GUIDELINES FOR SURVEY OF MEMBRANE TANK LNG CARRIERS
|
|
|
- Cornelia Cole
- 5 years ago
- Views:
Transcription
1 GUIDANCE NOTES GD CHINA CLASSIFICATION SOCIETY GUIDELINES FOR SURVEY OF MEMBRANE TANK LNG CARRIERS (For Trial Implementation) 007 BeiJing
2 CONTENTS CHAPTER 1 Section 1 Section Section 3 Section 4 CHAPTER Section 1 Section Section 3 Section 4 Appendix 1 CHAPTER 3 Section 1 Section Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Appendix 1 Appendix CHAPTER 4 Section 1 Section Section 3 Section 4 GENERAL...1 GENERAL PROVISIONS...1 CLASS NOTATIONS...1 DEFINITIONS...1 RELEVANT REQUIREMENTS OF CONVENTIONS AND RULES... CLASSIFICATION AND SURVEYS...3 GENERAL PROVISIONS...3 INITIAL SURVEYS OF NEWBUILDINGS...3 MAINTENANCE OF CLASSIFICATION SURVEYS...7 SURVEYS AND CERTIFICATION RELATED TO CERTIFICATE OF FITNESS OR DOCUMENT OF COMPLIANCE FOR CARRIAGE OF LIQUEFIED NATURAL GASES...1 INTRODUCTION TO SURVEY OF CARGO CONTAINMENT SYSTEMS OF MEMBRANE TANK LNG CARRIERS...14 HULL STRUCTURE...34 GENERAL PROVISIONS...34 STRUCTURAL ARRANGEMENT...35 LONGITUDINAL STRENGTH...37 SHELL PLATING...39 DECKS...43 DECK STRUCTURES...45 DOUBLE SKIN CONSTRUCTION...50 DOUBLE BOTTOM STRUCTURE...53 PLANE TRANSVERSE BULKHEAD STRUCTURES...57 STRUCTURAL DETAILS...59 STRUCTURAL STRENGTH ASSESSMENT IN RESPECT TO SLOSHING AND IMPACT LOADS...6 ADDITIONAL REQUIREMENTS FOR LONGITUDINAL BENDING STRENGTH...67 GUIDANCE ON SLOSHING LOAD ANALYSIS AND PUMP TOWER STRUCTURAL STRENGTH ASSESSMENT...69 STRUCTURAL STRENGTH ASSESSMENT OF DIRECT CALCULATION GENERAL PROVISIONS LOADS...10 STRUCTURAL MODEL RESULT EVALUATION
3 CHAPTER 1 GENERAL Section 1 GENERAL PROVISIONS Application The Guidelines apply to ships of 150 m in length and upward, constructed with double hull side, double bottom, double deck and double transverse bulkheads, with engine room at stern and maximum vapor pressure less than 0.07 MPa, engaged in unrestricted service for the carriage of bulk liquefied natural gases in integral membrane type tanks Where not covered in the Guidelines, the requirements of CCS Rules for Classification of Sea-Going Steel Ships, CCS Rules for Material and Welding, and CCS Rules for Construction and Equipment of Ships Carrying Liquefied Gases in Bulk are to be complied with. Section CLASS NOTATIONS 1..1 Class notations Membrane tank LNG carriers complying with the requirements of the Guidelines are to be assigned the LNG Carrier class notations as follows: CSA LNG Carrier, Type G (Membrane Tanks), Max. Pressure 0.05MPa, Min. Temperature -163, 500 kg/m 3, CCSS CSM AUT A minimum design fatigue life of at least 0 years is specified in the Guidelines. Where a membrane tank LNG carrier is designed for a minimum design fatigue life of 5 years or more, the class notation FL (minimum design fatigue life) may be assigned at 5-year intervals starting from the 5th year, e.g. FL (5), FL (30). Section 3 DEFINITIONS General requirements Ship length L (m) is the distance on the summer load waterline from the forward side of the stem to the after side of the rudder post, or to the centre of the rudder stock if there is no rudder post, but L is not to be less than 96%, and need not be greater than 97%, of the extreme length on the summer load waterline Upper deck is the uppermost deck which extends from the stem to the stern (See Figure 3...4). --
4 Trunk deck is the continuous weather deck within cargo area and is higher than the upper deck (See Figure 3...4) Inner deck is the deck within cargo area and above the upper deck, forming a part of the second hull in the ship (See Figure 3...4). Section 4 RELEVANT REQUIREMENTS OF CONVENTIONS AND RULES General requirements Membrane tank LNG carriers are to be designed, constructed and surveyed in compliance with relevant requirements of the following conventions, rules and codes: (1) CCS Rules for Construction and Equipment of Ships Carrying Liquefied Gases in Bulk (hereinafter referred to as Rules for Liquefied Gas Carriers); () CCS Rules for Classification of Sea-Going Steel Ships and the Amendments thereto (hereinafter referred to as CCS Rules for Steel Ships); (3) CCS Rules for Materials and Welding and the Amendments thereto; (4) IMO International Convention for the Safety of Life as Sea, 1974 and the Amendments thereto (hereinafter referred to as SOLAS 1974); (5) IMO MARPOL 1978/1983, and the Amendments thereto; (6) IMO International Convention on Load Lines, 1966 revised by the Protocol of 1988; (7) IMO International Code for the Construction and Equipment of Ships Carrying Liquefied Gases in Bulk and the Amendments thereto (hereinafter referred to as IGC Code); (8) IMO International Convention on Tonnage Measurement of Ships, 1969; (9) Relevant statutory requirements of the flag State Administration; (10) CCS Guidelines for Design and Installation of Dual Fuel Engine System. --
