Avoiding Short Term Overheat Failures of Recovery Boiler Superheater Tubes
|
|
|
- Marion Terry
- 5 years ago
- Views:
Transcription
1 Avoiding Short Term Overheat Failures of Recovery Boiler Superheater Tubes Dr. Andrew K. Jones International Paper Tim Carlier Integrated Test and Measurement 2017 International Chemical Recovery Conference
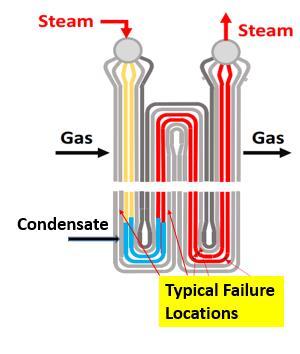
2 Background 2 During the normal startup of a recovery boiler a start-up curve is followed. Established by the OEM of the recovery boiler. Following this start-up curve DOES NOT ensure that superheater tubes will be cleared of condensate. Failure to clear condensate prior to exposing tubes to high furnace temperatures (>500C) risks short term overheat failure.
3 3
4 4
5 Background 5 Operators of recovery boilers use a variety of means to determine if the superheater tubes have cleared. Most commonly they use the terminal thermocouples on critical superheater loops to estimate the temperature of the tubes in the furnace cavity, a lower load is held until all tubes reach this threshold. Once a threshold temperature is reached then the load is increased to full normal operation. This process has two drawbacks: Simply applying a threshold temperature does not ensure tube are cleared and free of condensate; There are a large number of terminal thermocouple to monitor, on a large recovery boiler upwards of 250 thermocouples and mistakes can be made.
6 Background 6 In order to remove the condensate from the tubes the boiler can be burped by manipulating the superheater relief valve. On some recovery boilers, especially older boilers with very low pressure drop over the superheater, this clearing of tubes can take many hours. Recovery boilers are often on the critical path for outages so typically there is significant pressure to minimize this time to remove the condensate and this can lead to risk taking. When a recovery boiler is fouled using a simple temperature target is complicated by the slag layer that reduces heat transfer, in addition condensate removal can be more difficult.
7 Background 7 The consequence of not ensuring condensate removal is complete before proceeding to normal firing rates can be very significant including: Attachment damage Tube bowing Tube swelling Tube failure via short term overheat This can cause damage to the overheated tube but also to surrounding tubes as the failed tube can whip and damage other superheater, and water wall and screen tubes.

8 Example of short term overheat the metal temperature rises so that the hoop stress from the internal steam pressure equals the tensile strength of the tube metal operating at an elevated temperatures for example with SA192 tubes this would occur roughly at a skin temperature of 700 o C at typical boiler pressures 8
9 Description of Superheater Startup Management System 9 This will cover: Goals of System Benefits of System Overall Description of System Details of the Software
10 Goals of System 10 We identified four issues with current methodologies: It is often not clear that a tube has cleared by applying simple criteria like a threshold temperature. Tracking that each tube has cleared and keeping a record of this with a large number of thermocouples can be a complex and data intensive process prone to errors. It can be unclear what the roles and responsibilities of the operators, shift managers, and area mangers are in this process. Looking at historic data can be very difficult with many mill information systems, so looking back at a particular start-up to determine root causes of failures can be cumbersome.
11 Benefits of System 11 If we were able to design and implement a system that addressed the known issues, then we identified the following benefits: 1. Avoidance of risky start-up practices where tubes are subjected to high heat flux without proper cooling resulting in short term overheat damage. 2. A training tool for operators to better understand how to monitor the recovery boiler during start-ups. 3. An easily accessible historic record of how a start-up was done and how the various steps in the process were checked off. This is comparable to a BMS system for starting an auxiliary fuel burner.
12 Overall Description of the System 12 We call the system SHOP for SuperHeater Overheat Protection The underlying methodology that is used and discussed in a few minutes is covered by U.S. Patent US B2 The system consists of three components: The superheater terminal thermocouples in the preferred practice this also includes a PLC dedicated to collecting the data from the thermocouples, most OEMS have recommendations on the tubes that should be instrumented, most critical are the outside loops and the superheaters closest to the furnace cavity. Furnace outlet temperature monitoring the preferred approach is to use an optical pyrometer designed specifically for this duty. The software which will be discussed in more details.
13 Details of Software 13 The application can be implemented on a Windows based PC or Server with minimum requirements of (Core i7 (or equivalent) or later (64-bit); RAM: 8 GB; Screen Resolution: 1024 x 768 pixels; Drive: 500GB). The PC must be linked to the device collecting the thermocouple data and the optical pyrometer, additional data such as steam flow rate, pressure and temperature, and liquor firing rates also need to be provided using the OPC standard.
14 Detecting Tube-Clearing Events (TCE) 14 A fundamental feature is the logic necessary to detect a TCE. This is a more definitive way to verify that the condensate has been removed from a tube then by using a simple threshold temperature. A TCE has a very specific fingerprint. The temperature rapidly increases, typically o C over a few minutes Followed by drop in temperature of o C This will now be shown graphically and via a short video The temperature rise is much more rapid than seen during a load increase, the maximum temperature during the TCE is also higher than the current drum temperature.
15 TCE on two different superheater loops. Both identified with software. 15
16 16
17 Operating States 17 It is important to track the current operating state of the recovery boiler in order to determine when to activate the monitoring system. Any time there is a stoppage in the total fuel firing on the boiler ( Boiler Trip ) the system must be activated as there is a risk of condensate being present in the lower tube bends. The system is only active in the startup state.
18 State Change 1 would capture when the boiler is restarted after any downtime where condensate could accumulate in superheated tubes. State Change 2 is determined once all instrumented loops have shown a TCE or this indication has been overridden by authorized personnel (e.g. bad thermocouple). Firing rates would then increase allowing the IR probe at the furnace outlet to rise above a predetermined limit (e.g. 500 o C). State Change 3 STARTUP to DOWN would cover the cases where normal startup is aborted prior to reaching all permissives to move to the production state, an example here would be a main fuel trip during startup. State Change 4 would be a boiler trip when operating normally. It is possible that some very short trips and restarts would not require that the boiler go to the DOWN state 3 SHOP Operating STATES DOWN 1 STARTUP 2 PRODUCTION 18 4
19 Verification Features 19 The TCE feature of the software is key to identifying when condensate is removed from the tubes. The most complete verification method would then have operator use software to verify that all instrumented tubes have seen a TCE. A Supervisor would then double-check and if satisfied release to PRODUCTION state. In practice not all loops may see a TCE due to lack of condensate in loop or a bad thermocouple. A loop can then be overridden. An alternative approach is to just examine the loops where a TCE has not been seen by the system and rely on the system to auto-acknowledge, this would require gaining confidence in the system. Supervisor verification can also be skipped if confidence is gained. All of these options are configurable. Progress can be tracked on a dashboard

20 List of Tube Clearing Events Identified in the Startup Report 20

21 SHOP Client: Dashboard 21 Summary Real-time trend: User selectable Event timeline View Active Startup TCE s View past startups
22 Historian Features 22 Previous startups can be viewed with the historian. Operators can then learn what actions may assist in clearing tubes (burner operation, exercising the superheater relief vent, pressure control, etc.) as the system is used with multiple startups. Problematic loops could be identified that clear later, closer inspection of these tubes could be done as they would be potential exposed to higher temperatures. In the case where a tube has failed a record of the event would be preserved. Other boiler operating data can be added to the historian as long as a linkage to the mill information system is made.
