FMEA- FA I L U R E M O D E & E F F E C T A N A LY S I S. PRESENTED BY: AJITH FRANCIS
|
|
|
- Allan Boyd
- 5 years ago
- Views:
Transcription
1 FMEA- FA I L U R E M O D E & E F F E C T A N A LY S I S. PRESENTED BY: AJITH FRANCIS 1
2 OBJECTIVES What is FMEA? Why is an FMEA important? History of FMEA Benefits of FMEA Limitations of FMEA How to conduct an FMEA? Examples. 2
3 WHAT IS FMEA? A systemized group of activities designed to: Recognize and evaluate the potential failure of a product/process and its effects Identify actions which could eliminate or reduce the chance of potential failure Document the process FMEA provides a systematic method that allows you to organize and automate the process. 3
4 WHAT IS FMEA? Simply put FMEA is: A process that identifies all the possible types of failures that could happen to a product and potential consequences of those failures. OPERATION FUNCTION FAILURE MODE EFFECT CAUSE CURRENT CONTROL 4

5 EXAMPLES Failure Mode : Moisture content inside the compressor. Effect : Compressor gets damaged. Cause : Installation of AC system went wrong Control : Follow the procedure. 5

6 Failure Mode : Too many spelling errors. EXAMPLES Effect :Customer dissatisfied, not understandable. Cause : Typing error. Control : Spell check. 6

7 EXAMPLES Failure Mode :Undersized cast product. Effect :Unfit for use. Cause :Shrinkage allowance not provided. Control :Awareness on the shrinkage on cooling or solidification. 7

8 Failure Mode :Frequent power failure. EXAMPLES Effect :Production delay. Cause :Generator malfunctioning. Control :Maintenance. 8

9 Failure Mode : No raw materials. EXAMPLES Effect : Delay in production. Cause :Re order point wasn t calculated. Control :Use of inventory control system. 9

10 EXAMPLES Failure Mode : Under inflated tyre-pressure below the required unit. Effect : Difficulty in controlling the vehicle. Cause : Unaware of pressure changes with climate variations Control : Pressure check based on the climate. 10

11 EXAMPLES Failure Mode :Candidate recruited to a wrong field. Effect :Inefficient work, less output from the candidate. Cause :Not aware of the candidate s qualification. Control :QFD 11
12 Failure Mode :Insufficient planning EXAMPLES Effect :Target not met. Cause :Forecasting error. Control :Improved forecasting technique 12

13 Failure Mode :Very high RPN/ Zero RPN EXAMPLES Effect :Confusion among the FMEA team. Cause :Ranking error. Control : Training and analysis. 13
14 KEY TERMS FAILURE MODE A failure mode is the root through which the failure has happened. This can also be mentioned as the deviation that has caused the effect. 14
15 KEY TERMS CAUSE -The causes are related to the mode and is the reason why the deviation (failure Mode) has happened and hence the effect. Probability of occurrence (O): A number from 1 to 10, depending on the likelihood of the failure mode s occurrence 1 = very unlikely to occur 10 = almost certain to occur 15

16 OCCURRENCE RANKING 1 Failure is unlikely Cpk >
17 KEY TERMS CURRENT CONTROL - The immediate tasks that prevent causes from occurring or which detect the failure before it reaches the customer Probability of detection (D): A number from 1 to 10, depending on how unlikely it is that the fault will be detected by the system responsible (design control process, quality testing, etc.) 1 = nearly certain detention 10 = impossible to detect 17

18 DETECTION RANKING 18
19 KEY TERMS EFFECT - The consequences of a failure mode. Severity considers the worst case outcome of a failure as determined by the degree of injury, property damage, or harm that could ultimately occur Severity (S): A number from 1 to 10, depending on the severity of the potential failure mode s effect 1 = no effect 10 = maximum severity 19

20 SEVERITY RANKING 20
21 RISK ASSESSMENT FACTORS Risk Priority Number (RPN): The failure mode s risk is found by the formula : RPN = S x O x D. RPN = Severity x Probability of Occurrence x Probability of Detection. 21

22 RISK PRIORITY NUMBER 22

23 RISK PRIORITY NUMBER 23
24 FMEA ANALYSIS Process flow Control Plan Completed FMEA RPN Analysis 24
25 MY PROCESS Process-Purchasing an oil seal from store for Car servicing. Collecting details of the car. Providing requisition slip. Issuing of oil seal from store 25
26 PROCESS FLOW 26
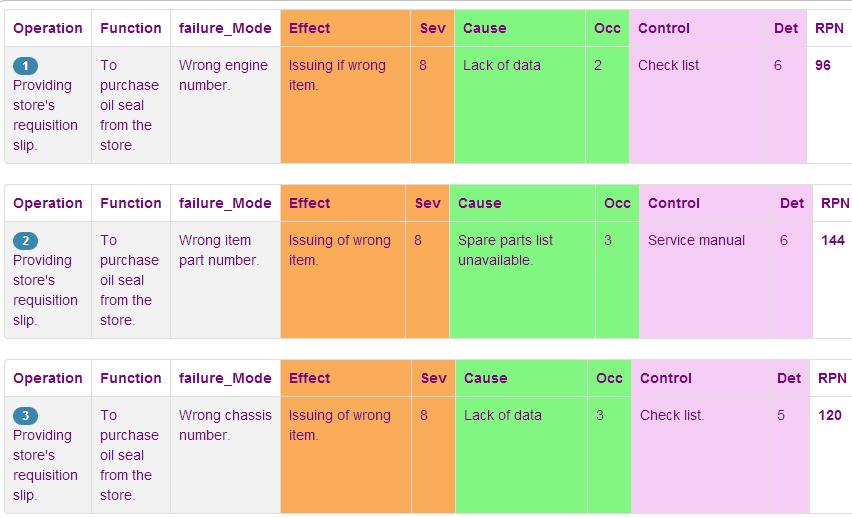
27 FMEA 27

28 RPN ANALYSIS 28

29 COMPLETED FMEA 29
30 CONTROL PLAN 30
31 PROCEDURE FOR FMEA Operation :Patient Check Up Function /Require ment Failure mode Effect Severity (How bad is it?) Causes Occurren ce (How often?) Control method Detectio n RPN Diagnose the disease. 31
32 PROCEDURE FOR FMEA Operation :Patient Check Up Function /Require ment Failure mode Effect Severity (How bad is it?) Causes Occurren ce (How often?) Control method Detectio n RPN Diagnose the disease. High bacteria level. 32
33 PROCEDURE FOR FMEA Operation :Patient Check Up Function /Require ment Failure mode Effect Severity (How bad is it?) Causes Occurren ce (How often?) Control method Detectio n RPN Diagnose the disease. High bacteria level. Tempera ture (fever) 33
34 PROCEDURE FOR FMEA Operation :Patient Check Up Function /Require ment Failure mode Effect Severity (How bad is it?) Causes Occurren ce (How often?) Control method Detectio n RPN Diagnose the disease. High bacteria level. Tempera ture (fever) 10 34
35 PROCEDURE FOR FMEA Operation :Patient Check Up Function /Require ment Failure mode Effect Severity (How bad is it?) Causes Occurren ce (How often?) Control method Detectio n RPN Diagnose the disease. High bacteria level. Tempera ture (fever) 10 Outside food. 35
36 PROCEDURE FOR FMEA Operation :Patient Check Up Function /Require ment Failure mode Effect Severity (How bad is it?) Causes Occurren ce (How often?) Control method Detectio n RPN Diagnose the disease. High bacteria level. Tempera ture (fever) 10 Outside food. 7 36
37 PROCEDURE FOR FMEA Operation :Patient Check Up Function /Require ment Failure mode Effect Severity (How bad is it?) Causes Occurren ce (How often?) Control method Detectio n RPN Diagnose the disease. High bacteria level. Tempera ture (fever) 10 Outside food. 7 Cooking 37
38 PROCEDURE FOR FMEA Operation :Patient Check Up Function /Require ment Failure mode Effect Severity (How bad is it?) Causes Occurren ce (How often?) Control method Detectio n RPN Diagnose the disease. High bacteria level. Tempera ture (fever) 10 Outside food. 7 Cooking 5 38
39 PROCEDURE FOR FMEA Operation :Patient Check Up Function /Require ment Failure mode Effect Severity (How bad is it?) Causes Occurren ce (How often?) Control method Detectio n RPN Diagnose the disease. High bacteria level. Tempera ture (fever) 10 Outside food. 7 Cooking 5 10*7*5=