5 CHAPTER CLASSIFICATION AND SURVEYS Section 1 GENERAL PROVISIONS.1.1 General requirements For a membrane tank LNG carrier intended to be classed with CCS, the applicant is to send a written request to CCS, indicating the appropriate date of contract for construction Upon review and acceptance of such request, CCS will undertake classification surveys and at request, statutory surveys as authorized. Where compliance of the classed portions of the ship with CCS classification rules and the Guidelines as well as relevant statutory requirements has been confirmed by CCS upon plan approval, surveys during and after construction, CCS will issue relevant classification certificates and statutory certificates to the ship..1. Examination of plans and documents.1..1 For membrane tank LNG carriers intended to be classed with CCS, the plans and documents required by Chapters 3 and 4 of the Guidelines are to be provided in addition to those required by CCS Rules for Steel Ships and Rules for Liquefied Gas Carriers..1.. Prior to commencement of construction of the ship, the applicant is to submit the plans and documents in triplicate to a plan approval unit of CCS for examination. Where the plans will be submitted in batches, at least the necessary hull plans and documents are to be submitted first. Section INITIAL SURVEYS OF NEWBUILDINGS..1 General requirements..1.1 The classification surveys of membrane tank LNG carriers during construction are to be carried out in accordance with the applicable requirements in Chapter 4 of PART ONE OF CCS Rules for Steel Ships... Construction monitoring...1 Strict monitoring of alignment accuracy is to be required for the manufacture and assembly of essential structural joints of hull members for the purpose of reducing stress concentration and fatigue effects. For the joints connecting the sloping bottom plating, inner bottom plating, inner bottom side girders to floors, the general principles to be followed during construction are as follows: (1) the joints are to be so assembled that the neutral axes of sloping bottom plating, inner bottom plating and side girders intersect at one point; --
6 () prior to assembly of the girders, lines for positioning and examination of the girders are to be marked on the lower surface of inner bottom. The examination line on the lower surface is to be reflected on the upper surface of inner bottom in the direction right to plate thickness and marked thereon; (3) the assembly welding of the girders is to be carried out according to the positioning line on the lower surface; (4) the location of intersection of the upper surface of sloping plating and that of inner bottom is to be calculated according to the plate thickness in way of individual locations and the angle between sloping plating and inner bottom, thus obtaining the theoretical value of specified distance between the intersection and the examination line on the upper surface; (5) for assembly of sloping plating, a template is to be used on its upper surface to obtain its intersection with the upper surface of inner bottom and to check whether the distance between the intersection and the examination line is the calculated theoretical value. Primary attention must be given to ensuring that the deviation of actual welding positions of girders from the positioning line on the lower surface of inner bottom is kept at a reasonable level; (6) the welds connecting the sloping plating and inner bottom is to be of full penetration type and the girders are to be connected to inner bottom by deep penetration welds, and triangular backing, manual welding or CO welding procedure is recommended; (7) the assembly clearance between the lower end of sloping plating and inner bottom is to be controlled at about 5 mm, but in no case less than 3 mm; (8) attention is to be paid to welding sequence of the joints and this means that the operator must, after completion of 3 runs on the side