 User Verified TCE (Red - TCE) Selected Tag")
23 Historian showing tabular and graphical data 23 Listbox of All TC Tags Auto detected TCE (black AD-4) User Verified TCE (Red - TCE) Selected Tag (s)
24 Results of First Installation 24 During the initial installation of this system we were able to observe a number of issues, namely When to activate the system We observed that it is not necessary to start the system immediately after fuel is added to the boiler, it may be best to wait until some threshold boiler drum pressure is reached prior to activating so that false TCEs are avoided due to large fluctuations in fuel input early in the startup. This was addressed in the automatic detection system that was subsequently installed at the first host site by requiring that the TCE be in a defined temperature range. How do you balance between missing clearing events and miss identifying a clearing events? We were able to refine the algorithm that identified the TCE, most likely some customization on each boiler will be necessary but this can easily be done using the existing software. This would capture correctly the vast majority of these events, but some boilers may still require an operator to review the suspected events to verify.
25 Results of First Installation 25 We observed that trips on a recovery boiler with a dirty superheater are the most difficult cases, especially difficult are trips during the restart of a dirty boiler, for example losing burners when trying to restart. We observed cases where the system should have gone into Offline mode in order to properly clear tubes, but did not. Clearly there is a need to carefully select boiler operating parameters and thresholds for these parameters so that this is handled correctly. A boiler trip tag is one means to handle this.
26 Conclusions 26 Short term overheat of superheaters on recovery boilers is an ongoing issue many cases have been seen even on very recently constructed boilers where inadequate clearing of tubes has led to failures. These failures risk equipment damage, personnel exposure and downtime on the recovery boiler. The tool presented has three components: properly instrumented superheater loops, an optical pyrometer located immediately upstream of the superheater section, and a software tool. The software tool includes features for identifying TCEs, managing the process of ensuring all tubes have cleared or have been over-ridden prior to increasing firing rates on the boiler, and an historian to view past startups in an easy to navigate manner.
27 Conclusions 27 We were able to conclude that as designed and implemented this tool will significantly reduce the risk of overheat failures, as it will prevent premature ramp up of firing rates on recovery boilers, a significant root cause of short-term overheat failure of superheater tubes. Preliminary installation of this system has shown that restarts with dirty tubes can be more difficult. Care must be used when deciding under which operating conditions the startup mode of the system is activated in order to capture all times that there is risk of condensate being in the superheater loops.
Avoiding Short Term Overheat Failures of Recovery Boiler Superheater Tubes
 Avoiding Short Term Overheat Failures of Recovery Boiler Superheater Tubes Authors Andrew Jones International Paper Loveland OH, USA Tim Carlier Integrated Test and Measurement Milford, OH, USA Abstract
Avoiding Short Term Overheat Failures of Recovery Boiler Superheater Tubes Authors Andrew Jones International Paper Loveland OH, USA Tim Carlier Integrated Test and Measurement Milford, OH, USA Abstract
RECOMMENDED GOOD PRACTICE
 RECOMMENDED GOOD PRACTICE EMERGENCY SHUTDOWN PROCEDURE (ESP) AND PROCEDURE FOR TESTING ESP SYSTEM FOR BLACK LIQUOR RECOVERY BOILERS THE BLACK LIQUOR RECOVERY BOILER ADVISORY COMMITTEE October 2009 Table
RECOMMENDED GOOD PRACTICE EMERGENCY SHUTDOWN PROCEDURE (ESP) AND PROCEDURE FOR TESTING ESP SYSTEM FOR BLACK LIQUOR RECOVERY BOILERS THE BLACK LIQUOR RECOVERY BOILER ADVISORY COMMITTEE October 2009 Table
Burner Management System DEMO Operating instructions
 Burner Management System DEMO Operating instructions Burner Management System DEMO Operating Instructions Startup Summary - Normal startup is accomplished in four basic steps: 1. Leak Test a. Safety Valve
Burner Management System DEMO Operating instructions Burner Management System DEMO Operating Instructions Startup Summary - Normal startup is accomplished in four basic steps: 1. Leak Test a. Safety Valve
Safe management of industrial steam and hot water boilers A guide for owners, managers and supervisors of boilers, boiler houses and boiler plant
 Health and Safety Executive Safe management of industrial steam and hot water boilers A guide for owners, managers and supervisors of boilers, boiler houses and boiler plant Background Accidents involving
Health and Safety Executive Safe management of industrial steam and hot water boilers A guide for owners, managers and supervisors of boilers, boiler houses and boiler plant Background Accidents involving
Fuel Gas Pressure Control Solutions for Fired Heaters and Boilers
 Fuel Gas Control Solutions for Fired Heaters and Boilers Solutions for safer and more reliable operation of fired heater fuel gas systems. Prevent process downtime by keeping your critical heaters online.
Fuel Gas Control Solutions for Fired Heaters and Boilers Solutions for safer and more reliable operation of fired heater fuel gas systems. Prevent process downtime by keeping your critical heaters online.
Inerting System Design for Medium Speed Vertical Spindle Coal Pulverizers TABLE OF CONTENTS
 Inerting System Design for Medium Speed Vertical Spindle Coal Pulverizers The PRB Coal Users Group plans to develop a Design Guide for Mill Inerting as an aid to users when designing a mill inerting system.
Inerting System Design for Medium Speed Vertical Spindle Coal Pulverizers The PRB Coal Users Group plans to develop a Design Guide for Mill Inerting as an aid to users when designing a mill inerting system.
Per Section I of the ASME
 notifies the control room or other Maintenance Safer & Easier remote locations that a probe column The system s intelligence can BOILER INSPECTION GUIDELINES FOR distinguish dirty probes from BOILER INSPECTION
notifies the control room or other Maintenance Safer & Easier remote locations that a probe column The system s intelligence can BOILER INSPECTION GUIDELINES FOR distinguish dirty probes from BOILER INSPECTION
Significant Change to Dairy Heat Treatment Equipment and Systems
 Significant to Dairy Heat Treatment September 2008 Page 1 Significant to Dairy Heat Treatment Equipment and Systems September 2008 1 Background Requirements for the assessment of dairy heat treatment equipment
Significant to Dairy Heat Treatment September 2008 Page 1 Significant to Dairy Heat Treatment Equipment and Systems September 2008 1 Background Requirements for the assessment of dairy heat treatment equipment
INSPECTION OF RECOVERY BOILERS
 INSPECTION OF RECOVERY BOILERS W. B. A. (Sandy) Sharp SharpConsultant, Columbia, Maryland, U.S.A. TAPPI Kraft Recovery Short Course St. Petersburg, Florida, January 7-10, 2008 OUTLINE Purpose of inspections
INSPECTION OF RECOVERY BOILERS W. B. A. (Sandy) Sharp SharpConsultant, Columbia, Maryland, U.S.A. TAPPI Kraft Recovery Short Course St. Petersburg, Florida, January 7-10, 2008 OUTLINE Purpose of inspections
CHEMICAL ENGINEERING LABORATORY CHEG 239W. Control of a Steam-Heated Mixing Tank with a Pneumatic Process Controller
