CONVECTION SECTION FAILURE ANALYSIS AND FITNESS-FOR-SERVICE ASSESSMENT
|
|
|
- Gabriel Ward
- 5 years ago
- Views:
Transcription

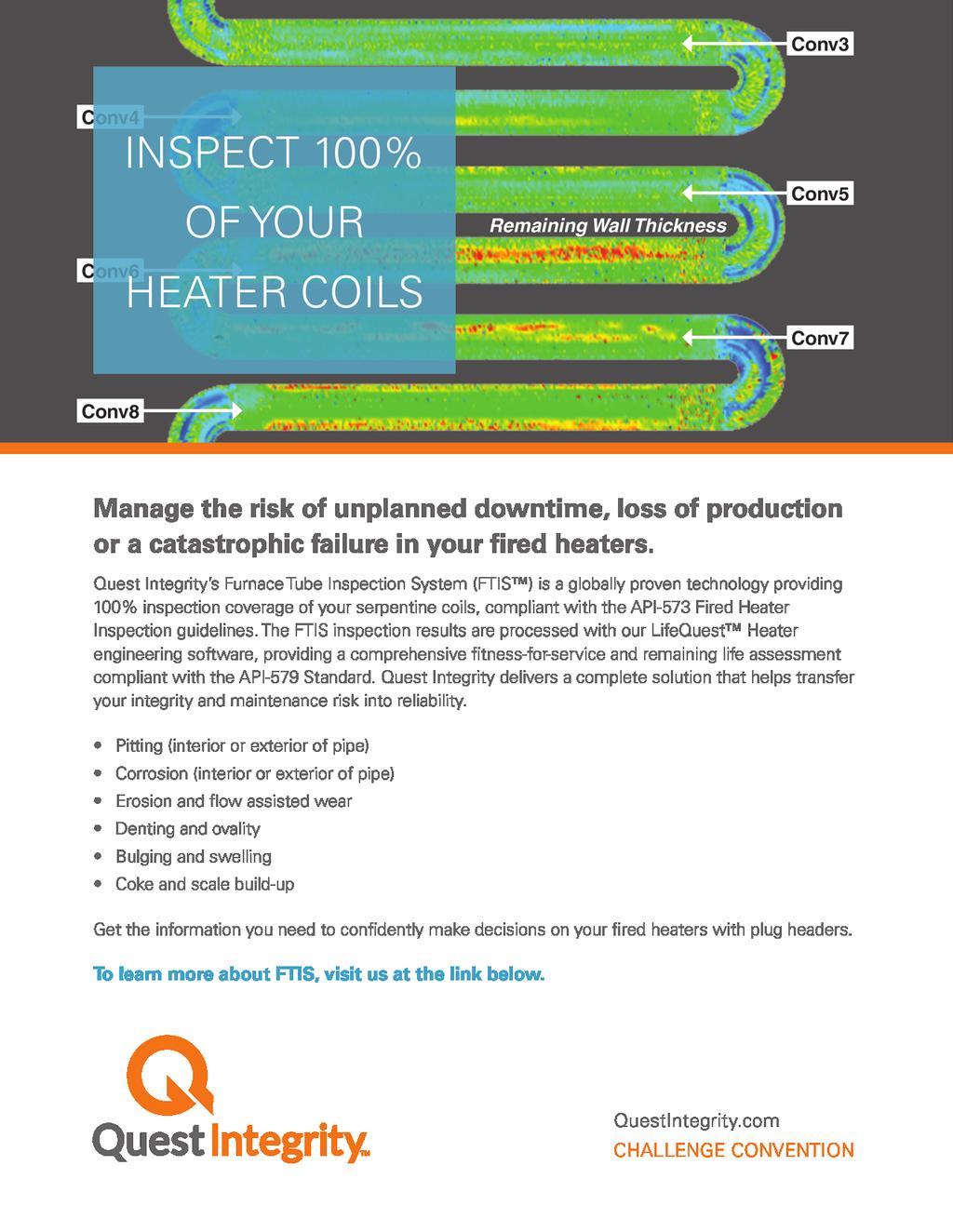
1 ASSET INTEGRITY INTELLIGENCE CONVECTION SECTION FAILURE ANALYSIS AND FITNESS-FOR-SERVICE ASSESSMENT JAMES R. WIDRIG, Manager Advanced Engineering at Quest Integrity Group VOLUME 23, ISSUE 6 NOVEMBER DECEMBER 2017


2 CONVECTION SECTION FAILURE ANALYSIS AND FITNESS-FOR-SERVICE ASSESSMENT BY: JAMES R. WIDRIG, Manager Advanced Engineering at Quest Integrity Group INTRODUCTION In-service equipment failures present a considerable challenge to reliability engineers. Since these events are unplanned, the spare parts and resources to quickly and efficiently make repairs may not be readily available. Facility management is faced with decisions to perform short-term repairs to equipment to safely operate until repair parts, equipment, manpower and product supply permit an extended outage and long-term repair. In these instances, the reliability engineer will need to answer many questions, but in the case of a failure of convection tubes in a furnace (as presented in this article), they will need to answer whether the facility can restart the furnace and continue to operate reliably until the next planned shutdown. TUBE FAILURE ANALYSIS A large-scale natural gas manufacturing plant in the United States suffered a tube failure in the convection section of a fired heater. The failure occurred in one of the eight passes of finned tubes near the top of the convection section (Figure 1). Figure 1. Tube Failure at Center Support. Results of the failure analysis indicated that the finned convection tube failed by tensile overload from a through-wall crack near the hot face of the tube. A brittle fracture occurred through the circumferential tube weld at the center of the tube located at the middle tube support (Figure 2). The weld was embrittled by sigma phase (σ) formation in the material of construction that results in a loss of fracture toughness in heat resistant castings from elevated temperature exposure. The tube bundle was supported by three tube sheets (tube supports); two on the ends and one in the middle. Subsequent inspection identified that both end tube supports had dropped down due to failure of the four support bolts (two for each end support). The loss of support at the end tube sheets resulted in the tube coil having a high tensile stress, with a bending and possibly a torsional component, on the top of the tubes at the failure site(s) along the middle support. REPAIRS AND TESTING The operator had an inventory of replacement tubes for the convection section to allow for immediate replacement of several tubes. During the removal of the damaged tube, an adjacent tube was found to be cracked on the outside. No additional tubes were found to be cracked by visual inspection. However, the full extent of the tube cracking was unknown from the inspection due to the configuration of the convection section and the use of finned tubes. Visual or NDT testing of the tubes would be difficult or impossible without the removal of a substantial number of tubes. Visual inspection, dye penetrant inspection, or a proof hydrotest would only locate tubes which had through wall cracks or tubes where cracking could be located on the external surface. Existing Figure 2. Cross Section of Fracture Surface. cracks which were not through wall and initiated from the inside diameter (ID) could not be found with confidence using these conventional methods. FAILURE ASSESSMENT DIAGRAM (FAD) METHOD Rather than proceeding with a full repair, a hydrotesting procedure was developed using fracture mechanics and a failure assessment diagram (FAD) analysis to proof test the remaining tubes (see Figure 3). FAD is a fracture mechanics model for assessing crack-like flaws. A series of calculations are performed using the component geometry, crack dimensions, and material properties. These calculations result in an assessment point on the FAD. Failure is predicted if the point falls on or outside of the curve. The crack is considered to be stable if the point falls inside of the curve. The FAD assessment method is implemented in API 579, Part 9, Level 2. 2 Inspectioneering Journal NOVEMBER DECEMBER 2017
3 Figure 3. FAD Diagram. Figure 4. Critical Existing Flaw Sizes, Calculated from Hydrotest Conditions. The proof hydrotest was to be performed at a much higher pressure than required by API 530 for testing new tubes during construction. The desired pressure would be high enough that existing crack-like flaws of a critical size or greater in the tubes would propagate to failure under the hydrotest conditions. The maximum pressure would also be limited by the API 560 limitation of 90% of yield strength at ambient temperature for testing (Table 1). In theory, the tubes that survive the hydrotest pressure could then be assumed to have existing crack-like flaws that would not fail in operation. Table 1. Comparison of Test Pressures. Design Pressure Design Tube Wall Temperature Minimum Test Pressure Maximum Test Pressure Proof Test Pressure 530 psig (3.65 MPa) 1,482 F (806 C) 1,460 psig (10.07 MPa) 6,630 psig (45.7 MPa) 3,500 psig (24.1 MPa) The proof hydrotesting of the furnace tubes was accomplished by testing each of the eight passes in the convection coil at 3,500 psig (24.1 MPa) and holding the pressure for one hour. During the testing, one additional tube failed at 900 psig (6.2 MPa) and was replaced. The tube was removed and the failure location was preserved for failure analysis. Upon completion of the hydrotesting, the furnace was successfully returned to operation. However, these repairs were considered temporary. WHEN SHOULD WE PLAN FOR REPLACEMENT OF THE TUBES? The initial tube failure event likely resulted in additional cracklike flaws in surrounding tubes. Further failure analysis and engineering assessment were planned to fully understand the root cause of the failures and to determine the remaining life of the convection coil tubes. The desired outcome of the failure analysis and engineering assessment was to determine if the convection tubes were fit to operate until either of two future shutdown opportunities defined by the facility. MATERIAL TESTING In order to accurately calculate critical flaw sizes, material properties such as toughness, yield strength, and ultimate tensile strength must be identified. These material properties were obtained by destructive tests from tube samples removed from the heater. MAXIMUM POSSIBLE EXISTING FLAW SIZES Maximum possible existing flaw sizes in the tubes were calculated using the material properties data obtained from the ex-service tube. The analysis used commercial software that uses the calculation guidelines contained in the British Standards BS-7910 and API 579/ASME FFS-1. CRITICAL CRACK SIZE CURVES The result of this analysis is a plot of flaw depth (a) versus flaw length (2c) for an assumed elliptical surface flaw. Additionally, it is possible for a 360º surface flaw to exist in the tubes. This analysis was also done in order to identify a critical depth for a 360º surface flaw. Figure 4 shows the resulting critical crack size curve. The critical 360º flaw is plotted with a flaw length equal to the outer circumference of the tube. These flaw sizes represent the maximum possible flaw sizes that could withstand hydrotest conditions of 3,500 psig (24.1 MPa) and a temperature of 70 F (21 C). Any combination of flaw depth and flaw length that falls on or below the curve can exist in the tubes. The actual possible crack configurations could not be narrowed down beyond this due to the limitations of back-calculating an existing flaw size from hydrotest conditions. EXTENT OF EXISTING FLAW SIZE In theory, it is possible that a long and shallow crack or a 360º surface crack would exist in the tubes that passed the proof test. However, a qualitative conclusion regarding which flaw length/ depth combinations are more likely to occur can be reached based upon the axial stress profile of the tubes. The axial stress due to bending at the top of the pipe cross-section is tensile, while the axial stress due to bending at the bottom of the pipe cross section is compressive. This results in the overall axial stress that tends to grow a crack being higher at the top of NOVEMBER DECEMBER 2017 Inspectioneering Journal 3