40 WHY IS AN FMEA IMPORTANT? Preventing problems is cheaper and easier than cleaning them up. Some things are too risky or costly to incur mistakes. Regulatory reasons 40



41 WHY IS AN FMEA IMPORTANT? Reduce the likelihood of customer complaints Reduce maintenance and warranty costs Reduce the possibility of safety failures 41
42 HISTORY OF FMEA Formally developed and applied by NASA in the 1960 s to improve and verify reliability of space program hardware during APOLLO missions. In 1974, the NAVY developed the MIL-STD-1629 regarding the use of FMEA. 42
43 FMEA TEAM Core Team 43
44 FMEA TEAM Core Team FMEA experts Six Sigma Professionals 44
45 FMEA TEAM Core Team FMEA experts Six Sigma Professionals Support Team 45
46 FMEA TEAM Core Team FMEA experts Six Sigma Professionals Support Team Representatives from: Production Development Design Sales Marketing Etc 46




47 FMEA TEAM Core Team FMEA experts Six Sigma Professionals Support Team Representatives from: Production Development Design Sales Marketing Etc 47
48 WHEN IS AN FMEA CARRIED OUT? When a process, product or service is being designed or redesigned, after quality function deployment. When improvement goals are planned for an existing process, product or service. When analyzing failures of an existing process, product or service. 48
49 FMEA IN DESIGN PROCESS If the high level design issues can be known and analyzed during the early stages, then the more detailed and in-depth analysis can be programmed and achieved before time constraints intervene. FMEA must, therefore, be initiated at as early a stage in the design process as possible, and at a time when there is something to analyze. It should then continue to run in parallel but slightly lagging the design effort. 49

50 HOW OFTEN SHOULD THE FMEA BE UPDATED? FMEA should be updated: at the conceptual stage when changes are made to the design when new regulations are instituted when customer feedback indicates a problem 50
51 REPORTING PROCEDURE IN FMEA The team of designers and the FMEA team should operate as parts of an overall team and not operate in an isolated manner. Criticism of a design by the FMEA analysts should not be accepted with bad grace by the designers. FMEA Team Client s Focal Point (Design/Operations)) Designers 51

52 FMEA PROCESS 52
53 STANDARDS IN FMEA It is important to specify the standard to which the FMEA is to be carried out. The use of a clearly defined methodology for carrying out the FMEA will allow the required in-depth study to be attained without the uncertainty and indiscipline that a less structured approach would bring. Increased confidence that all parties will accept the FMEA. 53
54 STANDARDS IN FMEA Standard that is usually referred to when carrying out an FMEA : US Department of Defense MIL-STD-1629A,(Used by the Government, Military and other organizations world wide.) 54


55 BENEFITS OF FMEA Greater customer satisfaction Reduce product development time Increased cooperation and teamwork between various functions 55
56 LIMITATIONS OF FMEA Employee training requirements. Initial impact on product and manufacturing schedules. Financial impact required to upgrade design, manufacturing, and process equipment and tools. 56
57 COMMON MISTAKES Could not separate Failure Mode, Cause & Effect. Ranking criteria too loose. Only identifying the problems but not the solutions. Do once, then keep in file. Lack of consistency. 57