 CHEMICAL ENGINEERING LABORATORY CHEG 239W Control of a Steam-Heated Mixing Tank with a Pneumatic Process Controller Objective The experiment involves tuning a commercial process controller for temperature
CHEMICAL ENGINEERING LABORATORY CHEG 239W Control of a Steam-Heated Mixing Tank with a Pneumatic Process Controller Objective The experiment involves tuning a commercial process controller for temperature
EVT * -Pro Electronic Valve Tester
 GE Oil & Gas Consolidated* Pressure Relief Valves EVT * -Pro Electronic Valve Tester In-Place Testing: No Problem Manages Global Safety Standards Tests All Manufacturers Pressure relief Valves Helps to
GE Oil & Gas Consolidated* Pressure Relief Valves EVT * -Pro Electronic Valve Tester In-Place Testing: No Problem Manages Global Safety Standards Tests All Manufacturers Pressure relief Valves Helps to
CTRL UL101 MORE THAN JUST A LEAK DETECTOR
 CTRL UL101 MORE THAN JUST A LEAK DETECTOR Presented by Benjamin Fried May, 2015 CTRL Systems, Inc. 1004 Littlestown Pike, Suite H Westminster, MD 21157 1.410.876.5676 phone 1.877.287.5797 toll free 1.410.848.8073
CTRL UL101 MORE THAN JUST A LEAK DETECTOR Presented by Benjamin Fried May, 2015 CTRL Systems, Inc. 1004 Littlestown Pike, Suite H Westminster, MD 21157 1.410.876.5676 phone 1.877.287.5797 toll free 1.410.848.8073
2600T Series Pressure Transmitters Plugged Impulse Line Detection Diagnostic. Pressure Measurement Engineered solutions for all applications
 Application Description AG/266PILD-EN Rev. C 2600T Series Pressure Transmitters Plugged Impulse Line Detection Diagnostic Pressure Measurement Engineered solutions for all applications Increase plant productivity
Application Description AG/266PILD-EN Rev. C 2600T Series Pressure Transmitters Plugged Impulse Line Detection Diagnostic Pressure Measurement Engineered solutions for all applications Increase plant productivity
Gas Accumulation Potential & Leak Detection when Converting to Gas
 Gas Accumulation Potential & Leak Detection when Converting to Gas Coal to Gas / PCUG Conference Chattanooga, TN October 29, 2013 Robert G. Mudry, P.E. Airflow Sciences Corporation Introduction Coal to
Gas Accumulation Potential & Leak Detection when Converting to Gas Coal to Gas / PCUG Conference Chattanooga, TN October 29, 2013 Robert G. Mudry, P.E. Airflow Sciences Corporation Introduction Coal to
Lockout/Tagout Training Overview. Safety Fest 2013
 Lockout/Tagout Training Overview Safety Fest 2013 Purpose of Lockout/Tagout The standard covers the servicing and maintenance of machine and equipment in which the unexpected energization or start up of
Lockout/Tagout Training Overview Safety Fest 2013 Purpose of Lockout/Tagout The standard covers the servicing and maintenance of machine and equipment in which the unexpected energization or start up of
IST-203 Online DCS Migration Tool. Product presentation
 IST-203 Online DCS Migration Tool Product presentation DCS Migration Defining the problem Table of contents Online DCS Migration Tool (IST-203) Technical background Advantages How to save money and reduce
IST-203 Online DCS Migration Tool Product presentation DCS Migration Defining the problem Table of contents Online DCS Migration Tool (IST-203) Technical background Advantages How to save money and reduce
Proposed Abstract for the 2011 Texas A&M Instrumentation Symposium for the Process Industries
 Proposed Abstract for the 2011 Texas A&M Instrumentation Symposium for the Process Industries Focus Area: Automation HMI Title: Author: Shared Field Instruments in SIS: Incidents Caused by Poor Design
Proposed Abstract for the 2011 Texas A&M Instrumentation Symposium for the Process Industries Focus Area: Automation HMI Title: Author: Shared Field Instruments in SIS: Incidents Caused by Poor Design
NORMAL OPERATING PROCEDURES Operating Parameter Information
 Operating Parameter Information Each operator performing the normal operating procedures (routine checks) of the facility should be familiar with the current normal operating parameters of all systems
Operating Parameter Information Each operator performing the normal operating procedures (routine checks) of the facility should be familiar with the current normal operating parameters of all systems
Performance Monitoring Examples Monitor, Analyze, Optimize
 Performance Monitoring Examples Monitor, Analyze, Optimize BETA's Performance Assessment service is a low cost remote monitoring service for reciprocating compressors, centrifugal compressors, engines,
Performance Monitoring Examples Monitor, Analyze, Optimize BETA's Performance Assessment service is a low cost remote monitoring service for reciprocating compressors, centrifugal compressors, engines,
FUEL GAS FIRING CONTROL RJ (Dick) Perry Safety Systems Consultant 6 June 2016
 Perry Safety Systems Consultant 6 June 2016") INTRODUCTION Fired equipment such as Heaters and Boilers, normally have to comply with either NFPA 85/86 or API 556 for North America and some other countries which apply such standards, or EN 746-2 for
INTRODUCTION Fired equipment such as Heaters and Boilers, normally have to comply with either NFPA 85/86 or API 556 for North America and some other countries which apply such standards, or EN 746-2 for
How does Wind affect Coal (Cycling, Emissions and Cost)
") How does Wind affect Coal (Cycling, Emissions and Cost) Outline Analysis of cycling costs Why analyze cycling damage and costs Damage mechanisms of cycling Cycling costs Reducing cycling costs Loca9ng
How does Wind affect Coal (Cycling, Emissions and Cost) Outline Analysis of cycling costs Why analyze cycling damage and costs Damage mechanisms of cycling Cycling costs Reducing cycling costs Loca9ng
Ingersoll Rand. X-Series System Automation
 Ingersoll Rand -Series System Automation Energy Savings on Demand! Ingersoll Rand As much as 20% to 60% of the energy used to operate compressed air systems is wasted. This is primarily due to operating
Ingersoll Rand -Series System Automation Energy Savings on Demand! Ingersoll Rand As much as 20% to 60% of the energy used to operate compressed air systems is wasted. This is primarily due to operating
UNIVERSITY OF WATERLOO
 UNIVERSITY OF WATERLOO Department of Chemical Engineering ChE 524 Process Control Laboratory Instruction Manual January, 2001 Revised: May, 2009 1 Experiment # 2 - Double Pipe Heat Exchanger Experimental
UNIVERSITY OF WATERLOO Department of Chemical Engineering ChE 524 Process Control Laboratory Instruction Manual January, 2001 Revised: May, 2009 1 Experiment # 2 - Double Pipe Heat Exchanger Experimental
USER S INFORMATION MANUAL
 USER S INFORMATION MANUAL UPFLOW, DOWNFLOW, UPFLOW/HORIZONTAL & HORIZONTAL ONLY INDUCED DRAFT GAS FURNACES Recognize this symbol as an indication of Important Safety Information If the information in this
USER S INFORMATION MANUAL UPFLOW, DOWNFLOW, UPFLOW/HORIZONTAL & HORIZONTAL ONLY INDUCED DRAFT GAS FURNACES Recognize this symbol as an indication of Important Safety Information If the information in this
Every things under control High-Integrity Pressure Protection System (HIPPS)
") Every things under control www.adico.co info@adico.co Table Of Contents 1. Introduction... 2 2. Standards... 3 3. HIPPS vs Emergency Shut Down... 4 4. Safety Requirement Specification... 4 5. Device Integrity
Every things under control www.adico.co info@adico.co Table Of Contents 1. Introduction... 2 2. Standards... 3 3. HIPPS vs Emergency Shut Down... 4 4. Safety Requirement Specification... 4 5. Device Integrity
RICK FAUSEL, BUSINESS DEVELOPMENT ENGINEER TURBOMACHINERY CONTROL SYSTEM DESIGN OBJECTIVES
 RICK FAUL, BUSINESS DEVELOPMENT ENGINEER TURBOMACHINERY CONTROL SYSTEM DESIGN OBJECTIVES The primary design objective for any turbomachinery control system should be to maintain or maximize machine and