4 Figure 5. Possible Crack Growth Scenarios for Existing Flaws in Convection Tubes. the pipe cross-section than at the bottom, leading to the identification of the likely and unlikely crack growth scenarios shown in Figure 5. Another factor that supports the idea that the existing flaws in the tubes are more likely to be shorter and deeper can be drawn from the probable cause of the crack formation. The existing flaws were probably initiated and propagated significantly when a tube sheet support failed and overloaded the welds in the tubes. Alternatively, the crack may have grown after the tube sheet failure due to tube vibration. Such a scenario would cause the crack to break through at the 12 o clock position rather than grow as a circumferential surface crack. The cracks observed in the sampled tubes that failed the hydrotest at 900 psig supports the hypothesis that cracks will be shorter and deeper rather than longer and shallower. CONCLUSION A fractured finned convection tube from a convection coil failed down the center of a circumferential tube weld which suffered sigma phase (σ) embrittlement. In order to safely resume operations and avoid a potentially long repair timeframe, hydrotesting at a proof pressure was used to provide reasonable assurance that tubes in the convection section would not fail upon restart or in the near term operation. We had a failure. Can we restart and continue to operate reliably until our next planned shutdown? Failure analysis and fitness-for-service are valuable tools that you can use to answer these questions. n For more information on this subject or the author, please us at inquiries@inspectioneering.com. REFERENCES 1. The American Petroleum Institute and The American Society of Mechanical Engineers, Fitness-for-Service API 579/ASME FFS-1 (API 579 Second Edition). API Publishing Services June 5, ASME (2010), ASME Boiler and Pressure Vessel Code, Section VIII, Division 2, the American Society of Mechanical Engineers, New York, NY. Further failure analysis and engineering assessment were performed to fully understand the root cause of the failures and to determine the remaining life of the convection coil tubes. The failure analysis and engineering assessment results were successfully used to evaluate if the convection tubes were fit to operate until either of two future shutdown opportunities. These methods exemplify how failure analysis and fitness-for-service provided the operator a sound basis to evaluate the business and safety risks of continued operation until long-term repairs and system improvements could be implemented. 4 Inspectioneering Journal NOVEMBER DECEMBER 2017
5

6 CONTRIBUTING AUTHOR JAMES R. WIDRIG James (Jim) Widrig has worked on Petrochemical plants and Refineries for 30+ years and has been employed by Quest Integrity since Mr. Widrig is a Principal Consulting Engineer and currently holds the position of Manager, Advanced Engineering. Throughout his career, he has held various positions of responsibility including Health and Safety Program Manager, Operations Manager, Project Team Manager, Senior Operations Engineer, and Process Engineer. He has extensive experience in risk-based inspection, failure investigations, fitness-for-service, process plant operations, process safety, risk management, incident investigation, loss control, and process design. 6 Inspectioneering Journal NOVEMBER DECEMBER 2017
Fitness for Service Assessment of Ageing Pressure Vessel Experiencing External Corrosion: A Case Study
 The International Journal Of Engineering And Science (IJES) Volume 6 Issue 2 Pages PP 12-16 2017 ISSN (e): 2319 1813 ISSN (p): 2319 1805 Fitness for Service Assessment of Ageing Pressure Vessel Experiencing
The International Journal Of Engineering And Science (IJES) Volume 6 Issue 2 Pages PP 12-16 2017 ISSN (e): 2319 1813 ISSN (p): 2319 1805 Fitness for Service Assessment of Ageing Pressure Vessel Experiencing
Best Practice RBI Technology Process by SVT-PP SIMTECH
 Best Practice RBI Technology Process by SVT-PP SIMTECH We define the best practice in RBI as a proactive technology process which is used to formally and reliably optimise the inspection efforts for each
Best Practice RBI Technology Process by SVT-PP SIMTECH We define the best practice in RBI as a proactive technology process which is used to formally and reliably optimise the inspection efforts for each
DGZfP-Proceedings BB 90-CD Lecture 4 EWGAE 2004
 ACOUSTIC EMISSION EXPERIENCE WITH AE MONITORING OF NEW VESSELS DURING INITIAL PROOF TEST Phillip, Cole, Physical Acoustics Limited, Cambridge, U.K; Stephen, Gautrey, Physical Acoustics Limited, Cambridge,
ACOUSTIC EMISSION EXPERIENCE WITH AE MONITORING OF NEW VESSELS DURING INITIAL PROOF TEST Phillip, Cole, Physical Acoustics Limited, Cambridge, U.K; Stephen, Gautrey, Physical Acoustics Limited, Cambridge,
Inspection Credit for PWSCC Mitigation via Peening Surface Stress Improvement
 Inspection Credit for PWSCC Mitigation via Peening Surface Stress Improvement Glenn A. White, Kyle P. Schmitt, Kevin J. Fuhr, Markus Burkardt, and Jeffrey A. Gorman Dominion Engineering, Inc. Paul Crooker
Inspection Credit for PWSCC Mitigation via Peening Surface Stress Improvement Glenn A. White, Kyle P. Schmitt, Kevin J. Fuhr, Markus Burkardt, and Jeffrey A. Gorman Dominion Engineering, Inc. Paul Crooker
Fail-Safe Design by Outer Cover of High Pressure Vessel for Food Processing
 Open Journal of Safety Science and Technology, 2011, 1, 89-93 doi:10.4236/ojsst.2011.13009 Published Online December 2011 (http://www.scirp.org/journal/ojsst) Fail-Safe Design by Outer Cover of High Pressure
Open Journal of Safety Science and Technology, 2011, 1, 89-93 doi:10.4236/ojsst.2011.13009 Published Online December 2011 (http://www.scirp.org/journal/ojsst) Fail-Safe Design by Outer Cover of High Pressure
NASA AEROSPACE PRESSURE VESSEL SAFETY STANDARD
 NSS/HP-1740.1 This Standard was CANCELLED on Jul 30 2002 22 FEBRUARY 1974 NASA AEROSPACE PRESSURE VESSEL SAFETY STANDARD OFFICE OF SAFETY AND RELIABILITY AND QUALITY ASSURANCE NATIONAL AERONAUTICS AND
NSS/HP-1740.1 This Standard was CANCELLED on Jul 30 2002 22 FEBRUARY 1974 NASA AEROSPACE PRESSURE VESSEL SAFETY STANDARD OFFICE OF SAFETY AND RELIABILITY AND QUALITY ASSURANCE NATIONAL AERONAUTICS AND
Enbridge Pipelines Inc. PIPELINE INTEGRITY AXIAL CRACK THREAT ASSESSMENT
 Enbridge Pipelines Inc. Line 9B Reversal and Line 9 Capacity Expansion Project Appendix A to Updated Pipeline Engineering Assessment PIPELINE INTEGRITY AXIAL CRACK THREAT ASSESSMENT Table of Contents 1.