58 58 T H A N K Y O U
Determining Occurrence in FMEA Using Hazard Function
 Determining Occurrence in FMEA Using Hazard Function Hazem J. Smadi Abstract FMEA has been used for several years and proved its efficiency for system s risk analysis due to failures. Risk priority number
Determining Occurrence in FMEA Using Hazard Function Hazem J. Smadi Abstract FMEA has been used for several years and proved its efficiency for system s risk analysis due to failures. Risk priority number
Reliability engineering is the study of the causes, distribution and prediction of failure.
 Reliability engineering: Reliability is the probability that a system or component will perform without failure for a specified period of time under specified operating conditions. Reliability engineering
Reliability engineering: Reliability is the probability that a system or component will perform without failure for a specified period of time under specified operating conditions. Reliability engineering
DATA ITEM DESCRIPTION Title: Failure Modes, Effects, and Criticality Analysis Report
 DATA ITEM DESCRIPTION Title: Failure Modes, Effects, and Criticality Analysis Report Number: Approval Date: 20160106 AMSC Number: N9616 Limitation: No DTIC Applicable: Yes GIDEP Applicable: Yes Defense
DATA ITEM DESCRIPTION Title: Failure Modes, Effects, and Criticality Analysis Report Number: Approval Date: 20160106 AMSC Number: N9616 Limitation: No DTIC Applicable: Yes GIDEP Applicable: Yes Defense
Phase B: Parameter Level Design
 Phase B: Parameter Level Design 1 FMEA A chart describing the ways in which the product may fail, the impact, and what has been done to alleviate any problems. Measure of the inability to achieve overall
Phase B: Parameter Level Design 1 FMEA A chart describing the ways in which the product may fail, the impact, and what has been done to alleviate any problems. Measure of the inability to achieve overall
Exercise Quality Management
 Quality Management Prof Schmitt Exercise 09 Exercise Quality Management 09 Failure Mode and Effects Analysis Dipl-Ing Dipl-Wirt Ing Michael Vorspel-Rüter Dipl-Ing Dipl-Wirt Ing Michael Vorspel-Rüter Group
Quality Management Prof Schmitt Exercise 09 Exercise Quality Management 09 Failure Mode and Effects Analysis Dipl-Ing Dipl-Wirt Ing Michael Vorspel-Rüter Dipl-Ing Dipl-Wirt Ing Michael Vorspel-Rüter Group
Failure Modes And Effects Analysis Fmea Tool
 We have made it easy for you to find a PDF Ebooks without any digging. And by having access to our ebooks online or by storing it on your computer, you have convenient answers with failure modes and effects
We have made it easy for you to find a PDF Ebooks without any digging. And by having access to our ebooks online or by storing it on your computer, you have convenient answers with failure modes and effects
CHAPTER 4 FMECA METHODOLOGY
 CHAPTER 4 FMECA METHODOLOGY 4-1. Methodology moving into Criticality Analysis The FMECA is composed of two separate analyses, the FMEA and the Criticality Analysis (CA). The FMEA must be completed prior
CHAPTER 4 FMECA METHODOLOGY 4-1. Methodology moving into Criticality Analysis The FMECA is composed of two separate analyses, the FMEA and the Criticality Analysis (CA). The FMEA must be completed prior
Failure Modes Events Analysis. Dr Tai Hwei Yee DCQO, National Healthcare Group ACMB ( Clinical Quality & Audit), TTSH
, TTSH") Failure Modes Events Analysis Dr Tai Hwei Yee DCQO, National Healthcare Group ACMB ( Clinical Quality & Audit), TTSH Failure Mode Manner in which a System Fails FLYER DRAMA 173 rescued after being stranded
Failure Modes Events Analysis Dr Tai Hwei Yee DCQO, National Healthcare Group ACMB ( Clinical Quality & Audit), TTSH Failure Mode Manner in which a System Fails FLYER DRAMA 173 rescued after being stranded
How to Define Your Systems and Assets to Support Reliability. How to Define Your Failure Reporting Codes to Support Reliability
 BACKFED RELIABILITY How to Define Your Systems and Assets to Support Reliability How to Define Your Failure Reporting Codes to Support Reliability How to Generate Risk Prioritization Numbers (RPN) from
BACKFED RELIABILITY How to Define Your Systems and Assets to Support Reliability How to Define Your Failure Reporting Codes to Support Reliability How to Generate Risk Prioritization Numbers (RPN) from
LECTURE 3 MAINTENANCE DECISION MAKING STRATEGIES (RELIABILITY CENTERED MAINTENANCE)
") LECTURE 3 MAINTENANCE DECISION MAKING STRATEGIES (RELIABILITY CENTERED MAINTENANCE) Politecnico di Milano, Italy piero.baraldi@polimi.it 1 Types of maintenance approaches Intervention Unplanned Planned
LECTURE 3 MAINTENANCE DECISION MAKING STRATEGIES (RELIABILITY CENTERED MAINTENANCE) Politecnico di Milano, Italy piero.baraldi@polimi.it 1 Types of maintenance approaches Intervention Unplanned Planned
FMEA What s the Worst That Could Happen?
 FMEA What s the Worst That Could Happen? Eric Smathers, LSSBB smathere@musc.edu @ericsmathers www.linkedin.com/in/esmathers What s the worst that can happen? IMPROVE: FMEA How did this happen? What is
FMEA What s the Worst That Could Happen? Eric Smathers, LSSBB smathere@musc.edu @ericsmathers www.linkedin.com/in/esmathers What s the worst that can happen? IMPROVE: FMEA How did this happen? What is
Understanding safety life cycles
 Understanding safety life cycles IEC/EN 61508 is the basis for the specification, design, and operation of safety instrumented systems (SIS) Fast Forward: IEC/EN 61508 standards need to be implemented
Understanding safety life cycles IEC/EN 61508 is the basis for the specification, design, and operation of safety instrumented systems (SIS) Fast Forward: IEC/EN 61508 standards need to be implemented
Lecture 04 ( ) Hazard Analysis. Systeme hoher Qualität und Sicherheit Universität Bremen WS 2015/2016
 Hazard Analysis. Systeme hoher Qualität und Sicherheit Universität Bremen WS 2015/2016") Systeme hoher Qualität und Sicherheit Universität Bremen WS 2015/2016 Lecture 04 (02.11.2015) Hazard Analysis Christoph Lüth Jan Peleska Dieter Hutter Where are we? 01: Concepts of Quality 02: Legal Requirements:
Systeme hoher Qualität und Sicherheit Universität Bremen WS 2015/2016 Lecture 04 (02.11.2015) Hazard Analysis Christoph Lüth Jan Peleska Dieter Hutter Where are we? 01: Concepts of Quality 02: Legal Requirements:
PROCEDURE. April 20, TOP dated 11/1/88
 Subject: Effective Date: page 1 of 2 Initiated by: Failure Modes and Effects Analysis April 20, 1999 Supersedes: TOP 22.019 dated 11/1/88 Head, Engineering and Technical Infrastructure Approved: Director
Subject: Effective Date: page 1 of 2 Initiated by: Failure Modes and Effects Analysis April 20, 1999 Supersedes: TOP 22.019 dated 11/1/88 Head, Engineering and Technical Infrastructure Approved: Director
Safety Critical Systems
 Safety Critical Systems Mostly from: Douglass, Doing Hard Time, developing Real-Time Systems with UML, Objects, Frameworks And Patterns, Addison-Wesley. ISBN 0-201-49837-5 1 Definitions channel a set of
Safety Critical Systems Mostly from: Douglass, Doing Hard Time, developing Real-Time Systems with UML, Objects, Frameworks And Patterns, Addison-Wesley. ISBN 0-201-49837-5 1 Definitions channel a set of
Marine Risk Assessment
 Marine Risk Assessment Waraporn Srimoon (B.Sc., M.Sc.).) 10 December 2007 What is Risk assessment? Risk assessment is a review as to acceptability of risk based on comparison with risk standards or criteria,
Marine Risk Assessment Waraporn Srimoon (B.Sc., M.Sc.).) 10 December 2007 What is Risk assessment? Risk assessment is a review as to acceptability of risk based on comparison with risk standards or criteria,
Safety-Critical Systems
 Software Testing & Analysis (F22ST3) Safety-Critical Systems Andrew Ireland School of Mathematical and Computer Science Heriot-Watt University Edinburgh Software Testing & Analysis (F22ST3) 2 What Are
Software Testing & Analysis (F22ST3) Safety-Critical Systems Andrew Ireland School of Mathematical and Computer Science Heriot-Watt University Edinburgh Software Testing & Analysis (F22ST3) 2 What Are