RICK FAUL, BUSINESS DEVELOPMENT ENGINEER TURBOMACHINERY CONTROL SYSTEM DESIGN OBJECTIVES The primary design objective for any turbomachinery control system should be to maintain or maximize machine and
Nitrogen System Contamination
 Nitrogen System Contamination Lessons Learned Volume 05 Issue 03 2005 USW Nitrogen System Contamination Purpose To conduct a small group lessons learned activity to share information gained from incident
Nitrogen System Contamination Lessons Learned Volume 05 Issue 03 2005 USW Nitrogen System Contamination Purpose To conduct a small group lessons learned activity to share information gained from incident
A large Layer of Protection Analysis for a Gas terminal scenarios/ cause consequence pairs
 A large Layer of Protection Analysis for a Gas terminal 2000+ scenarios/ cause consequence pairs Richard Gowland European process Safety Centre The scope of the study was a large gas terminal handling
A large Layer of Protection Analysis for a Gas terminal 2000+ scenarios/ cause consequence pairs Richard Gowland European process Safety Centre The scope of the study was a large gas terminal handling
E2.14 Control of Hazardous Energy. Effective Date: 03/01/2018
 University Policy Volume E2: Environment, Health, Safety and Security E2.14 Control of Hazardous Energy Responsible Office: Facilities Management Responsible Officer: Safety Officer POLICY STATEMENT All
University Policy Volume E2: Environment, Health, Safety and Security E2.14 Control of Hazardous Energy Responsible Office: Facilities Management Responsible Officer: Safety Officer POLICY STATEMENT All
Transient Analyses In Relief Systems
 Transient Analyses In Relief Systems Dirk Deboer, Brady Haneman and Quoc-Khanh Tran Kaiser Engineers Pty Ltd ABSTRACT Analyses of pressure relief systems are concerned with transient process disturbances
Transient Analyses In Relief Systems Dirk Deboer, Brady Haneman and Quoc-Khanh Tran Kaiser Engineers Pty Ltd ABSTRACT Analyses of pressure relief systems are concerned with transient process disturbances
User manual CF8-D/W-IN
 User manual CF8-D/W-IN General The sensor CF8-D/W-IN is used to measure the carbon dioxide concentration inside incubators. All functions can be modified from a PC with the communication cable. UMA 48
User manual CF8-D/W-IN General The sensor CF8-D/W-IN is used to measure the carbon dioxide concentration inside incubators. All functions can be modified from a PC with the communication cable. UMA 48
Datasheet: K-30 ASCII Sensor
 Datasheet: K-30 ASCII Sensor The K30 ASCII sensor is a low cost, infrared and maintenance free transmitter module intended to be built into different host devices that require CO2 monitoring data. The
Datasheet: K-30 ASCII Sensor The K30 ASCII sensor is a low cost, infrared and maintenance free transmitter module intended to be built into different host devices that require CO2 monitoring data. The
Reliability Assessment of the Whistler Propane Vaporizers
 Reliability Assessment of the Whistler Propane Vaporizers Prepared for: Terasen & Fransen Engineering Prepared by: ClearSky Risk Management Inc. 815 23 rd Ave East Vancouver, BC V6B 5Z3 Phone: 604.899.1470
Reliability Assessment of the Whistler Propane Vaporizers Prepared for: Terasen & Fransen Engineering Prepared by: ClearSky Risk Management Inc. 815 23 rd Ave East Vancouver, BC V6B 5Z3 Phone: 604.899.1470
ASME and PED Requirements for Drum Level Instrumentation. Presented by: Amir Hedayatnia Clark-Reliance Corp.
 ASME and PED Requirements for Drum Level Instrumentation 2017 Presented by: Amir Hedayatnia Clark-Reliance Corp. Topics Gage Glasses and Remote Reading Instruments ASME Code Section I Requirements for
ASME and PED Requirements for Drum Level Instrumentation 2017 Presented by: Amir Hedayatnia Clark-Reliance Corp. Topics Gage Glasses and Remote Reading Instruments ASME Code Section I Requirements for
Infrared Thermal Imaging, Inc.
 www.itimaging.com Infrared Inspection Data and Addressing Discrepancies in A Fired Heater Program By Ty Keeth Infrared inspection of fired heaters has quickly become the standard for fired heater inspection.
www.itimaging.com Infrared Inspection Data and Addressing Discrepancies in A Fired Heater Program By Ty Keeth Infrared inspection of fired heaters has quickly become the standard for fired heater inspection.
BASIC OXYGEN FURNACES
 GAP.17.4.1 A Publication of Global Asset Protection Services LLC BASIC OXYGEN FURNACES INTRODUCTION Most steelmaking facilities use basic oxygen furnaces (BOFs) to produce molten steel. GAP.17.4.0 describes
GAP.17.4.1 A Publication of Global Asset Protection Services LLC BASIC OXYGEN FURNACES INTRODUCTION Most steelmaking facilities use basic oxygen furnaces (BOFs) to produce molten steel. GAP.17.4.0 describes
SEMS II: BSEE should focus on eliminating human error
 SEMS II: BSEE should focus on eliminating human error How US companies can prevent accidents on start-ups and shut-downs by using valve interlocks The proposed changes to BSEE s SEMS (Safety and Environmental
SEMS II: BSEE should focus on eliminating human error How US companies can prevent accidents on start-ups and shut-downs by using valve interlocks The proposed changes to BSEE s SEMS (Safety and Environmental
BIOGAS COMBUSTION PLANT MAINTENANCE MANUAL
 BIOGAS COMBUSTION PLANT MAINTENANCE MANUAL (PLANT MAINTENANCE MANUAL) Puente Gallego Landfill, Rosario (Argentina) ARIA.BIZ S.A. Montevideo 589, 7 floor 1019 Capital federal Argentina Tel: +54 11 5171
BIOGAS COMBUSTION PLANT MAINTENANCE MANUAL (PLANT MAINTENANCE MANUAL) Puente Gallego Landfill, Rosario (Argentina) ARIA.BIZ S.A. Montevideo 589, 7 floor 1019 Capital federal Argentina Tel: +54 11 5171
Control Performance: An Imperative for Safety
 Control Performance: An Imperative for Safety George Buckbee 2014 ExperTune, a Metso Company Page 1 Control Performance: An Imperative for Safety George Buckbee, ExperTune 2014 ExperTune, a Metso Company
Control Performance: An Imperative for Safety George Buckbee 2014 ExperTune, a Metso Company Page 1 Control Performance: An Imperative for Safety George Buckbee, ExperTune 2014 ExperTune, a Metso Company
Process Control Loops
 In this section, you will learn about how control components and control algorithms are integrated to create a process control system. Because in some processes many variables must be controlled, and each
In this section, you will learn about how control components and control algorithms are integrated to create a process control system. Because in some processes many variables must be controlled, and each
ACCURATE PRESSURE MEASUREMENT FOR STEAM TURBINE PERFORMANCE TESTING
 ACCURATE PRESSURE MEASUREMENT FOR STEAM TURBINE PERFORMANCE TESTING Blair Chalpin Charles A. Matthews Mechanical Design Engineer Product Support Manager Scanivalve Corp Scanivalve Corp Liberty Lake, WA
ACCURATE PRESSURE MEASUREMENT FOR STEAM TURBINE PERFORMANCE TESTING Blair Chalpin Charles A. Matthews Mechanical Design Engineer Product Support Manager Scanivalve Corp Scanivalve Corp Liberty Lake, WA
Steam Reformer Overheating: Absolute Protection Now Available
 Steam Reformer Overheating: Absolute Protection Now Available OSCAR OLATTE BD Energy Systems, LLC Houston, Texas USA One of the most significant reformer incidents is overheating catalyst tubes to the
Steam Reformer Overheating: Absolute Protection Now Available OSCAR OLATTE BD Energy Systems, LLC Houston, Texas USA One of the most significant reformer incidents is overheating catalyst tubes to the
Temporary Equipment Fails After 20 Years of Use Worker Gets Sandblasted