Enbridge Pipelines Inc. Line 9B Reversal and Line 9 Capacity Expansion Project Appendix A to Updated Pipeline Engineering Assessment PIPELINE INTEGRITY AXIAL CRACK THREAT ASSESSMENT Table of Contents 1.
THE PROCESS OF JOINT INTEGRITY
 BOLTED JOINTS A.333 THE PROCESS OF JOINT INTEGRITY To assist in managing a process, ask yourself the following questions: why, what, who, and how? Why do we need a Flange Joint Integrity program? This
BOLTED JOINTS A.333 THE PROCESS OF JOINT INTEGRITY To assist in managing a process, ask yourself the following questions: why, what, who, and how? Why do we need a Flange Joint Integrity program? This
CERTIFICATION PROGRAM FOR ASSESSING THE MECHANICAL INTEGRITY OF PRESSURE VESSEL SYSTEMS
 PVP-Vol. 487, Aging Management and License Renewal July 25 29, 2004, San Diego, California USA PVP2004-2969 CERTIFICATION PROGRAM FOR ASSESSING THE MECHANICAL INTEGRITY OF PRESSURE VESSEL SYSTEMS Chris
PVP-Vol. 487, Aging Management and License Renewal July 25 29, 2004, San Diego, California USA PVP2004-2969 CERTIFICATION PROGRAM FOR ASSESSING THE MECHANICAL INTEGRITY OF PRESSURE VESSEL SYSTEMS Chris
Tightening Evaluation of New 400A Size Metal Gasket
 Proceedings of the 8th International Conference on Innovation & Management 307 Tightening Evaluation of New 400A Size Metal Gasket Moch. Agus Choiron 1, Shigeyuki Haruyama 2, Ken Kaminishi 3 1 Doctoral
Proceedings of the 8th International Conference on Innovation & Management 307 Tightening Evaluation of New 400A Size Metal Gasket Moch. Agus Choiron 1, Shigeyuki Haruyama 2, Ken Kaminishi 3 1 Doctoral
Vessels subject to External Pressure
 Basic principles of compressive force Vessels subject to External Pressure Before After The result of just air pressure! Presented by: Ray Delaforce Basic principles of compressive force Consider For a
Basic principles of compressive force Vessels subject to External Pressure Before After The result of just air pressure! Presented by: Ray Delaforce Basic principles of compressive force Consider For a
Tube rupture in a natural gas heater
 Tube rupture in a natural gas heater Dynamic simulation supports the use of a pressure safety valve over a rupture disk in the event of a tube rupture HARRY Z HA and PATRICK STANG Fluor Canada Ltd A fast
Tube rupture in a natural gas heater Dynamic simulation supports the use of a pressure safety valve over a rupture disk in the event of a tube rupture HARRY Z HA and PATRICK STANG Fluor Canada Ltd A fast
CERTIFICATION OF COMPLIANCE OF THE USER S DESIGN SPECIFICATION
 CERTIFICATION OF COMPLIANCE OF THE USER S DESIGN SPECIFICATION I, the undersigned, being experienced and competent in the applicable field of design related to pressure vessel requirements relative to
CERTIFICATION OF COMPLIANCE OF THE USER S DESIGN SPECIFICATION I, the undersigned, being experienced and competent in the applicable field of design related to pressure vessel requirements relative to
Steam generator tube rupture analysis using dynamic simulation
 Steam generator tube rupture analysis using dynamic simulation Heat Exchangers are used to transfer heat from a hot fluid to a cold fluid. Most of the times these fluids are available at different pressures
Steam generator tube rupture analysis using dynamic simulation Heat Exchangers are used to transfer heat from a hot fluid to a cold fluid. Most of the times these fluids are available at different pressures
Copyright by Turbomachinery Laboratory, Texas A&M University
 Proceedings of the 2 nd Middle East Turbomachinery Symposium 17 20 March, 2013, Doha, Qatar Effectiveness of Windage Features on High Speed Couplings Steven Pennington Global Engineering Manager John Crane
Proceedings of the 2 nd Middle East Turbomachinery Symposium 17 20 March, 2013, Doha, Qatar Effectiveness of Windage Features on High Speed Couplings Steven Pennington Global Engineering Manager John Crane
OPENINGS AND REINFORCEMENTS 26
 ASME BPVC.VIII.1-2015 UG-35.2 UG-36 (4) It is recognized that it is impractical to write requirements to cover the multiplicity of devices used for quick access, or to prevent negligent operation or the
ASME BPVC.VIII.1-2015 UG-35.2 UG-36 (4) It is recognized that it is impractical to write requirements to cover the multiplicity of devices used for quick access, or to prevent negligent operation or the
J. J. Daly Metal Improvement Company Paramus New Jersey USA
 Shot Peening-Current Trends, Future Prospects J. J. Daly Metal Improvement Company Paramus New Jersey USA The shot peening process is sparingly used compared to other processes such as heat treating, plating,
Shot Peening-Current Trends, Future Prospects J. J. Daly Metal Improvement Company Paramus New Jersey USA The shot peening process is sparingly used compared to other processes such as heat treating, plating,
FEA case Study: Rubber expansion joint for piping systems
 FEA case Study: Rubber expansion joint for piping systems Introduction The FEA Toolbox of Taniq makes it possible to simulate the behavior of a pipe expansion joint accurately under several load cases.
FEA case Study: Rubber expansion joint for piping systems Introduction The FEA Toolbox of Taniq makes it possible to simulate the behavior of a pipe expansion joint accurately under several load cases.
RUPTURE HAZARD OF PRESSURE VESSELS
 United States Office of Solid Waste EPA 550-F-97-002a Environmental Protection and Emergency Response Agency (5104) RUPTURE HAZARD OF PRESSURE VESSELS The Environmental Protection Agency (EPA) is issuing
United States Office of Solid Waste EPA 550-F-97-002a Environmental Protection and Emergency Response Agency (5104) RUPTURE HAZARD OF PRESSURE VESSELS The Environmental Protection Agency (EPA) is issuing
Kiefner & Associates, Inc.