AUSTRALIA ARGENTINA CANADA EGYPT NORTH SEA U.S. CENTRAL U.S. GULF. SEMS HAZARD ANALYSIS TRAINING September 29, 2011
 AUSTRALIA ARGENTINA CANADA EGYPT NORTH SEA U.S. CENTRAL U.S. GULF SEMS HAZARD ANALYSIS TRAINING September 29, 2011 Purpose The purpose of this meeting is to provide guidelines for determination of hazard
AUSTRALIA ARGENTINA CANADA EGYPT NORTH SEA U.S. CENTRAL U.S. GULF SEMS HAZARD ANALYSIS TRAINING September 29, 2011 Purpose The purpose of this meeting is to provide guidelines for determination of hazard
A GUIDE TO RISK ASSESSMENT IN SHIP OPERATIONS
 A GUIDE TO RISK ASSESSMENT IN SHIP OPERATIONS Page 1 of 7 INTRODUCTION Although it is not often referred to as such, the development and implementation of a documented safety management system is an exercise
A GUIDE TO RISK ASSESSMENT IN SHIP OPERATIONS Page 1 of 7 INTRODUCTION Although it is not often referred to as such, the development and implementation of a documented safety management system is an exercise
Three Approaches to Safety Engineering. Civil Aviation Nuclear Power Defense
 Three Approaches to Safety Engineering Civil Aviation Nuclear Power Defense Civil Aviation Fly-fix-fly: analysis of accidents and feedback of experience to design and operation Fault Hazard Analysis: Trace
Three Approaches to Safety Engineering Civil Aviation Nuclear Power Defense Civil Aviation Fly-fix-fly: analysis of accidents and feedback of experience to design and operation Fault Hazard Analysis: Trace
Module No. # 04 Lecture No. # 3.1 Case studies (continued) (Refer Slide Time: 00:10)
 (Refer Slide Time: 00:10)") Health, Safety and Environmental Management in Petroleum and offshore Engineering Prof. Dr. Srinivasan Chandrasekaran Department of Ocean Engineering Indian Institute of Technology, Madras Module No. #
Health, Safety and Environmental Management in Petroleum and offshore Engineering Prof. Dr. Srinivasan Chandrasekaran Department of Ocean Engineering Indian Institute of Technology, Madras Module No. #
Review and Assessment of Engineering Factors
 Review and Assessment of Engineering Factors 2013 Learning Objectives After going through this presentation the participants are expected to be familiar with: Engineering factors as follows; Defense in
Review and Assessment of Engineering Factors 2013 Learning Objectives After going through this presentation the participants are expected to be familiar with: Engineering factors as follows; Defense in
Failure Modes and Effect Analysis of Electro-Pneumatics System
 Failure Modes and Effect Analysis of Electro-Pneumatics System Priya Banerjee B. Tech. Electrical and Electronics Engineering, Amity School Of Engineering and Technology, Amity University, Noida, India
Failure Modes and Effect Analysis of Electro-Pneumatics System Priya Banerjee B. Tech. Electrical and Electronics Engineering, Amity School Of Engineering and Technology, Amity University, Noida, India
Analysis of Instrumentation Failure Data
 Analysis of Instrumentation Failure Data A structured approach Standards Certification Education & Training Publishing Conferences & Exhibits Matthew F. (Matt) Murphy Senior Consultant, DuPont Engineering
Analysis of Instrumentation Failure Data A structured approach Standards Certification Education & Training Publishing Conferences & Exhibits Matthew F. (Matt) Murphy Senior Consultant, DuPont Engineering
MANUFACTURING RISK ASSESSMENT STUDY FOR STERILE DRY POWDER INJECTION OF CEFTRIAXONE SODIUM
 WORLD JOURNAL OF PHARMACY AND PHARMACEUTICAL SCIENCES Patel et al. SJIF Impact Factor 6.041 Volume 5, Issue 6, 1143-1153 Research Article ISSN 2278 4357 MANUFACTURING RISK ASSESSMENT STUDY FOR STERILE
WORLD JOURNAL OF PHARMACY AND PHARMACEUTICAL SCIENCES Patel et al. SJIF Impact Factor 6.041 Volume 5, Issue 6, 1143-1153 Research Article ISSN 2278 4357 MANUFACTURING RISK ASSESSMENT STUDY FOR STERILE
A Continued Worker Safety Issue
 The petroleum industry has undertaken a voluntary environmental performance tracking initiative, recording detailed information about spills and releases, their causes and consequences. The members of
The petroleum industry has undertaken a voluntary environmental performance tracking initiative, recording detailed information about spills and releases, their causes and consequences. The members of
SPR - Pneumatic Spool Valve
 SIL SM.008 Rev 7 SPR - Pneumatic Spool Valve Compiled By : G. Elliott, Date: 31/08/17 Contents Terminology Definitions:... 3 Acronyms & Abbreviations:... 4 1.0 Introduction... 5 1.1 Purpose & Scope...
SIL SM.008 Rev 7 SPR - Pneumatic Spool Valve Compiled By : G. Elliott, Date: 31/08/17 Contents Terminology Definitions:... 3 Acronyms & Abbreviations:... 4 1.0 Introduction... 5 1.1 Purpose & Scope...
Ch.5 Reliability System Modeling.
 Certified Reliability Engineer. Ch.5 Reliability System Modeling. Industrial Engineering & Management System Research Center. - 1 - Reliability Data. [CRE Primer Ⅵ 2-6] Sources of Reliability Data. Successful
Certified Reliability Engineer. Ch.5 Reliability System Modeling. Industrial Engineering & Management System Research Center. - 1 - Reliability Data. [CRE Primer Ⅵ 2-6] Sources of Reliability Data. Successful
Real-Time & Embedded Systems
 Real-Time & Embedded Systems Agenda Safety Critical Systems Project 6 continued Safety Critical Systems Safe enough looks different at 35,000 feet. Bruce Powell Douglass The Air Force has a perfect operating
Real-Time & Embedded Systems Agenda Safety Critical Systems Project 6 continued Safety Critical Systems Safe enough looks different at 35,000 feet. Bruce Powell Douglass The Air Force has a perfect operating
Federal Aviation Administration Safety & Human Factors Analysis of a Wake Vortex Mitigation Display System
 Safety & Human Factors Analysis of a Wake Vortex Mitigation Display System Presented to: EUROCONTROL Safety R&D Seminar By: Dino Piccione Date: October 23, 2008 Project Objectives Forge a link between
Safety & Human Factors Analysis of a Wake Vortex Mitigation Display System Presented to: EUROCONTROL Safety R&D Seminar By: Dino Piccione Date: October 23, 2008 Project Objectives Forge a link between
Probability Risk Assessment Methodology Usage on Space Robotics for Free Flyer Capture
 6 th IAASS International Space Safety Conference Probability Risk Assessment Methodology Usage on Space Robotics for Free Flyer Capture Oneil D silva Roger Kerrison Page 1 6 th IAASS International Space
6 th IAASS International Space Safety Conference Probability Risk Assessment Methodology Usage on Space Robotics for Free Flyer Capture Oneil D silva Roger Kerrison Page 1 6 th IAASS International Space
Using what we have. Sherman Eagles SoftwareCPR.
 Using what we have Sherman Eagles SoftwareCPR seagles@softwarecpr.com 2 A question to think about Is there a difference between a medical device safety case and any non-medical device safety case? Are
Using what we have Sherman Eagles SoftwareCPR seagles@softwarecpr.com 2 A question to think about Is there a difference between a medical device safety case and any non-medical device safety case? Are
Resilience Engineering: The changing nature of safety
 Resilience Engineering: The changing nature of safety Professor & ndustrial Safety Chair MNES ParisTech Sophia Antipolis, France Erik Hollnagel E-mail: erik.hollnagel@gmail.com Professor NTNU Trondheim,
Resilience Engineering: The changing nature of safety Professor & ndustrial Safety Chair MNES ParisTech Sophia Antipolis, France Erik Hollnagel E-mail: erik.hollnagel@gmail.com Professor NTNU Trondheim,
Workshop Information IAEA Workshop
 IAEA Training Course on Safety Assessment of NPPs to Assist Decision Making Safety Assessment of General Design Aspects of NPPs (Part 2) Lecturer Lesson Lesson III III 1_2 1_2 Workshop Information IAEA
IAEA Training Course on Safety Assessment of NPPs to Assist Decision Making Safety Assessment of General Design Aspects of NPPs (Part 2) Lecturer Lesson Lesson III III 1_2 1_2 Workshop Information IAEA