 Temporary Equipment Fails After 20 Years of Use Worker Gets Sandblasted Lessons Learned Volume 03 Issue 46 2004 USW Temporary Equipment Fails After 20 Years of Use Worker Gets Sandblasted Purpose To conduct
Temporary Equipment Fails After 20 Years of Use Worker Gets Sandblasted Lessons Learned Volume 03 Issue 46 2004 USW Temporary Equipment Fails After 20 Years of Use Worker Gets Sandblasted Purpose To conduct
Product Information Report Lockout/Tagout Hazardous Energy Control
 Overview A properly implemented (LOTO) program is designed to protect workers involved in the maintenance and servicing of equipment from the dangerous effects of hazardous energy caused by the unexpected
Overview A properly implemented (LOTO) program is designed to protect workers involved in the maintenance and servicing of equipment from the dangerous effects of hazardous energy caused by the unexpected
The Criticality of Cooling
 Reliability Solutions White Paper January 2016 The Criticality of Cooling Utilities, power plants, and manufacturing facilities all make use of cooling towers for critical heat transfer needs. By cycling
Reliability Solutions White Paper January 2016 The Criticality of Cooling Utilities, power plants, and manufacturing facilities all make use of cooling towers for critical heat transfer needs. By cycling
CONVECTION SECTION FAILURE ANALYSIS AND FITNESS-FOR-SERVICE ASSESSMENT
 ASSET INTEGRITY INTELLIGENCE CONVECTION SECTION FAILURE ANALYSIS AND FITNESS-FOR-SERVICE ASSESSMENT JAMES R. WIDRIG, Manager Advanced Engineering at Quest Integrity Group VOLUME 23, ISSUE 6 NOVEMBER DECEMBER
ASSET INTEGRITY INTELLIGENCE CONVECTION SECTION FAILURE ANALYSIS AND FITNESS-FOR-SERVICE ASSESSMENT JAMES R. WIDRIG, Manager Advanced Engineering at Quest Integrity Group VOLUME 23, ISSUE 6 NOVEMBER DECEMBER
CASE STUDY. Compressed Air Control System. Industry. Application. Background. Challenge. Results. Automotive Assembly
 Compressed Air Control System Industry Automotive Assembly Application Savigent Platform and Industrial Compressed Air Systems Background This automotive assembly plant was using over 40,000 kilowatt hours
Compressed Air Control System Industry Automotive Assembly Application Savigent Platform and Industrial Compressed Air Systems Background This automotive assembly plant was using over 40,000 kilowatt hours
Thermoflex Online. October 5 th, 2017 Bram Kroon
 Thermoflex Online October 5 th, 2017 Bram Kroon Introduction Name Company: Department: Location Position: Thermoflex Bram Kroon Engie Energie Nederland (Generation) Eems & Lelystad Power Plant Process
Thermoflex Online October 5 th, 2017 Bram Kroon Introduction Name Company: Department: Location Position: Thermoflex Bram Kroon Engie Energie Nederland (Generation) Eems & Lelystad Power Plant Process
Cascade control. Cascade control. 2. Cascade control - details
 Cascade control Statistical Process Control Feedforward and ratio control Cascade control Split range and selective control Control of MIMO processes 1 Structure of discussion: Cascade control Cascade
Cascade control Statistical Process Control Feedforward and ratio control Cascade control Split range and selective control Control of MIMO processes 1 Structure of discussion: Cascade control Cascade
Practical Guide. By Steven T. Taylor, P.E., Member ASHRAE
 ractical Guide The following article was published in ASHRAE Journal, March 2003. Copyright 2003 American Society of Heating, Refrigerating and Air- Conditioning Engineers, Inc. It is presented for educational
ractical Guide The following article was published in ASHRAE Journal, March 2003. Copyright 2003 American Society of Heating, Refrigerating and Air- Conditioning Engineers, Inc. It is presented for educational
JETFIRST 150 RTA SYSTEM OPERATING MANUAL Version: 2 Feb 2012
 JETFIRST 150 RTA SYSTEM OPERATING MANUAL Version: 2 Feb 2012 UNIVERSITY OF TEXAS AT ARLINGTON Nanofabrication Research and Teaching Facility TABLE OF CONTENTS 1. Introduction....2 1.1 Scope of Work.....2
JETFIRST 150 RTA SYSTEM OPERATING MANUAL Version: 2 Feb 2012 UNIVERSITY OF TEXAS AT ARLINGTON Nanofabrication Research and Teaching Facility TABLE OF CONTENTS 1. Introduction....2 1.1 Scope of Work.....2
Implication of Multiple Leak Tests and Impact of Rest Time on Avionic Hybrids
 Implication of Multiple Leak Tests and Impact of Rest Time on Avionic Hybrids Maureen Perry, Steve Smalley Northrop Grumman Electronic Systems 7323 Aviation Blvd Baltimore, MD 21240 USA Ph: 410-765-4498
Implication of Multiple Leak Tests and Impact of Rest Time on Avionic Hybrids Maureen Perry, Steve Smalley Northrop Grumman Electronic Systems 7323 Aviation Blvd Baltimore, MD 21240 USA Ph: 410-765-4498
I T T Pressure Reducing Valve WARNING INSTALLATION, OPERATION, AND MAINTENANCE MANUAL
 INSTALLATION, OPERATION, AND MAINTENANCE MANUAL I-867-4T 867-4T Pressure Reducing Valve HANG THESE INSTRUCTIONS ON THE INSTALLED VALVE FOR FUTURE REFERENCE WARNING Read and understand all instructions
INSTALLATION, OPERATION, AND MAINTENANCE MANUAL I-867-4T 867-4T Pressure Reducing Valve HANG THESE INSTRUCTIONS ON THE INSTALLED VALVE FOR FUTURE REFERENCE WARNING Read and understand all instructions
High-Pressure Boiler Inspection Procedures: A Complete Checklist
 High-Pressure Boiler Inspection Procedures: A Complete Checklist Inspecting high-pressure boilers is a complex process requiring preparation, planning, and a multitude of safety precautions. Regular inspections
High-Pressure Boiler Inspection Procedures: A Complete Checklist Inspecting high-pressure boilers is a complex process requiring preparation, planning, and a multitude of safety precautions. Regular inspections
Gettysburg College. Energy Control Program
 Gettysburg College Energy Control Program Adopted October 2009 Reviewed and Updated February 2015 Reviewed and Updated July 2015 I. Energy Control Procedures Table of Contents A. General Lockout Procedures
Gettysburg College Energy Control Program Adopted October 2009 Reviewed and Updated February 2015 Reviewed and Updated July 2015 I. Energy Control Procedures Table of Contents A. General Lockout Procedures
Low Coking Temperatures & Recent Site Experience
 Delayed Coker Low Coking Temperatures & Recent Site Experience Presented by Mitch Moloney of ExxonMobil mitchell.j.moloney@exxonmobil.com @ Coking.com April-2010 MJ a Moloney - ExxonMobil April-2010 coking.com
Delayed Coker Low Coking Temperatures & Recent Site Experience Presented by Mitch Moloney of ExxonMobil mitchell.j.moloney@exxonmobil.com @ Coking.com April-2010 MJ a Moloney - ExxonMobil April-2010 coking.com
Purpose. Scope. Process flow OPERATING PROCEDURE 07: HAZARD LOG MANAGEMENT
 SYDNEY TRAINS SAFETY MANAGEMENT SYSTEM OPERATING PROCEDURE 07: HAZARD LOG MANAGEMENT Purpose Scope Process flow This operating procedure supports SMS-07-SP-3067 Manage Safety Change and establishes the
SYDNEY TRAINS SAFETY MANAGEMENT SYSTEM OPERATING PROCEDURE 07: HAZARD LOG MANAGEMENT Purpose Scope Process flow This operating procedure supports SMS-07-SP-3067 Manage Safety Change and establishes the
The Relationship Between Automation Complexity and Operator Error
 The Relationship Between Automation Complexity and Operator Error presented by Russell Ogle, Ph.D., P.E., CSP rogle@exponent.com (630) 274-3215 Chemical Plant Control Control physical and chemical processes
The Relationship Between Automation Complexity and Operator Error presented by Russell Ogle, Ph.D., P.E., CSP rogle@exponent.com (630) 274-3215 Chemical Plant Control Control physical and chemical processes
Training Fees 3,400 US$ per participant for Public Training includes Materials/Handouts, tea/coffee breaks, refreshments & Buffet Lunch.