 Kiefner & Associates, Inc. KAPA FAQs What does KAPA stand for? KAPA is an acronym for Kiefner & Associates Pipe Assessment. What does KAPA do? KAPA calculates an estimated failure pressure of a pipe affected
Kiefner & Associates, Inc. KAPA FAQs What does KAPA stand for? KAPA is an acronym for Kiefner & Associates Pipe Assessment. What does KAPA do? KAPA calculates an estimated failure pressure of a pipe affected
STANDARD SPECIFICATION FOR SPLIT TEES (HOT TAP MATERIAL)
") STANDARD SPECIFICATION FOR SPLIT TEES (HOT TAP MATERIAL) TEE (HOT TAPPING MATERIAL) S-04-02-040 Page 1 of 7 1.0 SCOPE This specification covers the basic requirements for the design, manufacture and supply
STANDARD SPECIFICATION FOR SPLIT TEES (HOT TAP MATERIAL) TEE (HOT TAPPING MATERIAL) S-04-02-040 Page 1 of 7 1.0 SCOPE This specification covers the basic requirements for the design, manufacture and supply
Stress Analysis of The West -East gas pipeline with Defects Under Thermal Load
 Stress Analysis of The West -East gas pipeline with Defects Under Thermal Load Abstract Xu Lei School of Petroleum Engineering, Yangtze University, Wuhan 430000, China 13071247220@163.com Natural gas is
Stress Analysis of The West -East gas pipeline with Defects Under Thermal Load Abstract Xu Lei School of Petroleum Engineering, Yangtze University, Wuhan 430000, China 13071247220@163.com Natural gas is
MSC Guidelines for Pressure Vessels
 References: a. 46 CFR Part 54 Pressure Vessels S. T. Brady, CDR, Chief, Engineering Division b. ASME Boiler and Pressure Vessel Code (BPVC), Section VIII, Division 1, (1998 Edition) c. Navigation and Inspection
References: a. 46 CFR Part 54 Pressure Vessels S. T. Brady, CDR, Chief, Engineering Division b. ASME Boiler and Pressure Vessel Code (BPVC), Section VIII, Division 1, (1998 Edition) c. Navigation and Inspection
2003 WJTA American Waterjet Conference August 17-19, 2003 Houston, Texas Paper PIPE THREADS-WHAT IS THE LIMIT?
 23 WJTA American Waterjet Conference August 17-19, 23 Houston, Texas Paper PIPE THREADS-WHAT IS THE LIMIT? D. Wright, J. Wolgamott, G. Zink StoneAge, Inc. Durango, Colorado, U.S.A. ABSTRACT At present
23 WJTA American Waterjet Conference August 17-19, 23 Houston, Texas Paper PIPE THREADS-WHAT IS THE LIMIT? D. Wright, J. Wolgamott, G. Zink StoneAge, Inc. Durango, Colorado, U.S.A. ABSTRACT At present
Australian/New Zealand Standard
 AS/NZS 3788:2006 AS/NZS 3788:2006 Australian/New Zealand Standard Pressure equipment In-service inspection AS/NZS 3788:2006 This Joint Australian/New Zealand Standard was prepared by Joint Technical Committee
AS/NZS 3788:2006 AS/NZS 3788:2006 Australian/New Zealand Standard Pressure equipment In-service inspection AS/NZS 3788:2006 This Joint Australian/New Zealand Standard was prepared by Joint Technical Committee
2.1 Introduction to pressure vessels
 2.1 Introduction to pressure vessels Pressure vessels in the form of cylinders and tanks are used for storing variety of liquids and gasses at different temperatures and pressures. Some of the substances
2.1 Introduction to pressure vessels Pressure vessels in the form of cylinders and tanks are used for storing variety of liquids and gasses at different temperatures and pressures. Some of the substances
Challenges in Relief Design for Pilot Plants
 Challenges in Relief Design for Pilot Plants Published on July 5, 2017 Michael Trainor Relief system design at the pilot scale presents unique challenges that don t always apply at the commercial scale.
Challenges in Relief Design for Pilot Plants Published on July 5, 2017 Michael Trainor Relief system design at the pilot scale presents unique challenges that don t always apply at the commercial scale.
A FINITE ELEMENT PROCEDURE TO MODEL THE EFFECT OF HYDROSTATIC TESTING ON SUBSEQUENT FATIGUE CRACK GROWTH
 Proceedings of the International Pipeline Conference & Exposition IPC216 September 26-3, 216, Calgary, Alberta, Canada IPC216-64563 A FINITE ELEMENT PROCEDURE TO MODEL THE EFFECT OF HYDROSTATIC TESTING
Proceedings of the International Pipeline Conference & Exposition IPC216 September 26-3, 216, Calgary, Alberta, Canada IPC216-64563 A FINITE ELEMENT PROCEDURE TO MODEL THE EFFECT OF HYDROSTATIC TESTING
JAPANESE PD EXAMINATIONS FOR DEPTH SIZING OF SCC IN AUSTENITIC STAINLESS STEEL PIPES FROM 2006 TO 2012
 JAPANESE PD EXAMINATIONS FOR DEPTH SIZING OF SCC IN AUSTENITIC STAINLESS STEEL PIPES FROM 2006 TO 2012 Keiji Watanabe, Hajime Shohji, and Koichiro Hide PD center, Central Research Institute of Electric
JAPANESE PD EXAMINATIONS FOR DEPTH SIZING OF SCC IN AUSTENITIC STAINLESS STEEL PIPES FROM 2006 TO 2012 Keiji Watanabe, Hajime Shohji, and Koichiro Hide PD center, Central Research Institute of Electric
Paper #: POWER
 Proceedings of POWER2008 ASME Power 2008 July 22-24, 2008, Orlando, Florida, USA Paper #: POWER2008-60061 THE USE OF AN EDDY CURRENT INSPECTION OF BRASS TUBES IN A SURFACE CONDENSER TO PROVIDE A CONDITION
Proceedings of POWER2008 ASME Power 2008 July 22-24, 2008, Orlando, Florida, USA Paper #: POWER2008-60061 THE USE OF AN EDDY CURRENT INSPECTION OF BRASS TUBES IN A SURFACE CONDENSER TO PROVIDE A CONDITION
A New Test Setup for Testing Polyethylene Tubes under Constant and Cyclic Internal Pressures
 A New Test Setup for Testing Polyethylene Tubes under Constant and Cyclic Internal Pressures S. Vahidi, E. Schruba, Y. Sun, M. McCarthy, and Y. G. Hsuan Drexel University, Philadelphia, PA, USA Abstract
A New Test Setup for Testing Polyethylene Tubes under Constant and Cyclic Internal Pressures S. Vahidi, E. Schruba, Y. Sun, M. McCarthy, and Y. G. Hsuan Drexel University, Philadelphia, PA, USA Abstract
HIGH FLOW PROTECTION FOR VARIABLE SPEED PUMPS
 Proceedings of the First Middle East Turbomachinery Symposium February 13-16, 2011, Doha, Qatar HIGH FLOW PROTECTION FOR VARIABLE SPEED PUMPS Amer A. Al-Dhafiri Rotating Equipment Engineer Nabeel M. Al-Odan
Proceedings of the First Middle East Turbomachinery Symposium February 13-16, 2011, Doha, Qatar HIGH FLOW PROTECTION FOR VARIABLE SPEED PUMPS Amer A. Al-Dhafiri Rotating Equipment Engineer Nabeel M. Al-Odan
MAY JUNE Mechanical p. 4 Integrity Assessment of NGL Pressure Vessel Mary p. 13 Kay O Connor Safety Symposium
 MAY JUNE 2009 Vol 15 Issue 3 Mechanical p. 4 Integrity Assessment of NGL Pressure Vessel 2009 Mary p. 13 Kay O Connor Safety Symposium API RP 581 p. 14 RBI Technology - Worked Example Part 3 of 3 2nd Annual
MAY JUNE 2009 Vol 15 Issue 3 Mechanical p. 4 Integrity Assessment of NGL Pressure Vessel 2009 Mary p. 13 Kay O Connor Safety Symposium API RP 581 p. 14 RBI Technology - Worked Example Part 3 of 3 2nd Annual
Guided Wave Testing (GWT)
") Guided Wave Testing (GWT) Use of guided wave testing for the detection and monitoring of corrosion under insulation Peter Philipp Independent GWT consultant Level 3 GUL Level 3 PCN GWT BINDT-ICorr. - 12/05/2013
Guided Wave Testing (GWT) Use of guided wave testing for the detection and monitoring of corrosion under insulation Peter Philipp Independent GWT consultant Level 3 GUL Level 3 PCN GWT BINDT-ICorr. - 12/05/2013
METHODOLOGY FOR ASSESSING THE EFFECTS OF PLAIN DENTS, WRINKLE BENDS, AND MECHANICAL DAMAGE ON PIPELINE INTEGRITY
 NACE International Corrosion 007 Conference & Expo March 11-15, 007, Nashville, Tennessee NACE007-07139 METHODOLOGY FOR ASSESSING THE EFFECTS OF PLAIN DENTS, WRINKLE BENDS, AND MECHANICAL DAMAGE ON PIPELINE
NACE International Corrosion 007 Conference & Expo March 11-15, 007, Nashville, Tennessee NACE007-07139 METHODOLOGY FOR ASSESSING THE EFFECTS OF PLAIN DENTS, WRINKLE BENDS, AND MECHANICAL DAMAGE ON PIPELINE
A parametric study of metal-to-metal contact flanges with optimised. geometry for safe stress and no-leak conditions
 A parametric study of metal-to-metal contact flanges with optimised geometry for safe stress and no-leak conditions M. Abid *, D. H. Nash a * Faculty of Mechanical Engineering, Ghulam Ishaq Khan Institute
A parametric study of metal-to-metal contact flanges with optimised geometry for safe stress and no-leak conditions M. Abid *, D. H. Nash a * Faculty of Mechanical Engineering, Ghulam Ishaq Khan Institute