Implementing Emergency Stop Systems - Safety Considerations & Regulations A PRACTICAL GUIDE V1.0.0
 Implementing Emergency Stop Systems - Safety Considerations & Regulations A PRACTICAL GUIDE V1.0.0 ~ 2 ~ This document is an informative aid only. The information and examples given are for general use
Implementing Emergency Stop Systems - Safety Considerations & Regulations A PRACTICAL GUIDE V1.0.0 ~ 2 ~ This document is an informative aid only. The information and examples given are for general use
Using Reliability Centred Maintenance (RCM) to determine which automated monitoring systems to install to new and existing equipment
 to determine which automated monitoring systems to install to new and existing equipment") Using Reliability Centred Maintenance (RCM) to determine which automated monitoring systems to install to new and existing equipment CHRIS JAMES RELIABILITY MANAGEMENT LTD Cairo, November 2018 The rate
Using Reliability Centred Maintenance (RCM) to determine which automated monitoring systems to install to new and existing equipment CHRIS JAMES RELIABILITY MANAGEMENT LTD Cairo, November 2018 The rate
Chapter 5: Methods and Philosophy of Statistical Process Control
 Chapter 5: Methods and Philosophy of Statistical Process Control Learning Outcomes After careful study of this chapter You should be able to: Understand chance and assignable causes of variation, Explain
Chapter 5: Methods and Philosophy of Statistical Process Control Learning Outcomes After careful study of this chapter You should be able to: Understand chance and assignable causes of variation, Explain
Failure Modes, Effects and Diagnostic Analysis
 Failure Modes, Effects and Diagnostic Analysis Project: Solenoid Drivers KFD2-SL2-(Ex)1.LK.vvcc KFD2-SL2-(Ex)*(.B).vvcc Customer: Pepperl+Fuchs GmbH Mannheim Germany Contract No.: P+F 06/09-23 Report No.:
Failure Modes, Effects and Diagnostic Analysis Project: Solenoid Drivers KFD2-SL2-(Ex)1.LK.vvcc KFD2-SL2-(Ex)*(.B).vvcc Customer: Pepperl+Fuchs GmbH Mannheim Germany Contract No.: P+F 06/09-23 Report No.:
Application of FMCA as a Tool for Risk Assessment
 Application of FMCA as a Tool for Risk Assessment Carl A. Anderson; Robert P. Cogdill; and James K. Drennen, III IFPAC 0 January 007 Baltimore, MD Outline Introduction PAT Process Role of risk assessment
Application of FMCA as a Tool for Risk Assessment Carl A. Anderson; Robert P. Cogdill; and James K. Drennen, III IFPAC 0 January 007 Baltimore, MD Outline Introduction PAT Process Role of risk assessment
APPLICATION OF FMEA-FTA IN RELIABILITY-CENTERED MAINTENANCE PLANNING
 APPLICATION OF FMEA-FTA IN RELIABILITY-CENTERED MAINTENANCE PLANNING Abdel-Aziz * I.H. and Helal ** M. ABSTRACT The failure mode and effects analysis (FMEA) has been used in identifying and reducing risks
APPLICATION OF FMEA-FTA IN RELIABILITY-CENTERED MAINTENANCE PLANNING Abdel-Aziz * I.H. and Helal ** M. ABSTRACT The failure mode and effects analysis (FMEA) has been used in identifying and reducing risks
GOLF OPERATIONS MANAGER NF
 GOLF OPERATIONS MANAGER NF-1101-03 INTRODUCTION Works under the general supervision of the Regional Golf Operations Manager and is responsible for the supervising, planning, coordinating and managing the
GOLF OPERATIONS MANAGER NF-1101-03 INTRODUCTION Works under the general supervision of the Regional Golf Operations Manager and is responsible for the supervising, planning, coordinating and managing the
Managing for Liability Avoidance. (c) Lewis Bass
 Lewis Bass") Managing for Liability Avoidance (c) Lewis Bass 2005 1 Staying Safe in an Automated World Keys to Automation Safety and Liability Avoidance Presented by: Lewis Bass, P.E. Mechanical, Industrial and Safety
Managing for Liability Avoidance (c) Lewis Bass 2005 1 Staying Safe in an Automated World Keys to Automation Safety and Liability Avoidance Presented by: Lewis Bass, P.E. Mechanical, Industrial and Safety
Every things under control High-Integrity Pressure Protection System (HIPPS)
") Every things under control www.adico.co info@adico.co Table Of Contents 1. Introduction... 2 2. Standards... 3 3. HIPPS vs Emergency Shut Down... 4 4. Safety Requirement Specification... 4 5. Device Integrity
Every things under control www.adico.co info@adico.co Table Of Contents 1. Introduction... 2 2. Standards... 3 3. HIPPS vs Emergency Shut Down... 4 4. Safety Requirement Specification... 4 5. Device Integrity
Safety Analysis: Event Classification
 IAEA Training Course on Safety Assessment of NPPs to Assist Decision Making Safety Analysis: Event Classification Lecturer Lesson IV 1_2 Workshop Information IAEA Workshop City, Country XX - XX Month,
IAEA Training Course on Safety Assessment of NPPs to Assist Decision Making Safety Analysis: Event Classification Lecturer Lesson IV 1_2 Workshop Information IAEA Workshop City, Country XX - XX Month,
Pneumatic QEV. SIL Safety Manual SIL SM Compiled By : G. Elliott, Date: 8/19/2015. Innovative and Reliable Valve & Pump Solutions
 SIL SM.0010 1 Pneumatic QEV Compiled By : G. Elliott, Date: 8/19/2015 Contents Terminology Definitions......3 Acronyms & Abbreviations..4 1. Introduction 5 1.1 Scope 5 1.2 Relevant Standards 5 1.3 Other
SIL SM.0010 1 Pneumatic QEV Compiled By : G. Elliott, Date: 8/19/2015 Contents Terminology Definitions......3 Acronyms & Abbreviations..4 1. Introduction 5 1.1 Scope 5 1.2 Relevant Standards 5 1.3 Other
Quality Management Determined from Risk Assessment
 Quality Management Determined from Risk Assessment Bruce Thomadsen University of Wisconsin and The Center for the Assessment of Radiological Sciences Disclosure I am the President of the Center for the
Quality Management Determined from Risk Assessment Bruce Thomadsen University of Wisconsin and The Center for the Assessment of Radiological Sciences Disclosure I am the President of the Center for the
a. identify hazardous conditions and potential accidents; b. provide information with which effective control measures can be established;
 APPENDIX 2 TO ANNEX E TO SECTION 13 JOB HAZARD ANALYSIS PROCESS 1. The JHA process is an excellent starting point to evaluate the actual way a job is performed. This process may identify specific improvements
APPENDIX 2 TO ANNEX E TO SECTION 13 JOB HAZARD ANALYSIS PROCESS 1. The JHA process is an excellent starting point to evaluate the actual way a job is performed. This process may identify specific improvements
FP15 Interface Valve. SIL Safety Manual. SIL SM.018 Rev 1. Compiled By : G. Elliott, Date: 30/10/2017. Innovative and Reliable Valve & Pump Solutions
 SIL SM.018 Rev 1 FP15 Interface Valve Compiled By : G. Elliott, Date: 30/10/2017 FP15/L1 FP15/H1 Contents Terminology Definitions......3 Acronyms & Abbreviations...4 1. Introduction...5 1.1 Scope.. 5 1.2
SIL SM.018 Rev 1 FP15 Interface Valve Compiled By : G. Elliott, Date: 30/10/2017 FP15/L1 FP15/H1 Contents Terminology Definitions......3 Acronyms & Abbreviations...4 1. Introduction...5 1.1 Scope.. 5 1.2
Hydraulic (Subsea) Shuttle Valves
 Shuttle Valves") SIL SM.009 0 Hydraulic (Subsea) Shuttle Valves Compiled By : G. Elliott, Date: 11/3/2014 Contents Terminology Definitions......3 Acronyms & Abbreviations..4 1. Introduction 5 1.1 Scope 5 1.2 Relevant Standards
SIL SM.009 0 Hydraulic (Subsea) Shuttle Valves Compiled By : G. Elliott, Date: 11/3/2014 Contents Terminology Definitions......3 Acronyms & Abbreviations..4 1. Introduction 5 1.1 Scope 5 1.2 Relevant Standards
Safety Engineering - Hazard Identification Techniques - M. Jahoda
 Safety Engineering - Hazard Identification Techniques - M. Jahoda Hazard identification The risk management of a plant 2 Identification of the hazards involved in the operation of the plant, due to the
Safety Engineering - Hazard Identification Techniques - M. Jahoda Hazard identification The risk management of a plant 2 Identification of the hazards involved in the operation of the plant, due to the
Solenoid Valves For Gas Service FP02G & FP05G