 Training Title DISTRIBUTED CONTROL SYSTEMS (DCS) 5 days Training Venue and Dates DISTRIBUTED CONTROL SYSTEMS (DCS) Trainings will be conducted in any of the 5 star hotels. 5 22-26 Oct. 2017 $3400 Dubai,
Training Title DISTRIBUTED CONTROL SYSTEMS (DCS) 5 days Training Venue and Dates DISTRIBUTED CONTROL SYSTEMS (DCS) Trainings will be conducted in any of the 5 star hotels. 5 22-26 Oct. 2017 $3400 Dubai,
Advances in Low Voltage Motor Control Center (MCC) Technology Help Reduce Arc-Flash Hazards and Minimize Risks
 Technology Help Reduce Arc-Flash Hazards and Minimize Risks") Advances in Low Voltage Motor Control Center (MCC) Technology Help Reduce Arc-Flash Hazards and Minimize Risks Selecting the right MCC equipment leads to improved plant safety, helping protect people and
Advances in Low Voltage Motor Control Center (MCC) Technology Help Reduce Arc-Flash Hazards and Minimize Risks Selecting the right MCC equipment leads to improved plant safety, helping protect people and
BROCHURE. Pressure relief A proven approach
 BROCHURE Pressure relief A proven approach 2 PRESSURE RELIEF A PROVEN APPROACH Pressure relief Pressure relief systems are a vital layer of protection for your processes. To provide this protection, systems
BROCHURE Pressure relief A proven approach 2 PRESSURE RELIEF A PROVEN APPROACH Pressure relief Pressure relief systems are a vital layer of protection for your processes. To provide this protection, systems
Lockout / Tag out Program
 Lockout / Tag out Program Presented by DOSHTI www.doshti.com You will learn Purpose of Lockout- Tag out Requirements for LOTO Types of Hazardous Energy Procedures for LOTO The OSHA Standard for the Control
Lockout / Tag out Program Presented by DOSHTI www.doshti.com You will learn Purpose of Lockout- Tag out Requirements for LOTO Types of Hazardous Energy Procedures for LOTO The OSHA Standard for the Control
AC : MEASUREMENT OF HYDROGEN IN HELIUM FLOW
 AC 2010-2145: MEASUREMENT OF HYDROGEN IN HELIUM FLOW Randy Buchanan, University of Southern Mississippi Christopher Winstead, University of Southern Mississippi Anton Netchaev, University of Southern Mississippi
AC 2010-2145: MEASUREMENT OF HYDROGEN IN HELIUM FLOW Randy Buchanan, University of Southern Mississippi Christopher Winstead, University of Southern Mississippi Anton Netchaev, University of Southern Mississippi
ARKANSAS TECH UNIVERSITY FACILITIES MANAGEMENT HEALTH AND SAFETY MANUAL (LOCKOUT/TAGOUT) 30.0
 30.0") () 30.0 The purpose of the Energy Control Policy (Lockout/Tagout) is to ensure that before any employee performs any servicing and/or maintenance on machinery or equipment, where the unexpected energizing,
() 30.0 The purpose of the Energy Control Policy (Lockout/Tagout) is to ensure that before any employee performs any servicing and/or maintenance on machinery or equipment, where the unexpected energizing,
Committee on NFPA 85
 Committee on NFPA 85 M E M O R A N D U M TO: FROM: NFPA Technical Committee on Heat Recovery Steam Generators Jeanne Moreau DATE: April 23, 2010 SUBJECT: NFPA 85 F10 ROC Letter Ballot The ROC letter ballot
Committee on NFPA 85 M E M O R A N D U M TO: FROM: NFPA Technical Committee on Heat Recovery Steam Generators Jeanne Moreau DATE: April 23, 2010 SUBJECT: NFPA 85 F10 ROC Letter Ballot The ROC letter ballot
Electrical Solutions Corporation 2368 Eastman Ave, Suite 13, Ventura, CA Phone (805) ~ Fax (805)
 ~ Fax (805)") Gas Chromatograph Operation Gas Company GC Initial setup - 6 Feb 2007 The Gas Company Gas Chromatograph (GC) data now come into Wonderware and can be accessed from the Gas Chrom button on the Wonderware
Gas Chromatograph Operation Gas Company GC Initial setup - 6 Feb 2007 The Gas Company Gas Chromatograph (GC) data now come into Wonderware and can be accessed from the Gas Chrom button on the Wonderware
OIL SUPPLY SYSTEMS ABOVE 45kW OUTPUT 4.1 Oil Supply
 OIL SUPPLY SYSTEMS ABOVE 45kW OUTPUT 4.1 Oil Supply 4.1.1 General The primary function of a system for handling fuel oil is to transfer oil from the storage tank to the oil burner at specified conditions
OIL SUPPLY SYSTEMS ABOVE 45kW OUTPUT 4.1 Oil Supply 4.1.1 General The primary function of a system for handling fuel oil is to transfer oil from the storage tank to the oil burner at specified conditions
Automatic Isokinetic Sampler. ST5 Evo
 Automatic Isokinetic Sampler ST5 Evo Automatic Isokinetic Sampler ST5 Evo Moreover, in case of pump failure, the CU can work with a spare Dado PU unit or with any pump capable to supply the needed flowrate,
Automatic Isokinetic Sampler ST5 Evo Automatic Isokinetic Sampler ST5 Evo Moreover, in case of pump failure, the CU can work with a spare Dado PU unit or with any pump capable to supply the needed flowrate,
 Title of Paper Interpretation of IP15 in Process Plant Design: a Commonsense Approach ---------------------------------------------------------------------------------------------------------------------------
Title of Paper Interpretation of IP15 in Process Plant Design: a Commonsense Approach ---------------------------------------------------------------------------------------------------------------------------
ONSITE PROVING OF GAS METERS. Daniel J. Rudroff WFMS Inc West Bellfort Sugar Land, Texas. Introduction
 ONSITE PROVING OF GAS METERS Daniel J. Rudroff WFMS Inc. 13901 West Bellfort Sugar Land, Texas Introduction With the increased use of Natural Gas as a fuel, and higher natural gas prices buyers and sellers
ONSITE PROVING OF GAS METERS Daniel J. Rudroff WFMS Inc. 13901 West Bellfort Sugar Land, Texas Introduction With the increased use of Natural Gas as a fuel, and higher natural gas prices buyers and sellers
PAGE 1 OF 7 HEALTH, SAFETY & ENVIROMENTAL MANUAL PROCEDURE: S230 Lock-Out Tag-Out (LOTO) Program REV 4.0 8/13/2012
 Program REV 4.0 8/13/2012") PAGE 1 OF 7 LOCK-OUT TAG-OUT (LOTO) THE CONTROL OF HAZARDOUS ENERGY LOCKOUT/TAGOUT PROGRAM PURPOSE: 1. This standard establishes lockout/tagout (LOTO) procedures for the safety of personnel working on
PAGE 1 OF 7 LOCK-OUT TAG-OUT (LOTO) THE CONTROL OF HAZARDOUS ENERGY LOCKOUT/TAGOUT PROGRAM PURPOSE: 1. This standard establishes lockout/tagout (LOTO) procedures for the safety of personnel working on
Acoustic Pulse Reflectometry Brings an End to Tube Inspection Sampling By Dr. Noam Amir, Chief Technology Officer, AcousticEye
 SINCE2011 Singapore International NDT Conference & Exhibition, 3-4 November 2011 Acoustic Pulse Reflectometry Brings an End to Tube Inspection Sampling By Dr. Noam Amir, Chief Technology Officer, AcousticEye
SINCE2011 Singapore International NDT Conference & Exhibition, 3-4 November 2011 Acoustic Pulse Reflectometry Brings an End to Tube Inspection Sampling By Dr. Noam Amir, Chief Technology Officer, AcousticEye
The Nitrogen Threat. The simple answer to a serious problem. 1. Why nitrogen is a risky threat to our reactors? 2. Current strategies to deal with it.