Analysis of the application and sizing of pressure safety valves for fire protection on offshore oil and gas installations Annex I
 Analysis of the application and sizing of pressure safety valves for fire protection on offshore oil and gas installations Annex I Article draft The annex contains an article draft, based on an investigation
Analysis of the application and sizing of pressure safety valves for fire protection on offshore oil and gas installations Annex I Article draft The annex contains an article draft, based on an investigation
I. CHEM. E. SYMPOSIUM SERIES NO. 85
 FIRE SURVIVAL OF PROCESS VESSELS CONTAINING GAS J. Nylund * The present work is a theoretical evaluation of the ability of process vessels to survive hydrocarbon fires when the vessels are designed and
FIRE SURVIVAL OF PROCESS VESSELS CONTAINING GAS J. Nylund * The present work is a theoretical evaluation of the ability of process vessels to survive hydrocarbon fires when the vessels are designed and
EXPERIMENTAL RESULTS OF GUIDED WAVE TRAVEL TIME TOMOGRAPHY
 18 th World Conference on Non destructive Testing, 16-20 April 2012, Durban, South Africa EXPERIMENTAL RESULTS OF GUIDED WAVE TRAVEL TIME TOMOGRAPHY Arno VOLKER 1 and Hendrik VOS 1 TNO, Stieltjesweg 1,
18 th World Conference on Non destructive Testing, 16-20 April 2012, Durban, South Africa EXPERIMENTAL RESULTS OF GUIDED WAVE TRAVEL TIME TOMOGRAPHY Arno VOLKER 1 and Hendrik VOS 1 TNO, Stieltjesweg 1,
Employer s Unit of Competence Magnetic particle testing of materials, products and plant
 Employer s Unit of Competence Magnetic particle testing of materials, products and plant Image - if cover page required Supported by lead employer Overview This unit identifies the competencies required
Employer s Unit of Competence Magnetic particle testing of materials, products and plant Image - if cover page required Supported by lead employer Overview This unit identifies the competencies required
USA (Bartlett, IL) Division
 Division") USA (Bartlett, IL) Division USA (Bartlett, IL) Division 100+ years Manufacturing Experience Six Sigma Black Belt (2) 350,000 Sq. Ft. Manufacturing & Office Total Program Development & Management Product
USA (Bartlett, IL) Division USA (Bartlett, IL) Division 100+ years Manufacturing Experience Six Sigma Black Belt (2) 350,000 Sq. Ft. Manufacturing & Office Total Program Development & Management Product
Testing Services Overview
 2 Jet Research Center JRC Jet Research Center Perforating Center of Excellence Testing Services Overview API RP19B Testing Advanced Testing Operational Testing API RP19B Testing The American Petroleum
2 Jet Research Center JRC Jet Research Center Perforating Center of Excellence Testing Services Overview API RP19B Testing Advanced Testing Operational Testing API RP19B Testing The American Petroleum
PVP2006-ICPVT
 Proceedings of PVP2006 / ICPVT-11: 11 th International Conference on Pressure Vessel Technology July 23-37, 2006, Vancouver, Canada PVP2006-ICPVT11-93020 DESIGN OF A LARGE RECTANGULAR FLANGE Bharat Batra,
Proceedings of PVP2006 / ICPVT-11: 11 th International Conference on Pressure Vessel Technology July 23-37, 2006, Vancouver, Canada PVP2006-ICPVT11-93020 DESIGN OF A LARGE RECTANGULAR FLANGE Bharat Batra,
Introduction Introduction
 Introduction Maritime International is a leading manufacturer of marine bollards and cleats worldwide. Our range of bollards and cleats is unsurpassed by any other manufacturer or supplier. Maritime can
Introduction Maritime International is a leading manufacturer of marine bollards and cleats worldwide. Our range of bollards and cleats is unsurpassed by any other manufacturer or supplier. Maritime can
HYDROGEN STANDARDIZATION INTERIM REPORT For
 STP/PT-003 Designator: Meta Bold 24/26 Revision Note: Meta Black 14/16 HYDROGEN STANDARDIZATION INTERIM REPORT For Tanks, Piping, and Pipelines Date of Issuance: June 6, 2005 This report was prepared as
STP/PT-003 Designator: Meta Bold 24/26 Revision Note: Meta Black 14/16 HYDROGEN STANDARDIZATION INTERIM REPORT For Tanks, Piping, and Pipelines Date of Issuance: June 6, 2005 This report was prepared as
THE USE OF SPIN FIN PILES IN MASSACHUSETTS
 THE USE OF SPIN FIN PILES IN MASSACHUSETTS Les R. Chernauskas, P.E., Geosciences Testing and Research, Inc., North Chelmsford, MA Leo J. Hart, Geosciences Testing and Research, Inc., North Chelmsford,
THE USE OF SPIN FIN PILES IN MASSACHUSETTS Les R. Chernauskas, P.E., Geosciences Testing and Research, Inc., North Chelmsford, MA Leo J. Hart, Geosciences Testing and Research, Inc., North Chelmsford,
Technical Standards and Legislation: Risk Based Inspection. Presenter: Pierre Swart
 Technical Standards and Legislation: Risk Based Inspection Presenter: Pierre Swart Agenda Change in Legislation. Where RBI fits in. Application to implement RBI. RBI concepts. Elements of an RBI analysis.
Technical Standards and Legislation: Risk Based Inspection Presenter: Pierre Swart Agenda Change in Legislation. Where RBI fits in. Application to implement RBI. RBI concepts. Elements of an RBI analysis.
Pulsed Eddy Current (PEC) Inspection through Insulation
 Inspection through Insulation") Pulsed Eddy Current (PEC) Inspection through Insulation Inspection through insulation opens unexpected opportunities Shell Global Solutions in Amsterdam has developed over the past few years an inspection
Pulsed Eddy Current (PEC) Inspection through Insulation Inspection through insulation opens unexpected opportunities Shell Global Solutions in Amsterdam has developed over the past few years an inspection
LIMIT STATE DESIGN BASED ON EXPERIMENTAL METHODS FOR HIGH PRESSURE SUBSEA PIPELINE DESIGN
 Proceedings of Conference ASME International Offshore Pipeline Forum October 28-29, 2009, Houston, Texas USA LIMIT STATE ESIGN BASE ON EXPERIMENTAL METHOS FOR HIGH PRESSURE SUBSEA PIPELINE ESIGN Chris
Proceedings of Conference ASME International Offshore Pipeline Forum October 28-29, 2009, Houston, Texas USA LIMIT STATE ESIGN BASE ON EXPERIMENTAL METHOS FOR HIGH PRESSURE SUBSEA PIPELINE ESIGN Chris
Improving distillation tower operation
 Improving distillation tower operation Measuring differential pressure across long sections of distillation columns has always been challenging, but purpose-built sensor systems provide a solution Fast
Improving distillation tower operation Measuring differential pressure across long sections of distillation columns has always been challenging, but purpose-built sensor systems provide a solution Fast
ASME Boiler & Pressure Vessel Code Analysis of the 1497 MHz High-Current Cryomodule Helium Vessel
 1.0 Introduction ASME Boiler & Pressure Vessel Code Analysis of the 1497 MHz High-Current Cryomodule Helium Vessel Katherine Wilson 28 May 2007 To minimize the hazards associated with vacuum and pressure
1.0 Introduction ASME Boiler & Pressure Vessel Code Analysis of the 1497 MHz High-Current Cryomodule Helium Vessel Katherine Wilson 28 May 2007 To minimize the hazards associated with vacuum and pressure
INTEGRITY MANAGEMENT OF STRESS CORROSION CRACKING IN GAS PIPELINE HIGH CONSEQUENCE AREAS
 Designator: Meta Bold 24/26 Revision Note: Meta Black 14/16 INTEGRITY MANAGEMENT OF STRESS CORROSION CRACKING IN GAS PIPELINE HIGH CONSEQUENCE AREAS Date of Issuance: October 31, 2008 This report was prepared
Designator: Meta Bold 24/26 Revision Note: Meta Black 14/16 INTEGRITY MANAGEMENT OF STRESS CORROSION CRACKING IN GAS PIPELINE HIGH CONSEQUENCE AREAS Date of Issuance: October 31, 2008 This report was prepared
ASSESSMENT AND ANALYSIS OF PIPELINE BUCKLES
 ASSESSMENT AND ANALYSIS OF PIPELINE BUCKLES GE Oil & Gas PII Pipeline Solutions Inessa Yablonskikh Principal Consultant Aberdeen, November, 14 th 2007 Assessment And Analysis Of Pipeline Buckles Introduction
ASSESSMENT AND ANALYSIS OF PIPELINE BUCKLES GE Oil & Gas PII Pipeline Solutions Inessa Yablonskikh Principal Consultant Aberdeen, November, 14 th 2007 Assessment And Analysis Of Pipeline Buckles Introduction
Infrared Thermal Imaging, Inc.