 SIL Safety Manual SM.0002 Rev 02 Solenoid Valves For Gas Service FP02G & FP05G Compiled By : G. Elliott, Date: 31/10/2017 Reviewed By : Peter Kyrycz Date: 31/10/2017 Contents Terminology Definitions......3
SIL Safety Manual SM.0002 Rev 02 Solenoid Valves For Gas Service FP02G & FP05G Compiled By : G. Elliott, Date: 31/10/2017 Reviewed By : Peter Kyrycz Date: 31/10/2017 Contents Terminology Definitions......3
Failure Modes and Risk Assessment of Rotary Compressor Under Extraordinary Operating Conditions
 Purdue University Purdue e-pubs International Compressor Engineering Conference School of Mechanical Engineering 2000 Failure Modes and Risk Assessment of Rotary Compressor Under Extraordinary Operating
Purdue University Purdue e-pubs International Compressor Engineering Conference School of Mechanical Engineering 2000 Failure Modes and Risk Assessment of Rotary Compressor Under Extraordinary Operating
Purpose. Scope. Process flow OPERATING PROCEDURE 07: HAZARD LOG MANAGEMENT
 SYDNEY TRAINS SAFETY MANAGEMENT SYSTEM OPERATING PROCEDURE 07: HAZARD LOG MANAGEMENT Purpose Scope Process flow This operating procedure supports SMS-07-SP-3067 Manage Safety Change and establishes the
SYDNEY TRAINS SAFETY MANAGEMENT SYSTEM OPERATING PROCEDURE 07: HAZARD LOG MANAGEMENT Purpose Scope Process flow This operating procedure supports SMS-07-SP-3067 Manage Safety Change and establishes the
Are Detonator Qualification and Lot Acceptance Test Requirements Rational?
 Are Detonator Qualification and Lot Acceptance Test Requirements Rational? Barry T. Neyer Director of Research and Development PerkinElmer Optoelectronics NDIA Fuze Conference April 29 - May 1, 2002 Are
Are Detonator Qualification and Lot Acceptance Test Requirements Rational? Barry T. Neyer Director of Research and Development PerkinElmer Optoelectronics NDIA Fuze Conference April 29 - May 1, 2002 Are
Best Practice RBI Technology Process by SVT-PP SIMTECH
 Best Practice RBI Technology Process by SVT-PP SIMTECH We define the best practice in RBI as a proactive technology process which is used to formally and reliably optimise the inspection efforts for each
Best Practice RBI Technology Process by SVT-PP SIMTECH We define the best practice in RBI as a proactive technology process which is used to formally and reliably optimise the inspection efforts for each
Section 1: Multiple Choice Explained EXAMPLE
 CFSP Process Applications Section 1: Multiple Choice Explained EXAMPLE Candidate Exam Number (No Name): Please write down your name in the above provided space. Only one answer is correct. Please circle
CFSP Process Applications Section 1: Multiple Choice Explained EXAMPLE Candidate Exam Number (No Name): Please write down your name in the above provided space. Only one answer is correct. Please circle
4. Hazard Analysis. Limitations of Formal Methods. Need for Hazard Analysis. Limitations of Formal Methods
 4. Hazard Analysis We have seen limitations of formal verification of computer systems. Formal methods don t take into consideration hardware aspects. E.g. that the wires in a railway signalling system
4. Hazard Analysis We have seen limitations of formal verification of computer systems. Formal methods don t take into consideration hardware aspects. E.g. that the wires in a railway signalling system
18-642: Safety Plan 11/1/ Philip Koopman
 18-642: Safety Plan 11/1/2017 Safety Plan: The Big Picture for Safety Anti-Patterns for Safety Plans: It s just a pile of unrelated documents It doesn t address software integrity You don t link to a relevant
18-642: Safety Plan 11/1/2017 Safety Plan: The Big Picture for Safety Anti-Patterns for Safety Plans: It s just a pile of unrelated documents It doesn t address software integrity You don t link to a relevant
D-Case Modeling Guide for Target System
 D-Case Modeling Guide for Target System 1/32 Table of Contents 1 Scope...4 2 Overview of D-Case and SysML Modeling Guide...4 2.1 Background and Purpose...4 2.2 Target System of Modeling Guide...5 2.3 Constitution
D-Case Modeling Guide for Target System 1/32 Table of Contents 1 Scope...4 2 Overview of D-Case and SysML Modeling Guide...4 2.1 Background and Purpose...4 2.2 Target System of Modeling Guide...5 2.3 Constitution
USING HAZOP TO IDENTIFY AND MINIMISE HUMAN ERRORS IN OPERATING PROCESS PLANT
 USING HAZOP TO IDENTIFY AND MINIMISE HUMAN ERRORS IN OPERATING PROCESS PLANT Chris Lyth, Tracerco, Billingham, Cleveland, UK Ian Bradby, ABB Engineering Services, Billingham Cleveland, UK This joint paper
USING HAZOP TO IDENTIFY AND MINIMISE HUMAN ERRORS IN OPERATING PROCESS PLANT Chris Lyth, Tracerco, Billingham, Cleveland, UK Ian Bradby, ABB Engineering Services, Billingham Cleveland, UK This joint paper
DeZURIK Double Block & Bleed (DBB) Knife Gate Valve Safety Manual
 Knife Gate Valve Safety Manual") Double Block & Bleed (DBB) Knife Gate Valve Safety Manual Manual D11044 September, 2015 Table of Contents 1 Introduction... 3 1.1 Terms... 3 1.2 Abbreviations... 4 1.3 Product Support... 4 1.4 Related
Double Block & Bleed (DBB) Knife Gate Valve Safety Manual Manual D11044 September, 2015 Table of Contents 1 Introduction... 3 1.1 Terms... 3 1.2 Abbreviations... 4 1.3 Product Support... 4 1.4 Related
THE CANDU 9 DISTRffiUTED CONTROL SYSTEM DESIGN PROCESS
 THE CANDU 9 DISTRffiUTED CONTROL SYSTEM DESIGN PROCESS J.E. HARBER, M.K. KATTAN Atomic Energy of Canada Limited 2251 Speakman Drive, Mississauga, Ont., L5K 1B2 CA9900006 and M.J. MACBETH Institute for
THE CANDU 9 DISTRffiUTED CONTROL SYSTEM DESIGN PROCESS J.E. HARBER, M.K. KATTAN Atomic Energy of Canada Limited 2251 Speakman Drive, Mississauga, Ont., L5K 1B2 CA9900006 and M.J. MACBETH Institute for
A systematic hazard analysis and management process for the concept design phase of an autonomous vessel.
 A systematic hazard analysis and management process for the concept design phase of an autonomous vessel. Osiris A. Valdez Banda ᵃᵇ, Sirpa Kannos, Floris Goerlandt ᵃ, Piet er van Gelder ᵇ, Mart in Bergst
A systematic hazard analysis and management process for the concept design phase of an autonomous vessel. Osiris A. Valdez Banda ᵃᵇ, Sirpa Kannos, Floris Goerlandt ᵃ, Piet er van Gelder ᵇ, Mart in Bergst
RISK ASSESSMENT HAZARD IDENTIFICATION AND RISK ASSESSMENT METHODOLOGY
 RISK ASSESSMENT HAZARD IDENTIFICATION AND RISK ASSESSMENT METHODOLOGY A) RISK Risk concerns the deviation of one or more results of one or more future events from their expected value. Risk related to
RISK ASSESSMENT HAZARD IDENTIFICATION AND RISK ASSESSMENT METHODOLOGY A) RISK Risk concerns the deviation of one or more results of one or more future events from their expected value. Risk related to
Failure Modes, Effects and Diagnostic Analysis
 Failure Modes, Effects and Diagnostic Analysis Project: Isolating repeater 9164 Customer: R. STAHL Schaltgeräte GmbH Waldenburg Germany Contract No.: STAHL 16/08-032 Report No.: STAHL 16/08-032 R032 Version
Failure Modes, Effects and Diagnostic Analysis Project: Isolating repeater 9164 Customer: R. STAHL Schaltgeräte GmbH Waldenburg Germany Contract No.: STAHL 16/08-032 Report No.: STAHL 16/08-032 R032 Version
Lifesaving Society National Lifeguard Instructor Candidate Self-Assessment
 Lifesaving Society National Lifeguard Instructor Candidate Self-Assessment This self-assessment presents the learning outcomes that instructor candidates must achieve in order to pass the Lifesaving Society
Lifesaving Society National Lifeguard Instructor Candidate Self-Assessment This self-assessment presents the learning outcomes that instructor candidates must achieve in order to pass the Lifesaving Society
CASE STUDY ON RISK ASSESSMENTS FOR CROSS CONTAMINATION. Stephanie Wilkins, PE EMA Workshop June 2017
 CASE STUDY ON RISK ASSESSMENTS FOR CROSS CONTAMINATION Stephanie Wilkins, PE EMA Workshop 20-21 June 2017 Objectives How the process is embedded into the QMS Case study to show: Use of data to assess occurrence