 International Conference on Topical Issues in Nuclear Installation Safety: Safety Demonstration of Advanced Water Cooled Nuclear Power Plants. The simple answer to a serious problem Vienna. 6 9 June 2017
International Conference on Topical Issues in Nuclear Installation Safety: Safety Demonstration of Advanced Water Cooled Nuclear Power Plants. The simple answer to a serious problem Vienna. 6 9 June 2017
Dieter Krenz, Linde, Germany, Manel Serra, Inprocess, Spain, and. Theron Strange, Simplot Phosphates, USA, discuss dynamic process simulation
 Dieter Krenz, Linde, Germany, Manel Serra, Inprocess, Spain, and Theron Strange, Simplot Phosphates, USA, discuss dynamic process simulation in an ammonia plant startup. P rocess simulation is a technology
Dieter Krenz, Linde, Germany, Manel Serra, Inprocess, Spain, and Theron Strange, Simplot Phosphates, USA, discuss dynamic process simulation in an ammonia plant startup. P rocess simulation is a technology
ANNEX AMENDMENTS TO THE INTERNATIONAL CODE FOR FIRE SAFETY SYSTEMS (FSS CODE) CHAPTER 15 INERT GAS SYSTEMS
 CHAPTER 15 INERT GAS SYSTEMS") Annex 3, page 2 ANNEX AMENDMENTS TO THE INTERNATIONAL CODE FOR FIRE SAFETY SYSTEMS (FSS CODE) CHAPTER 15 INERT GAS SYSTEMS The text of existing chapter 15 is replaced by the following: "1 Application This
Annex 3, page 2 ANNEX AMENDMENTS TO THE INTERNATIONAL CODE FOR FIRE SAFETY SYSTEMS (FSS CODE) CHAPTER 15 INERT GAS SYSTEMS The text of existing chapter 15 is replaced by the following: "1 Application This
Standard Pneumatic Test Procedure Requirements for Piping Systems
 the pressure equipment safety authority Standard Pneumatic Test Procedure Requirements for Piping Systems AB-522 Edition 2, Rev. 1 Issued 2016-10-24 Table of Contents FOREWORD... 1 1.0 INTRODUCTION...
the pressure equipment safety authority Standard Pneumatic Test Procedure Requirements for Piping Systems AB-522 Edition 2, Rev. 1 Issued 2016-10-24 Table of Contents FOREWORD... 1 1.0 INTRODUCTION...
Flotation Control & Optimisation
 Flotation Control & Optimisation A global leader in mineral and metallurgical innovation FlowStar Overview Flotation is a complex process that is affected by a multitude of factors. These factors may be
Flotation Control & Optimisation A global leader in mineral and metallurgical innovation FlowStar Overview Flotation is a complex process that is affected by a multitude of factors. These factors may be
UC Irvine Environmental Health & Safety
 UC Irvine Environmental Health & Safety SECTION: TITLE: HAZARD IDENTIFICATION AND CORRECTION (RED TAG) PROCESS INITIATOR: David Mori REVISION DATE: 10/12/14 1. Program Description 2. Scope 3. Definitions
UC Irvine Environmental Health & Safety SECTION: TITLE: HAZARD IDENTIFICATION AND CORRECTION (RED TAG) PROCESS INITIATOR: David Mori REVISION DATE: 10/12/14 1. Program Description 2. Scope 3. Definitions
Reliability engineering is the study of the causes, distribution and prediction of failure.
 Reliability engineering: Reliability is the probability that a system or component will perform without failure for a specified period of time under specified operating conditions. Reliability engineering
Reliability engineering: Reliability is the probability that a system or component will perform without failure for a specified period of time under specified operating conditions. Reliability engineering
Implementing IEC Standards for Safety Instrumented Systems
 Implementing IEC Standards for Safety Instrumented Systems ABHAY THODGE TUV Certificate: PFSE-06-607 INVENSYS OPERATIONS MANAGEMENT What is a Safety Instrumented System (SIS)? An SIS is designed to: respond
Implementing IEC Standards for Safety Instrumented Systems ABHAY THODGE TUV Certificate: PFSE-06-607 INVENSYS OPERATIONS MANAGEMENT What is a Safety Instrumented System (SIS)? An SIS is designed to: respond
THE UNIVERSITY OF NORTH CAROLINA
 THE UNIVERSITY OF NORTH CAROLINA AT CHAPEL HILL CHILLED WATER DEPARTMENT ENERGY CONTROL PROCEDURE The purpose of this document is to establish minimum requirements for the manual isolation and securing
THE UNIVERSITY OF NORTH CAROLINA AT CHAPEL HILL CHILLED WATER DEPARTMENT ENERGY CONTROL PROCEDURE The purpose of this document is to establish minimum requirements for the manual isolation and securing
Infrared Thermal Imaging, Inc.
 www.itimaging.com Safe Steam Air Decoking With Infrared Thermography By Ty Keeth Since the inception of mechanical decoking or pigging in the 1990 s, many equipment owners have moved away from the traditional
www.itimaging.com Safe Steam Air Decoking With Infrared Thermography By Ty Keeth Since the inception of mechanical decoking or pigging in the 1990 s, many equipment owners have moved away from the traditional
DeZURIK. KGC Cast Knife Gate Valve. Safety Manual
 KGC Cast Knife Gate Valve Safety Manual Manual D11036 August 29, 2014 Table of Contents 1 Introduction... 3 1.1 Terms... 3 1.2 Abbreviations... 4 1.3 Product Support... 4 1.4 Related Literature... 4 1.5
KGC Cast Knife Gate Valve Safety Manual Manual D11036 August 29, 2014 Table of Contents 1 Introduction... 3 1.1 Terms... 3 1.2 Abbreviations... 4 1.3 Product Support... 4 1.4 Related Literature... 4 1.5
An atc-induced runway incursion
 An atc-induced runway incursion Editorial note: This situational example is not a real occurrence and neither is it intended to be a full description. It has been created to allow a focus on operational
An atc-induced runway incursion Editorial note: This situational example is not a real occurrence and neither is it intended to be a full description. It has been created to allow a focus on operational
Title: Pressure Relieving and Venting Devices Function: Ecology & Safety No.: BC Page: 1 of 7 Reviewed: 6/30/12 Effective: 7/1/12 (Rev.