 www.itimaging.com Safe Steam Air Decoking With Infrared Thermography By Ty Keeth Since the inception of mechanical decoking or pigging in the 1990 s, many equipment owners have moved away from the traditional
www.itimaging.com Safe Steam Air Decoking With Infrared Thermography By Ty Keeth Since the inception of mechanical decoking or pigging in the 1990 s, many equipment owners have moved away from the traditional
INSPECTION OF RECOVERY BOILERS
 INSPECTION OF RECOVERY BOILERS W. B. A. (Sandy) Sharp SharpConsultant, Columbia, Maryland, U.S.A. TAPPI Kraft Recovery Short Course St. Petersburg, Florida, January 7-10, 2008 OUTLINE Purpose of inspections
INSPECTION OF RECOVERY BOILERS W. B. A. (Sandy) Sharp SharpConsultant, Columbia, Maryland, U.S.A. TAPPI Kraft Recovery Short Course St. Petersburg, Florida, January 7-10, 2008 OUTLINE Purpose of inspections
Design of submarine pressure hulls to withstand buckling under external hydrostatic pressure
 icccbe 2010 Nottingham University Press Proceedings of the International Conference on Computing in Civil and Building Engineering W Tizani (Editor) Design of submarine pressure hulls to withstand buckling
icccbe 2010 Nottingham University Press Proceedings of the International Conference on Computing in Civil and Building Engineering W Tizani (Editor) Design of submarine pressure hulls to withstand buckling
WELCOME to CAUx Local India 2018
 WELCOME to CAUx Local India 2018 Flange Design In Detail Prepared by Sachin Pol and Fauzan Badiwale Some Typical Flange Images 3 Some Typical Gasket Images 4 Flange Design As Per ASME Sec.VIII Div.1 Mandatory
WELCOME to CAUx Local India 2018 Flange Design In Detail Prepared by Sachin Pol and Fauzan Badiwale Some Typical Flange Images 3 Some Typical Gasket Images 4 Flange Design As Per ASME Sec.VIII Div.1 Mandatory
Design. Pompetravaini-NSB API SB Liquid Ring Compressor for Gas Processing. Working Principle
 SB Pompetravaini-NSB API SB Liquid Ring Compressor for Gas Processing A family of API liquid ring compressors has been developed and has been in the market for nearly a decade, they are specifically made
SB Pompetravaini-NSB API SB Liquid Ring Compressor for Gas Processing A family of API liquid ring compressors has been developed and has been in the market for nearly a decade, they are specifically made
Impact of the Esso Verdicts on Engineering Practice First Published in Engineers Australia, March 2001, reprinted with permission
 Impact of the Esso Verdicts on Engineering Practice First Published in Engineers Australia, March 2001, reprinted with permission When a jury in the Supreme Court of Victoria found Esso guilty of 11 criminal
Impact of the Esso Verdicts on Engineering Practice First Published in Engineers Australia, March 2001, reprinted with permission When a jury in the Supreme Court of Victoria found Esso guilty of 11 criminal
Use of Underwater Dry Welding for In Situ Repair to Offshore Structures. Sabine Powell 02/12/2016
 Use of Underwater Dry Welding for In Situ Repair to Offshore Structures Sabine Powell engineering@neptunems.com 02/12/2016 In Situ Welding Steel Structures Suitability of Repair Methods Mobile Offshore
Use of Underwater Dry Welding for In Situ Repair to Offshore Structures Sabine Powell engineering@neptunems.com 02/12/2016 In Situ Welding Steel Structures Suitability of Repair Methods Mobile Offshore
Design and Analysis of Pressure Safety Release Valve by using Finite Element Analysis
 Design and Analysis of Pressure Safety Release Valve by using Finite Element Analysis Mr.V.D.Rathod* 1, Prof.G.A.Kadam* 2, Mr.V. G. Patil* 3 * 1 M.E. Design (Pursuing), SKN Sinhgad Institute of Technology&
Design and Analysis of Pressure Safety Release Valve by using Finite Element Analysis Mr.V.D.Rathod* 1, Prof.G.A.Kadam* 2, Mr.V. G. Patil* 3 * 1 M.E. Design (Pursuing), SKN Sinhgad Institute of Technology&
Elastic-Plastic Finite Element Analysis for Zhongwei--guiyang Natural Gas Pipeline Endangered by Collapse
 Abstract Elastic-Plastic Finite Element Analysis for Zhongwei--guiyang Natural Gas Pipeline Endangered by Collapse Gengxin Wu,Peng Zhang,Zhixiang Li,Zunhai Ke,Guizhi Li,Anmin Jiang 2 School of Civil Engineering
Abstract Elastic-Plastic Finite Element Analysis for Zhongwei--guiyang Natural Gas Pipeline Endangered by Collapse Gengxin Wu,Peng Zhang,Zhixiang Li,Zunhai Ke,Guizhi Li,Anmin Jiang 2 School of Civil Engineering
PIP PNE00012 Piping Examination and Leak Test Guide
 October 2017 Piping PIP PNE00012 Piping Examination and Leak Test Guide PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process industry facilities, this Practice has
October 2017 Piping PIP PNE00012 Piping Examination and Leak Test Guide PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process industry facilities, this Practice has
Design and Safety Document for the Vacuum Windows of the NPDGamma Liquid Hydrogen Target at SNS
 Design and Safety Document for the Vacuum Windows of the NPDGamma Liquid Hydrogen Target at SNS Prepared: Checked: Approved: H. Nann W. Fox M. Snow The NPDGamma experiment is going to run at BL13 at SNS
Design and Safety Document for the Vacuum Windows of the NPDGamma Liquid Hydrogen Target at SNS Prepared: Checked: Approved: H. Nann W. Fox M. Snow The NPDGamma experiment is going to run at BL13 at SNS
The Use of Ultrasonic Inspections at Elevated Temperature
 18th World Conference on Nondestructive Testing, 16-20 April 2012, Durban, South Africa The Use of Ultrasonic Inspections at Elevated Temperature Alex McLAY, Jan VERKOOIJEN, TÜV Rheinland Sonovation 4906AZ
18th World Conference on Nondestructive Testing, 16-20 April 2012, Durban, South Africa The Use of Ultrasonic Inspections at Elevated Temperature Alex McLAY, Jan VERKOOIJEN, TÜV Rheinland Sonovation 4906AZ
A hose layline contains important information for specifying the replacement assembly: manufacturer, hose trade name, working pressure and hose ID.
 CONTENTS Introduction Pressure Pressure Drop Temperature Rating Bend Radius Conclusion Additional Information SIDEBAR: Understanding Hydraulic Hose Reinforcement INTRODUCTION Hydraulic hose has a finite
CONTENTS Introduction Pressure Pressure Drop Temperature Rating Bend Radius Conclusion Additional Information SIDEBAR: Understanding Hydraulic Hose Reinforcement INTRODUCTION Hydraulic hose has a finite
TIGHTNESS. Glass sealing Thanks to our glass-sealing technology, ODU products can meet the most demanding tightness requirements.
 TIGHTNESS Glass sealing Thanks to our glass-sealing technology, ODU products can meet the most demanding tightness requirements. ODU has the necessary expertise for developing and manufacturing connectors
TIGHTNESS Glass sealing Thanks to our glass-sealing technology, ODU products can meet the most demanding tightness requirements. ODU has the necessary expertise for developing and manufacturing connectors
Pressure Vessel Design
 We have made it easy for you to find a PDF Ebooks without any digging. And by having access to our ebooks online or by storing it on your computer, you have convenient answers with pressure vessel design.
