Screening Tool (RAST) User Manual Purpose This document provides a reference
Fires and Explosions: What You Need to Know to Prevent Them
 Fires and Explosions: What You Need to Know to Prevent Them CSChE PSM Symposium Edmonton, Alberta 2007 Gerry Phillips, GC Phillips Consulting Ltd. Norman Nibber, Independent Risk Control Objectives Understand
Fires and Explosions: What You Need to Know to Prevent Them CSChE PSM Symposium Edmonton, Alberta 2007 Gerry Phillips, GC Phillips Consulting Ltd. Norman Nibber, Independent Risk Control Objectives Understand
Hazard Identification
 Hazard Identification Most important stage of Risk Assessment Process 35+ Techniques Quantitative / Qualitative Failure Modes and Effects Analysis FMEA Energy Analysis Hazard and Operability Studies HAZOP
Hazard Identification Most important stage of Risk Assessment Process 35+ Techniques Quantitative / Qualitative Failure Modes and Effects Analysis FMEA Energy Analysis Hazard and Operability Studies HAZOP
Introduction to Emergency Response & Contingency Planning
 & Contingency Planning Rationale Why is it important for you to learn this material? Designed for those who may witness a release, this is an introductory course designed to help ensure those who are likely
& Contingency Planning Rationale Why is it important for you to learn this material? Designed for those who may witness a release, this is an introductory course designed to help ensure those who are likely
Relief System Sizing for Runaway Chemical Reactions: A Simple Comprehensive Approach
 Relief System Sizing for Runaway Chemical Reactions: A Simple Comprehensive Approach Ken Kurko Fauske & Associates, LLC 16W070 83 rd Street Burr Ridge, IL 60527 kurko@fauske.com Prepared for Presentation
Relief System Sizing for Runaway Chemical Reactions: A Simple Comprehensive Approach Ken Kurko Fauske & Associates, LLC 16W070 83 rd Street Burr Ridge, IL 60527 kurko@fauske.com Prepared for Presentation
Incorrect Relief Valve Material Causes Release
 Incorrect Relief Valve Material Causes Release Lessons Learned Volume 04 Issue 18 2004 USW Purpose Incorrect Relief Valve Material Causes Release To conduct a small group lessons learned activity to share
Incorrect Relief Valve Material Causes Release Lessons Learned Volume 04 Issue 18 2004 USW Purpose Incorrect Relief Valve Material Causes Release To conduct a small group lessons learned activity to share
Confined Space Entry. My Experience so far.
 Confined Space Entry My Experience so far My Experience so far Complacency to Confined Space working Is the area a Confined Space No company procedures Poor risk assessments A lot of confusion Staff &
Confined Space Entry My Experience so far My Experience so far Complacency to Confined Space working Is the area a Confined Space No company procedures Poor risk assessments A lot of confusion Staff &
Knowledge, Certification, Networking. Hazard and Operability Study HAZOP. Certified Practicing Safety Professional CPSP Training Module
 Knowledge, Certification, Networking www.iacpe.com Page : 1 of 77 Rev 01- The International of is providing the introduction to the Training Module for your review. We believe you should consider joining
Knowledge, Certification, Networking www.iacpe.com Page : 1 of 77 Rev 01- The International of is providing the introduction to the Training Module for your review. We believe you should consider joining
Major Hazard Facilities. Hazard Identification
 Major Hazard Facilities Hazard Identification Overview This seminar has been split into two sections 1. Hazard Identification 2. Major Accident Identification and Risk Assessment The seminar has been developed
Major Hazard Facilities Hazard Identification Overview This seminar has been split into two sections 1. Hazard Identification 2. Major Accident Identification and Risk Assessment The seminar has been developed
API Standard Venting Atmospheric and Low-Pressure Storage Tanks: Nonrefrigerated and Refrigerated
 General API Standard 2000 - Venting Atmospheric and Low-Pressure Storage Tanks: Is there any limit for the maximum allowable linear velocity or any other parameter for the roof of a floating roof tank
General API Standard 2000 - Venting Atmospheric and Low-Pressure Storage Tanks: Is there any limit for the maximum allowable linear velocity or any other parameter for the roof of a floating roof tank