 Preparer: Team Member, North America, Process Safety Center of Expertise No.: BC032.020 Page: 1 of 7 Owner: Manager, North America Process Safety Center of Expertise Approver: Sr. Vice President, Ecology
Preparer: Team Member, North America, Process Safety Center of Expertise No.: BC032.020 Page: 1 of 7 Owner: Manager, North America Process Safety Center of Expertise Approver: Sr. Vice President, Ecology
Solenoid Valves used in Safety Instrumented Systems
 I&M V9629R1 Solenoid Valves used in Safety Instrumented Systems Operating Manual in accordance with IEC 61508 ASCO Valves Page 1 of 7 Table of Contents 1 Introduction...3 1.1 Terms and Abbreviations...3
I&M V9629R1 Solenoid Valves used in Safety Instrumented Systems Operating Manual in accordance with IEC 61508 ASCO Valves Page 1 of 7 Table of Contents 1 Introduction...3 1.1 Terms and Abbreviations...3
Thermal Profiling the Reflow Process
 Thermal Profiling the Reflow Process The Nomadics TCProfile system is a cost-effective instrument to measure the temperature characteristics of any process where the thermal profile is important to the
Thermal Profiling the Reflow Process The Nomadics TCProfile system is a cost-effective instrument to measure the temperature characteristics of any process where the thermal profile is important to the
PSM TRAINING COURSES. Courses can be conducted in multi-languages
 Courses can be conducted in multi-languages One set of hardcopy course notes will be sent to client for printing and distribution to course participants. The courses will be held at the client s training
Courses can be conducted in multi-languages One set of hardcopy course notes will be sent to client for printing and distribution to course participants. The courses will be held at the client s training
HUMAN FACTORS CHECKLIST
 HUMAN FACTORS CHECKLIST Item I. Housekeeping and General Work Environment 1 Are adequate signs posted near maintenance, cleanup, or staging areas to warn workers of special or unique hazards associated
HUMAN FACTORS CHECKLIST Item I. Housekeeping and General Work Environment 1 Are adequate signs posted near maintenance, cleanup, or staging areas to warn workers of special or unique hazards associated
Decreasing Post Blast Re-Entry Time with Battery-Powered Wireless Monitoring of Gas and Ground Movement
 Decreasing Post Blast Re-Entry Time with Battery-Powered Wireless Monitoring of Gas and Ground Movement Abstract Innovations in mining technologies has created opportunities to significantly improve the
Decreasing Post Blast Re-Entry Time with Battery-Powered Wireless Monitoring of Gas and Ground Movement Abstract Innovations in mining technologies has created opportunities to significantly improve the
PositionMaster EDP300 Extended Diagnostics. Compact, well-proven, and flexible
 Change from one to two columns Technical Information TI/EDP300_ED-EN Rev. A PositionMaster EDP300 Extended Diagnostics Compact, well-proven, and flexible The benefits of the extended diagnostics feature
Change from one to two columns Technical Information TI/EDP300_ED-EN Rev. A PositionMaster EDP300 Extended Diagnostics Compact, well-proven, and flexible The benefits of the extended diagnostics feature
The benefits of the extended diagnostics feature. Compact, well-proven, and flexible
 ABB MEASUREMENT & ANALYTICS TECHNICAL INFORMATION PositionMaster EDP300 Extended Diagnostics Compact, well-proven, and flexible The benefits of the extended diagnostics feature The PositionMaster EDP300
ABB MEASUREMENT & ANALYTICS TECHNICAL INFORMATION PositionMaster EDP300 Extended Diagnostics Compact, well-proven, and flexible The benefits of the extended diagnostics feature The PositionMaster EDP300
SAFETY DIRECTIVE 2.0 DEPARTMENTS AFFECTED. This Administrative Directive shall apply to all Town of Marana departments and employees.
 SAFETY DIRECTIVE Title: Control of Hazardous Energy Lock-out/Tag-out/Try-out Issuing Department: Town Manager s Safety Office Effective Date: July 1, 2014 Approved: Gilbert Davidson, Town Manager Type
SAFETY DIRECTIVE Title: Control of Hazardous Energy Lock-out/Tag-out/Try-out Issuing Department: Town Manager s Safety Office Effective Date: July 1, 2014 Approved: Gilbert Davidson, Town Manager Type
Verification Of Calibration for Direct-Reading Portable Gas Monitors
 U. S. Department of Labor Occupational Safety and Health Administration Directorate of Science, Technology and Medicine Office of Science and Technology Assessment Verification Of Calibration for Direct-Reading
U. S. Department of Labor Occupational Safety and Health Administration Directorate of Science, Technology and Medicine Office of Science and Technology Assessment Verification Of Calibration for Direct-Reading
Three Columns Gas Chromatograph Analysis Using Correlation between Component's Molecular Weight and Its Response Factor
 Three Columns Gas Chromatograph Analysis Using Correlation between Component's Molecular Weight and Its Response Factor Anwar Sutan, Metco Services Ltd. Charles Johnson, Metco Services Ltd. Jason Laidlaw,
Three Columns Gas Chromatograph Analysis Using Correlation between Component's Molecular Weight and Its Response Factor Anwar Sutan, Metco Services Ltd. Charles Johnson, Metco Services Ltd. Jason Laidlaw,
SERIES SAFETY VALVE
 R Manufactured by Conbraco Industries, Inc. 10-600 SERIES SAFETY VALVE INSTALLATION, OPERATION, & MAINTENANCE Part I Document Number: ES-1325 Revision Level: B Issued By: T.HAMILTON Date: 3/3/16 Approved
R Manufactured by Conbraco Industries, Inc. 10-600 SERIES SAFETY VALVE INSTALLATION, OPERATION, & MAINTENANCE Part I Document Number: ES-1325 Revision Level: B Issued By: T.HAMILTON Date: 3/3/16 Approved
Accelerating Rate Calorimeter
 The World s Benchmark Adiabatic System The Accelerating Rate is unique for its unparalleled adiabacity, its sensitivity and its sample universality. Coupled to this its ease of use and simple data analysis
The World s Benchmark Adiabatic System The Accelerating Rate is unique for its unparalleled adiabacity, its sensitivity and its sample universality. Coupled to this its ease of use and simple data analysis
A. Evaluation of the written program
 A. Evaluation of the written program Begin your audit with an evaluation of the written respiratory protection program. In addition to the operating procedures describing respirator selection and use in
A. Evaluation of the written program Begin your audit with an evaluation of the written respiratory protection program. In addition to the operating procedures describing respirator selection and use in
PLANT OPERATIONS AND TECHNOLOGY I & II: REAL TIME FURNACE AIR IN- LEAKAGE MONITORING ON COAL, OIL AND/OR GAS FIRED BOILERS
 Electric Power Conference 2010 May 19th, 2010, Baltimore, MD PLANT OPERATIONS AND TECHNOLOGY I & II: REAL TIME FURNACE AIR IN- LEAKAGE MONITORING ON COAL, OIL AND/OR GAS FIRED BOILERS Stephen Hall Senior
Electric Power Conference 2010 May 19th, 2010, Baltimore, MD PLANT OPERATIONS AND TECHNOLOGY I & II: REAL TIME FURNACE AIR IN- LEAKAGE MONITORING ON COAL, OIL AND/OR GAS FIRED BOILERS Stephen Hall Senior
DESCHUTES COUNTY ADULT JAIL L. Shane Nelson, Sheriff Jail Operations Approved by: February 16, 2016 CONFINED SPACE
 DESCHUTES COUNTY ADULT JAIL CD-4-7 L. Shane Nelson, Sheriff Jail Operations Approved by: February 16, 2016 POLICY. CONFINED SPACE It is the policy of the Deschutes County Adult Jail (DCAJ) and Work Center
DESCHUTES COUNTY ADULT JAIL CD-4-7 L. Shane Nelson, Sheriff Jail Operations Approved by: February 16, 2016 POLICY. CONFINED SPACE It is the policy of the Deschutes County Adult Jail (DCAJ) and Work Center