CASE STUDY ON RISK ASSESSMENTS FOR CROSS CONTAMINATION Stephanie Wilkins, PE EMA Workshop 20-21 June 2017 Objectives How the process is embedded into the QMS Case study to show: Use of data to assess occurrence
TECOTHERM NEO. Instructions for Use. MEDICAL EQUIPMENT for HYPOTHERMIA of NEONATES and INFANTS. Addendum 1 to
 TEC COM GmbH TECOTHERM NEO MEDICAL EQUIPMENT for HYPOTHERMIA of NEONATES and INFANTS Addendum 1 to Instructions for Use Applicable for software version 038/02.13 and higher, revision August 2011 Addendum
TEC COM GmbH TECOTHERM NEO MEDICAL EQUIPMENT for HYPOTHERMIA of NEONATES and INFANTS Addendum 1 to Instructions for Use Applicable for software version 038/02.13 and higher, revision August 2011 Addendum
I N N O V A T I O N C O N T I N U E S... International Patent Filed in 45 Leading Countries
 I N N O V A T I O N C O N T I N U E S... Quick Check International Patent Filed in 45 Leading Countries World's First Single Piece Multi-Function Check Standard for Calibration or Verification of Various
I N N O V A T I O N C O N T I N U E S... Quick Check International Patent Filed in 45 Leading Countries World's First Single Piece Multi-Function Check Standard for Calibration or Verification of Various
Level 3 Diploma in Moving Loads in Construction. Qualification Specification
 Qualification Specification ProQual 2017 Contents Page Introduction 3 Qualification profile 3 Qualification structure 4 Centre requirements 4 Support for candidates 5 Assessment 5 Internal quality assurance
Qualification Specification ProQual 2017 Contents Page Introduction 3 Qualification profile 3 Qualification structure 4 Centre requirements 4 Support for candidates 5 Assessment 5 Internal quality assurance
Bespoke Hydraulic Manifold Assembly
 SIL SM.0003 1 Bespoke Hydraulic Manifold Assembly Compiled By : G. Elliott, Date: 12/17/2015 Contents Terminology Definitions......3 Acronyms & Abbreviations..4 1. Introduction 5 1.1 Scope 5 1.2 Relevant
SIL SM.0003 1 Bespoke Hydraulic Manifold Assembly Compiled By : G. Elliott, Date: 12/17/2015 Contents Terminology Definitions......3 Acronyms & Abbreviations..4 1. Introduction 5 1.1 Scope 5 1.2 Relevant
Codex Seven HACCP Principles. (Hazard Identification, Risk Assessment & Management)
") Codex Seven HACCP Principles (Hazard Identification, Risk Assessment & Management) Logic sequence for application of HACCP Assemble the HACCP team Describe product Identify intended use Construct a flow
Codex Seven HACCP Principles (Hazard Identification, Risk Assessment & Management) Logic sequence for application of HACCP Assemble the HACCP team Describe product Identify intended use Construct a flow
Risk Management Series Article 8: Risk Control
 Risk Management Series Foreword MEDIcept presents this ongoing series of articles focused on the implementation and practical conduct of risk management in the medical device industry to provide practitioners
Risk Management Series Foreword MEDIcept presents this ongoing series of articles focused on the implementation and practical conduct of risk management in the medical device industry to provide practitioners
PI MODERN RELIABILITY TECHNIQUES OBJECTIVES. 5.1 Describe each of the following reliability assessment techniques by:
 PI 21. 05 PI 21. 05 MODERN RELIABILITY TECHNIQUES OBJECTIVES 5.1 Describe each of the following reliability assessment techniques by: ~) Stating its purpose. i1) Giving an e ample of where it is used.
PI 21. 05 PI 21. 05 MODERN RELIABILITY TECHNIQUES OBJECTIVES 5.1 Describe each of the following reliability assessment techniques by: ~) Stating its purpose. i1) Giving an e ample of where it is used.
COMPLETION OF PROCEDURE ASSESSMENT FORM (COSHH RELATED) GUIDANCE NOTES (Version 3)
 GUIDANCE NOTES (Version 3)") COMPLETION OF PROCEDURE ASSESSMENT FORM (COSHH RELATED) GUIDANCE NOTES (Version 3) The following guidance notes accompany the College Procedure Assessment form (COSHH-related). Please complete all applicable
COMPLETION OF PROCEDURE ASSESSMENT FORM (COSHH RELATED) GUIDANCE NOTES (Version 3) The following guidance notes accompany the College Procedure Assessment form (COSHH-related). Please complete all applicable
Eutectic Plug Valve. SIL Safety Manual. SIL SM.015 Rev 0. Compiled By : G. Elliott, Date: 19/10/2016. Innovative and Reliable Valve & Pump Solutions
 SIL SM.015 Rev 0 Eutectic Plug Valve Compiled By : G. Elliott, Date: 19/10/2016 Contents Terminology Definitions......3 Acronyms & Abbreviations...4 1. Introduction..5 1.1 Scope 5 1.2 Relevant Standards
SIL SM.015 Rev 0 Eutectic Plug Valve Compiled By : G. Elliott, Date: 19/10/2016 Contents Terminology Definitions......3 Acronyms & Abbreviations...4 1. Introduction..5 1.1 Scope 5 1.2 Relevant Standards
PLANT RISK ASSESSMENT REPORT
 PLANT RISK ASSESSMENT REPORT SECTION 1: PLANT IDENTIFICATION Report Number: 407/752 Assessment Date: 5 th May 2015 Company: Wacker Neuson Plant Type: Telescopic Light Balloon Make: Wacker Neuson Model:
PLANT RISK ASSESSMENT REPORT SECTION 1: PLANT IDENTIFICATION Report Number: 407/752 Assessment Date: 5 th May 2015 Company: Wacker Neuson Plant Type: Telescopic Light Balloon Make: Wacker Neuson Model:
HAZARD ANALYSIS PROCESS FOR AUTONOMOUS VESSELS. AUTHORS: Osiris A. Valdez Banda Aalto University, Department of Applied Mechanics (Marine Technology)
") HAZARD ANALYSIS PROCESS FOR AUTONOMOUS VESSELS AUTHORS: Osiris A. Valdez Banda Aalto University, Department of Applied Mechanics (Marine Technology) Sirpa Kannos NOVIA University of Applied Science Table
HAZARD ANALYSIS PROCESS FOR AUTONOMOUS VESSELS AUTHORS: Osiris A. Valdez Banda Aalto University, Department of Applied Mechanics (Marine Technology) Sirpa Kannos NOVIA University of Applied Science Table
Safety Analysis Methodology in Marine Salvage System Design
 3rd International Conference on Mechatronics, Robotics and Automation (ICMRA 2015) Safety Analysis Methodology in Marine Salvage System Design Yan Hong Liu 1,a, Li Yuan Chen 1,b, Xing Ling Huang 1,c and
3rd International Conference on Mechatronics, Robotics and Automation (ICMRA 2015) Safety Analysis Methodology in Marine Salvage System Design Yan Hong Liu 1,a, Li Yuan Chen 1,b, Xing Ling Huang 1,c and
Section 1: Multiple Choice
 CFSP Process Applications Section 1: Multiple Choice EXAMPLE Candidate Exam Number (No Name): Please write down your name in the above provided space. Only one answer is correct. Please circle only the
CFSP Process Applications Section 1: Multiple Choice EXAMPLE Candidate Exam Number (No Name): Please write down your name in the above provided space. Only one answer is correct. Please circle only the
Proposed Abstract for the 2011 Texas A&M Instrumentation Symposium for the Process Industries
 Proposed Abstract for the 2011 Texas A&M Instrumentation Symposium for the Process Industries Focus Area: Automation HMI Title: Author: Shared Field Instruments in SIS: Incidents Caused by Poor Design
Proposed Abstract for the 2011 Texas A&M Instrumentation Symposium for the Process Industries Focus Area: Automation HMI Title: Author: Shared Field Instruments in SIS: Incidents Caused by Poor Design
Assessing Compliance with United States Government Orbital Debris Mitigation Guidelines
 Assessing Compliance with United States Government Orbital Debris Mitigation Guidelines R. L. Kelley 1, D. R. Jarkey 2 1. Jacobs, NASA Johnson Space Center, Houston, TX 77058, USA 2. HX5 - Jacobs JETS
Assessing Compliance with United States Government Orbital Debris Mitigation Guidelines R. L. Kelley 1, D. R. Jarkey 2 1. Jacobs, NASA Johnson Space Center, Houston, TX 77058, USA 2. HX5 - Jacobs JETS
Introduction. Seafood HACCP Alliance Training Course 8-1
 Seafood HACCP Alliance Training Course 8-1 Introduction Welcome to Module 8. In this Module we'll learn about the 4th Principle of HACCP Monitoring. In the last module we learned how to set critical limits
Seafood HACCP Alliance Training Course 8-1 Introduction Welcome to Module 8. In this Module we'll learn about the 4th Principle of HACCP Monitoring. In the last module we learned how to set critical limits