We have made it easy for you to find a PDF Ebooks without any digging. And by having access to our ebooks online or by storing it on your computer, you have convenient answers with pressure vessel design.
Liquefied gas cargo tanks and process pressure vessels
 .1 -.3 Liquefied gas cargo tanks and process pressure vessels.1 General.1.1 The present texts give the general principles which are applied by Classification Societies for approval and survey of the relevant
.1 -.3 Liquefied gas cargo tanks and process pressure vessels.1 General.1.1 The present texts give the general principles which are applied by Classification Societies for approval and survey of the relevant
Procedure: Pressure equipment safety
 Procedure: Pressure equipment safety Purpose The purpose of this procedure is to define the method for safe operation and inspection of pressure equipment and the collection and recording of associated
Procedure: Pressure equipment safety Purpose The purpose of this procedure is to define the method for safe operation and inspection of pressure equipment and the collection and recording of associated
API-510 PRESSURE VESSEL INSPECTOR
 BODY OF KNOWLEDGE API-510 PRESSURE VESSEL INSPECTOR CERTIFICATION EXAMINATION July 2013 (Replaces July 2012) API Authorized Pressure Vessel Inspectors must have a broad knowledge base relating to maintenance,
BODY OF KNOWLEDGE API-510 PRESSURE VESSEL INSPECTOR CERTIFICATION EXAMINATION July 2013 (Replaces July 2012) API Authorized Pressure Vessel Inspectors must have a broad knowledge base relating to maintenance,
MAE 322 Machine Design Lecture 5 Fatigue - 2. Dr. Hodge Jenkins Mercer University
 MAE 322 Machine Design Lecture 5 Fatigue - 2 Dr. Hodge Jenkins Mercer University Returning to Stress-Life Fatigue Modeling Fatigue Stress-Life: S f -N Diagram for steels Stress levels below S e (Endurance
MAE 322 Machine Design Lecture 5 Fatigue - 2 Dr. Hodge Jenkins Mercer University Returning to Stress-Life Fatigue Modeling Fatigue Stress-Life: S f -N Diagram for steels Stress levels below S e (Endurance
Perform Pressure & Leak Test, Tubing & Piping. Module 12306
 Perform Pressure & Leak Test, Tubing & Piping Module 12306 Instrumentation Trainee Task Module 12306 PERFORM PRESSURE AND LEAK TEST, TUBING AND PIPING Objectives Upon completion of this module, the trainee
Perform Pressure & Leak Test, Tubing & Piping Module 12306 Instrumentation Trainee Task Module 12306 PERFORM PRESSURE AND LEAK TEST, TUBING AND PIPING Objectives Upon completion of this module, the trainee
Transient Analyses In Relief Systems
 Transient Analyses In Relief Systems Dirk Deboer, Brady Haneman and Quoc-Khanh Tran Kaiser Engineers Pty Ltd ABSTRACT Analyses of pressure relief systems are concerned with transient process disturbances
Transient Analyses In Relief Systems Dirk Deboer, Brady Haneman and Quoc-Khanh Tran Kaiser Engineers Pty Ltd ABSTRACT Analyses of pressure relief systems are concerned with transient process disturbances
ASPIRE for Integrity Management Support for Upstream Assets. Payam Jamshidi, TWI Ltd Sebastian Hartmann, Innospection Ltd
 ASPIRE for Integrity Management Support for Upstream Assets Payam Jamshidi, TWI Ltd Sebastian Hartmann, Innospection Ltd OVERVIEW - Discussion of corroded pipe assessment procedures under combined loading
ASPIRE for Integrity Management Support for Upstream Assets Payam Jamshidi, TWI Ltd Sebastian Hartmann, Innospection Ltd OVERVIEW - Discussion of corroded pipe assessment procedures under combined loading
17J Third Edition, January 2008 Specification for Unbonded Flexible Pipe
 API Specification 17J Third Edition, January 2008 National Adoption of ISO 13628:2006(Identical) Petroleum and natural gas industries Design and operation of subsea production systems Part 2: Unbonded
API Specification 17J Third Edition, January 2008 National Adoption of ISO 13628:2006(Identical) Petroleum and natural gas industries Design and operation of subsea production systems Part 2: Unbonded
Acoustic Emission Testing
 Acoustic Emission Testing ATTAR Advanced Technology Testing and Research Manage Your Assets Determine plant and equipment condition with minimal disruption, enhanced sensitivity and significantly reduced
Acoustic Emission Testing ATTAR Advanced Technology Testing and Research Manage Your Assets Determine plant and equipment condition with minimal disruption, enhanced sensitivity and significantly reduced
USE OF THE EXCEEDANCE CURVE APPROACH IN OCCUPIED BUILDING RISK ASSESSMENT
 USE OF THE EXCEEDANCE CURVE APPROACH IN OCCUPIED BUILDING RISK ASSESSMENT Kieran J Glynn, Advisor Major Accident Risk, BP, UK The exceedance curve approach was developed following the issue of the 2003
USE OF THE EXCEEDANCE CURVE APPROACH IN OCCUPIED BUILDING RISK ASSESSMENT Kieran J Glynn, Advisor Major Accident Risk, BP, UK The exceedance curve approach was developed following the issue of the 2003
INF.41/Add.1/Rev.1. Economic Commission for Europe Inland Transport Committee
 Economic Commission for Europe Inland Transport Committee Working Party on the Transport of Dangerous Goods INF.41/Add.1/Rev.1 Joint Meeting of the RID Committee of Experts and the Working Party on the
Economic Commission for Europe Inland Transport Committee Working Party on the Transport of Dangerous Goods INF.41/Add.1/Rev.1 Joint Meeting of the RID Committee of Experts and the Working Party on the
PUSH PIER SYSTEMS STABILITY. SECURITY. INTEGRITY. Push Pier Systems PN #MBPPT
 PUSH PIER SYSTEMS STABILITY. SECURITY. INTEGRITY. PN #MBPPT Push Pier Systems About Foundation Supportworks is a network of the most experienced and knowledgeable foundation repair and new construction
PUSH PIER SYSTEMS STABILITY. SECURITY. INTEGRITY. PN #MBPPT Push Pier Systems About Foundation Supportworks is a network of the most experienced and knowledgeable foundation repair and new construction
QUALITY ASSURANCE SPECIFICATION NONDESTRUCTIVE EXAMINATION PAGE 1 OF 7
 QUALITY ASSURANCE SPECIFICATION REVISION: 0 DATE: 08/29/14 NONDESTRUCTIVE EXAMINATION PAGE 1 OF 7 1.0 Purpose The purpose of this specification is to establish the minimum quality assurance requirements
QUALITY ASSURANCE SPECIFICATION REVISION: 0 DATE: 08/29/14 NONDESTRUCTIVE EXAMINATION PAGE 1 OF 7 1.0 Purpose The purpose of this specification is to establish the minimum quality assurance requirements
Subpart E. Pressure Testing
 Subpart E Pressure Testing 195.300 Scope This subpart prescribes minimum requirements for pressure testing of steel pipelines. However, this subpart does not apply to movement of pipe covered by 195.424.
Subpart E Pressure Testing 195.300 Scope This subpart prescribes minimum requirements for pressure testing of steel pipelines. However, this subpart does not apply to movement of pipe covered by 195.424.