Hazardous material transport accidents: analysis of the D.G.A.I.S. database
 Environmental Health Risk II 131 Hazardous material transport accidents: analysis of the D.G.A.I.S. database S. Bonvicini & G. Spadoni Department of Chemical, Mining Engineering and Environmental Technologies,
Environmental Health Risk II 131 Hazardous material transport accidents: analysis of the D.G.A.I.S. database S. Bonvicini & G. Spadoni Department of Chemical, Mining Engineering and Environmental Technologies,
Reliability of Safety-Critical Systems Chapter 4. Testing and Maintenance
 Reliability of Safety-Critical Systems Chapter 4. Testing and Maintenance Mary Ann Lundteigen and Marvin Rausand mary.a.lundteigen@ntnu.no RAMS Group Department of Production and Quality Engineering NTNU
Reliability of Safety-Critical Systems Chapter 4. Testing and Maintenance Mary Ann Lundteigen and Marvin Rausand mary.a.lundteigen@ntnu.no RAMS Group Department of Production and Quality Engineering NTNU
Introduction to HAZOP Study. Dr. AA Process Control and Safety Group
 Introduction to HAZOP Study Dr. AA Process Control and Safety Group A scenario You and your family are on a road trip by using a car in the middle of the night. You were replying a text message while driving
Introduction to HAZOP Study Dr. AA Process Control and Safety Group A scenario You and your family are on a road trip by using a car in the middle of the night. You were replying a text message while driving
International Process Safety Workshop Essar Steel, Surat 29 th 30 th November Explosion in 1 st Ammonia Scrubber
 International Process Safety Workshop Essar Steel, Surat 29 th 30 th November 2017 Explosion in 1 st Ammonia Scrubber. Presentation by - Vilas Gaikwad Chief Safety India & SEA 1 Explosion in First Ammonia
International Process Safety Workshop Essar Steel, Surat 29 th 30 th November 2017 Explosion in 1 st Ammonia Scrubber. Presentation by - Vilas Gaikwad Chief Safety India & SEA 1 Explosion in First Ammonia
PREDICTING HEALTH OF FINAL CONTROL ELEMENT OF SAFETY INSTRUMENTED SYSTEM BY DIGITAL VALVE CONTROLLER
 PREDICTING HEALTH OF FINAL CONTROL ELEMENT OF SAFETY INSTRUMENTED SYSTEM BY DIGITAL VALVE CONTROLLER Riyaz Ali FIELDVUE Business Development Manager Fisher Controls Int'l., LLC. Marshalltown, IA 50158
PREDICTING HEALTH OF FINAL CONTROL ELEMENT OF SAFETY INSTRUMENTED SYSTEM BY DIGITAL VALVE CONTROLLER Riyaz Ali FIELDVUE Business Development Manager Fisher Controls Int'l., LLC. Marshalltown, IA 50158
FIRE AND EXPLOSION HAZARDS WITH THERMAL FLUID SYSTEMS
 FIRE AND EXPLOSION HAZARDS WITH THERMAL FLUID SYSTEMS Alison McKay, PROjEN plc, UK Richard Franklin, Heat Transfer Systems Ltd, UK Incidents relating to thermal fluid systems are unfortunately more common
FIRE AND EXPLOSION HAZARDS WITH THERMAL FLUID SYSTEMS Alison McKay, PROjEN plc, UK Richard Franklin, Heat Transfer Systems Ltd, UK Incidents relating to thermal fluid systems are unfortunately more common
Thank You for Attending Today s Webinar. Today s Featured Speaker
 Thank You for Attending Today s Webinar Your Host Mike DeLacluyse President Lesman Instrument Company miked@lesman.com Today s Featured Speaker A.J. Piskor Combustion & Controls Specialist Lesman Instrument
Thank You for Attending Today s Webinar Your Host Mike DeLacluyse President Lesman Instrument Company miked@lesman.com Today s Featured Speaker A.J. Piskor Combustion & Controls Specialist Lesman Instrument
CASE STUDY. Compressed Air Control System. Industry. Application. Background. Challenge. Results. Automotive Assembly
 Compressed Air Control System Industry Automotive Assembly Application Savigent Platform and Industrial Compressed Air Systems Background This automotive assembly plant was using over 40,000 kilowatt hours
Compressed Air Control System Industry Automotive Assembly Application Savigent Platform and Industrial Compressed Air Systems Background This automotive assembly plant was using over 40,000 kilowatt hours
Basic STPA Tutorial. John Thomas
 Basic STPA Tutorial John Thomas How is STAMP different? STAMP Model (Leveson, 2003); (Leveson, 2011) Accidents are more than a chain of events, they involve complex dynamic processes. Treat accidents as
Basic STPA Tutorial John Thomas How is STAMP different? STAMP Model (Leveson, 2003); (Leveson, 2011) Accidents are more than a chain of events, they involve complex dynamic processes. Treat accidents as