CHEMICAL ENGINEEERING AND CHEMICAL PROCESS TECHNOLOGY Vol. IV - Process Safety - R L Skelton
 PROCESS SAFETY R L Skelton University of Cambridge UK Keywords: Process safety, hazard terminology, safety assurance techniques, safety in design, HAZOP, quantitative risk assessment, safety in operation,
PROCESS SAFETY R L Skelton University of Cambridge UK Keywords: Process safety, hazard terminology, safety assurance techniques, safety in design, HAZOP, quantitative risk assessment, safety in operation,
(C) Anton Setzer 2003 (except for pictures) A2. Hazard Analysis
 Anton Setzer 2003 (except for pictures) A2. Hazard Analysis") A2. Hazard Analysis In the following: Presentation of analytical techniques for identifyin hazards. Non-formal, but systematic methods. Tool support for all those techniques exist. Techniques developed
A2. Hazard Analysis In the following: Presentation of analytical techniques for identifyin hazards. Non-formal, but systematic methods. Tool support for all those techniques exist. Techniques developed
Solenoid Valves used in Safety Instrumented Systems
 I&M V9629R1 Solenoid Valves used in Safety Instrumented Systems Operating Manual in accordance with IEC 61508 ASCO Valves Page 1 of 7 Table of Contents 1 Introduction...3 1.1 Terms and Abbreviations...3
I&M V9629R1 Solenoid Valves used in Safety Instrumented Systems Operating Manual in accordance with IEC 61508 ASCO Valves Page 1 of 7 Table of Contents 1 Introduction...3 1.1 Terms and Abbreviations...3
Hazard Identification
 Hazard Identification Most important stage of Risk Assessment Process 35+ Techniques Quantitative / Qualitative Failure Modes and Effects Analysis FMEA Energy Analysis Hazard and Operability Studies HAZOP
Hazard Identification Most important stage of Risk Assessment Process 35+ Techniques Quantitative / Qualitative Failure Modes and Effects Analysis FMEA Energy Analysis Hazard and Operability Studies HAZOP
FLIGHT TEST RISK ASSESSMENT THREE FLAGS METHOD
 FLIGHT TEST RISK ASSESSMENT THREE FLAGS METHOD Author: Maximilian Kleinubing BS. Field: Aeronautical Engineering, Flight Test Operations Keywords: Flight Test, Safety Assessment, Flight Test Safety Assessment
FLIGHT TEST RISK ASSESSMENT THREE FLAGS METHOD Author: Maximilian Kleinubing BS. Field: Aeronautical Engineering, Flight Test Operations Keywords: Flight Test, Safety Assessment, Flight Test Safety Assessment
Failure Mode and Effect Analysis (FMEA) for a DMLC Tracking System
 for a DMLC Tracking System") Failure Mode and Effect Analysis (FMEA) for a DMLC Tracking System Amit Sawant 1, Sonja Dieterich 1, Michelle Svatos 2 and Paul Keall 1 1 Stanford University, Stanford, CA 2 Varian Medical Systems, Palo
Failure Mode and Effect Analysis (FMEA) for a DMLC Tracking System Amit Sawant 1, Sonja Dieterich 1, Michelle Svatos 2 and Paul Keall 1 1 Stanford University, Stanford, CA 2 Varian Medical Systems, Palo
C. Mokkapati 1 A PRACTICAL RISK AND SAFETY ASSESSMENT METHODOLOGY FOR SAFETY- CRITICAL SYSTEMS
 C. Mokkapati 1 A PRACTICAL RISK AND SAFETY ASSESSMENT METHODOLOGY FOR SAFETY- CRITICAL SYSTEMS Chinnarao Mokkapati Ansaldo Signal Union Switch & Signal Inc. 1000 Technology Drive Pittsburgh, PA 15219 Abstract
C. Mokkapati 1 A PRACTICAL RISK AND SAFETY ASSESSMENT METHODOLOGY FOR SAFETY- CRITICAL SYSTEMS Chinnarao Mokkapati Ansaldo Signal Union Switch & Signal Inc. 1000 Technology Drive Pittsburgh, PA 15219 Abstract
RISK MANAGEMENT B020083XQ STUDENT HANDOUT
 UNITED STATES MARINE CORPS THE BASIC SCHOOL MARINE CORPS TRAINING COMMAND CAMP BARRETT, VIRGINIA 22134-5019 RISK MANAGEMENT B020083XQ STUDENT HANDOUT Basic Officer Course (RM) Introduction This purpose
UNITED STATES MARINE CORPS THE BASIC SCHOOL MARINE CORPS TRAINING COMMAND CAMP BARRETT, VIRGINIA 22134-5019 RISK MANAGEMENT B020083XQ STUDENT HANDOUT Basic Officer Course (RM) Introduction This purpose
The Criticality of Cooling
 Reliability Solutions White Paper January 2016 The Criticality of Cooling Utilities, power plants, and manufacturing facilities all make use of cooling towers for critical heat transfer needs. By cycling
Reliability Solutions White Paper January 2016 The Criticality of Cooling Utilities, power plants, and manufacturing facilities all make use of cooling towers for critical heat transfer needs. By cycling
Reliability Risk Management. August 2012 g Earl Shockley, Senior Director of Reliability Risk Management
 Reliability Risk Management Concept Models August 2012 g Earl Shockley, Senior Director of Reliability Risk Management Latent organizational weaknesses and conditions Deficiencies in Programmatic barriers
Reliability Risk Management Concept Models August 2012 g Earl Shockley, Senior Director of Reliability Risk Management Latent organizational weaknesses and conditions Deficiencies in Programmatic barriers
Gravity Probe-B System Reliability Plan
 Gravity Probe-B System Reliability Plan Document #P0146 Samuel P. Pullen N. Jeremy Kasdin Gaylord Green Ben Taller Hansen Experimental Physics Labs: Gravity Probe-B Stanford University January 23, 1998
Gravity Probe-B System Reliability Plan Document #P0146 Samuel P. Pullen N. Jeremy Kasdin Gaylord Green Ben Taller Hansen Experimental Physics Labs: Gravity Probe-B Stanford University January 23, 1998
Hazard Operability Analysis
 Hazard Operability Analysis Politecnico di Milano Dipartimento di Energia HAZOP Qualitative Deductive (search for causes) Inductive (consequence analysis) AIM: Identification of possible process anomalies
Hazard Operability Analysis Politecnico di Milano Dipartimento di Energia HAZOP Qualitative Deductive (search for causes) Inductive (consequence analysis) AIM: Identification of possible process anomalies
SECTION 2 HAZARD ASSESMENT
 SECTION 2 HAZARD ASSESMENT CONTENTS Hazard Assessment Policy 2 Hazard Assessment Defined 3 Project Pre-Job Hazard Assessment Form 6 Start card front and back 8 Hazard Assessment Checklist 10 Section 2
SECTION 2 HAZARD ASSESMENT CONTENTS Hazard Assessment Policy 2 Hazard Assessment Defined 3 Project Pre-Job Hazard Assessment Form 6 Start card front and back 8 Hazard Assessment Checklist 10 Section 2
Risk Management Qualitatively on Railway Signal System
 , pp. 113-117 The Korean Society for Railway Ya-dong Zhang* and Jin Guo** Abstract Risk management is an important part of system assurance and it is widely used in safety-related system. Railway signal
, pp. 113-117 The Korean Society for Railway Ya-dong Zhang* and Jin Guo** Abstract Risk management is an important part of system assurance and it is widely used in safety-related system. Railway signal
Failure Modes, Effects and Diagnostic Analysis. Rosemount Inc. Chanhassen, MN USA
 Failure Modes, Effects and Diagnostic Analysis Project: 3095MV Mass Flow Transmitter Customer: Rosemount Inc. Chanhassen, MN USA Contract No.: Q04/04-09 Report No.: Ros 04/04-09 R001 Version V1, Revision
Failure Modes, Effects and Diagnostic Analysis Project: 3095MV Mass Flow Transmitter Customer: Rosemount Inc. Chanhassen, MN USA Contract No.: Q04/04-09 Report No.: Ros 04/04-09 R001 Version V1, Revision
Technical Standards and Legislation: Risk Based Inspection. Presenter: Pierre Swart
 Technical Standards and Legislation: Risk Based Inspection Presenter: Pierre Swart Agenda Change in Legislation. Where RBI fits in. Application to implement RBI. RBI concepts. Elements of an RBI analysis.
Technical Standards and Legislation: Risk Based Inspection Presenter: Pierre Swart Agenda Change in Legislation. Where RBI fits in. Application to implement RBI. RBI concepts. Elements of an RBI analysis.
Hazard Identification
 Topic 4 Hazard Identification LEARNING OUTCOMES By the end of this topic, you should be able to: 1. Define hazard; 2. Describe the eight categories of workplace accidents; 3. Briefly explain the Hazard
Topic 4 Hazard Identification LEARNING OUTCOMES By the end of this topic, you should be able to: 1. Define hazard; 2. Describe the eight categories of workplace accidents; 3. Briefly explain the Hazard