Assessment of correlations between NDE parameters and tube structural integrity for PWSCC at U-bends
 Assessment of correlations between NDE parameters and tube structural integrity for PWSCC at U-bends S. Bakhtiari, T. W. Elmer, Z. Zeng and S. Majumdar Nuclear Engineering Division Argonne National Laboratory
Assessment of correlations between NDE parameters and tube structural integrity for PWSCC at U-bends S. Bakhtiari, T. W. Elmer, Z. Zeng and S. Majumdar Nuclear Engineering Division Argonne National Laboratory
Avoiding Short Term Overheat Failures of Recovery Boiler Superheater Tubes
 Avoiding Short Term Overheat Failures of Recovery Boiler Superheater Tubes Authors Andrew Jones International Paper Loveland OH, USA Tim Carlier Integrated Test and Measurement Milford, OH, USA Abstract
Avoiding Short Term Overheat Failures of Recovery Boiler Superheater Tubes Authors Andrew Jones International Paper Loveland OH, USA Tim Carlier Integrated Test and Measurement Milford, OH, USA Abstract
Ballot ID: Action item Reference Number: Addition of common causes and susceptibility diagram to API RP 581, 3rd Edition, Section 12
 Ballot ID: Action item Reference Number: Title Addition of common causes and susceptibility diagram to API RP 581, 3rd Edition, Section 12 Date: October 2018 Purpose: Revision: Impact: Rationale: Technical
Ballot ID: Action item Reference Number: Title Addition of common causes and susceptibility diagram to API RP 581, 3rd Edition, Section 12 Date: October 2018 Purpose: Revision: Impact: Rationale: Technical
Perforating Center of Excellence TESTING SERVICES OVERVIEW
 Perforating Center of Excellence TESTING SERVICES OVERVIEW Jet Research Center (JRC) is the leader in energetic research and testing for the oil and gas industry. Since introducing jet perforators for
Perforating Center of Excellence TESTING SERVICES OVERVIEW Jet Research Center (JRC) is the leader in energetic research and testing for the oil and gas industry. Since introducing jet perforators for
An Introduction to Deep Foundations
 An Introduction to Deep Foundations J. Paul Guyer, P.E., R.A. Paul Guyer is a registered mechanical engineer, civil engineer, fire protection engineer and architect with over 35 years experience in the
An Introduction to Deep Foundations J. Paul Guyer, P.E., R.A. Paul Guyer is a registered mechanical engineer, civil engineer, fire protection engineer and architect with over 35 years experience in the
Slug Catchers Engineered Solutions to Separation Problems
 Slug Catchers Engineered Solutions to Separation Problems Separation Products from Taylor Forge Taylor Forge Engineered Systems has been a leading manufacturer of liquid separation equipment for the pipeline
Slug Catchers Engineered Solutions to Separation Problems Separation Products from Taylor Forge Taylor Forge Engineered Systems has been a leading manufacturer of liquid separation equipment for the pipeline
PMI Pulse Decay Permeameter for Shale Rock Characterization Yang Yu, Scientist Porous Materials Inc., 20 Dutch Mill Road, Ithaca NY 14850
 PMI Pulse Decay Permeameter for Shale Rock Characterization Yang Yu, Scientist Porous Materials Inc., 20 Dutch Mill Road, Ithaca NY 14850 This document describes the application of Pulse Decay Permeameter
PMI Pulse Decay Permeameter for Shale Rock Characterization Yang Yu, Scientist Porous Materials Inc., 20 Dutch Mill Road, Ithaca NY 14850 This document describes the application of Pulse Decay Permeameter
Justification of Risk Reduction through In-Service Inspection / REDUCE
 NUGENIA+ WP6.12 Justification of Risk Reduction through In-Service Inspection / REDUCE Jens Gunnars Inspecta Technology AB jens.gunnars@inspecta.com WP6.12 Task Leader NUGENIA+ Final Seminar, Helsinki
NUGENIA+ WP6.12 Justification of Risk Reduction through In-Service Inspection / REDUCE Jens Gunnars Inspecta Technology AB jens.gunnars@inspecta.com WP6.12 Task Leader NUGENIA+ Final Seminar, Helsinki
A Rationale for Pressure Relief Device(s) Qualification Requirements (LH2)
 Qualification Requirements (LH2)") UN-GTR PART A INSERTION Stand 09.02.2011, 17:20 Uhr A.3.3 HYDROGEN STORAGE SYSTEM The hydrogen storage system consists of all components that form the primary pressure boundary of the stored hydrogen in
UN-GTR PART A INSERTION Stand 09.02.2011, 17:20 Uhr A.3.3 HYDROGEN STORAGE SYSTEM The hydrogen storage system consists of all components that form the primary pressure boundary of the stored hydrogen in
DR.ING. CARLO AVANZINI PROFESSIONAL ENGINEER GRIP TEST REPORT NOVA SIRIA, ROLETTO, Premise
 GRIP TEST REPORT NOVA SIRIA, ROLETTO, 07.10.2013 1. Premise The present report covers the witnessing of the test conducted in the Nova Siria Factory in Roletto (Torino, Italy) to verify the behavior of
GRIP TEST REPORT NOVA SIRIA, ROLETTO, 07.10.2013 1. Premise The present report covers the witnessing of the test conducted in the Nova Siria Factory in Roletto (Torino, Italy) to verify the behavior of
Process Safety Management Of Highly Hazardous Chemicals OSHA 29 CFR
 Process Safety Management Of Highly Hazardous Chemicals OSHA 29 CFR 1910.119 PSM - Definition Not all refining hazards are caused by the same factors or involve ve the same degree of potential damage.
Process Safety Management Of Highly Hazardous Chemicals OSHA 29 CFR 1910.119 PSM - Definition Not all refining hazards are caused by the same factors or involve ve the same degree of potential damage.
Along-string pressure, temperature measurements hold revolutionary promise for downhole management
 Along-string pressure, temperature measurements hold revolutionary promise for downhole management IT S WIDELY KNOWN that the majority of stuck pipe incidents occur while pulling out of hole. If we can
Along-string pressure, temperature measurements hold revolutionary promise for downhole management IT S WIDELY KNOWN that the majority of stuck pipe incidents occur while pulling out of hole. If we can
Design and optimization of a low pressure vessel
 Abstract Research Journal of Engineering Sciences ISSN 2278 9472 Design and optimization of a low pressure vessel Available online at: www.isca.in, www.isca.me Received 8 th April 2017, revised 11 th July
Abstract Research Journal of Engineering Sciences ISSN 2278 9472 Design and optimization of a low pressure vessel Available online at: www.isca.in, www.isca.me Received 8 th April 2017, revised 11 th July
Development of a High Pressure, Oil Free, Rolling Piston Compressor
 Purdue University Purdue e-pubs International Compressor Engineering Conference School of Mechanical Engineering 1994 Development of a High Pressure, Oil Free, Rolling Piston Compressor S. J. Delmotte
Purdue University Purdue e-pubs International Compressor Engineering Conference School of Mechanical Engineering 1994 Development of a High Pressure, Oil Free, Rolling Piston Compressor S. J. Delmotte
Infrared Thermal Imaging, Inc.
 www.itimaging.com Infrared Inspection Data and Addressing Discrepancies in A Fired Heater Program By Ty Keeth Infrared inspection of fired heaters has quickly become the standard for fired heater inspection.
www.itimaging.com Infrared Inspection Data and Addressing Discrepancies in A Fired Heater Program By Ty Keeth Infrared inspection of fired heaters has quickly become the standard for fired heater inspection.
BODY OF KNOWLEDGE API-510 PRESSURE VESSEL INSPECTOR CERTIFICATION EXAMINATION
 BODY OF KNOWLEDGE API-510 PRESSURE VESSEL INSPECTOR CERTIFICATION EXAMINATION May and September, 2017 and January 2018 (Replaces May 2016) API Authorized Pressure Vessel Inspectors must have a broad knowledge
BODY OF KNOWLEDGE API-510 PRESSURE VESSEL INSPECTOR CERTIFICATION EXAMINATION May and September, 2017 and January 2018 (Replaces May 2016) API Authorized Pressure Vessel Inspectors must have a broad knowledge
RESIDUAL EXPANSION OF CYLINDERS. INTERMEDIATE TEST RESULTS
 ISSN 1310-3946 NDT days 2014 / Дни на безразрушителния контрол 2014 Year/Година ХXII Number/ Брой 1 (150) June/Юни 2014 RESIDUAL EXPANSION OF CYLINDERS. INTERMEDIATE TEST RESULTS ОСТАТОЧНОЕ РАСШИРЕНИЕ
ISSN 1310-3946 NDT days 2014 / Дни на безразрушителния контрол 2014 Year/Година ХXII Number/ Брой 1 (150) June/Юни 2014 RESIDUAL EXPANSION OF CYLINDERS. INTERMEDIATE TEST RESULTS ОСТАТОЧНОЕ РАСШИРЕНИЕ
Casing Collapse Pressure for Non-zero Internal Pressure Condition. (Effect of Internal Pressure on Collapse)
") Casing Collapse Pressure for Non-zero Internal Pressure Condition (Effect of Internal Pressure on Collapse) Jiang Wu Chevron ETC August, 2011 API specifies casing collapse rating primarily based on casing
Casing Collapse Pressure for Non-zero Internal Pressure Condition (Effect of Internal Pressure on Collapse) Jiang Wu Chevron ETC August, 2011 API specifies casing collapse rating primarily based on casing