with a blunt angle, go to the other side of sloping plating to knock off the triangular backing for the 4th, 5th and 6th weld runs. During survey, particular attention is to be paid to such cases in construction where a sloping plate separates two different compartments into which no easy access is available, often leading to welding not in accordance with the sequence required above; (9) in respect to the shape of scallops at corners of fillet welds which connect floors and the structures mentioned above, the corners of floors may be cut to After completion of longitudinal welding, scallops are to be sealed up.... The assembly accuracy of essential joints is to be monitored as follows: (1) Examination of assembly prior to welding For certain special joints in high stress areas of the structure, as shown by shadowed circles in Figure...(1), the alignment accuracy for assembly is indicated in Figures...(),...(3) and...(4): Joint 6 Joint 5 Joint 3 Joint Joint 1 Figure...(1) --
7 t1 a1 t t a t3 a t3 t1 Permissible tolerance: 1. a < t1/t or 5 mm, measured at plate centreline, whichever is less;. t1 to be substituted by t3 for t3 < t1. Permissible tolerance: 1. a < t1/t or 5 mm, measured at plate centreline, whichever is less;. t1 to be substituted by t3 for t3 < t1. Figure...() Figure...(3) Note: The value of parameter T is to be provided by the classification society, generally taken as 3, or 5 where strictly required. Vertical deviation Diagram showing permissible deviation Horizontal deviation amax adesign amin amax Reference line adesign Aft frame Fore frame amin BL Figure...(4) Reference line During manufacture and survey of such structural joints, some special templates are often needed for accurate measurement of their alignment. The making of templates for the joints of sloping plating and inner bottom (see joint 1 in Figure...(5)) is shown in Figure...(6) as an example. Joint 6 Joint 5 Joint 3 Joint Joint 1 Figure...(5) C --
8 80.0 Template size 30.0 R R100.0 R R LNG carrier Template D1G Sloping plate Inner bottom Figure...(6) () Construction monitoring The areas subject to monitoring of structural assembly quality are shown in Figure...(1). The Surveyor is to require the shipyard to summarize its monitoring of the assembly quality of such areas, prepare a CM (Construction Monitoring) report and submit it to the Surveyor for review. The monitoring list in the report is at least to include the following: 1 numbering of joints (e.g. joint 1); location of structural members (e.g. a bottom girder at a distance of 13,734 mm to midship); 3 calculated value of deviation from centreline; 4 maximum permissible deviation; 5 measured deviation; 6 location of measuring points (e.g. assembly of an erection); 7 monitoring personnel, measuring personnel, the Surveyor and the date....3 The welds of the above essential joints are generally to be of full or deep penetration type. For structural assembly, weld preparation is to be made at ends of structural members and welding is to be performed according to the approved welding procedure. The Surveyor is to pay particular attention to the approved details of structural joints or special requirements of other related structural plans for the shape of welds at the above-mentioned joints. --
9 ...4 In respect to inner hull, high accuracy is to be required for the dimension and flatness of tanks....5 The survey of cargo containment systems are to be carried out in accordance with relevant technical provisions given in Appendix A....6 The pump tower may be inspected as a marine product, or at a stage of survey during construction. In general, the manufacturer is to provide a plan related to structural construction, test and inspection (CTI plan) to CCS Surveyor for review and approval, prior to commencement of construction. Section 3 MAINTENANCE OF CLASSIFICATION SURVEYS.3.1 General requirements The surveys for maintenance of classification are to be carried out in accordance with Sections 1 ~ 4, 9 and 10, Chapter 5 of PART ONE of CCS Rules for Steel Ships The regular surveys of the outside of the ship s bottom and related items, surveys of propeller shafts and tube shafts, and boiler surveys are to be carried out in accordance with Sections 11, 1 and 13, Chapter 5 of PART ONE of CCS Rules for Steel Ships respectively Annual surveys are normally to be carried out during cargo handling operations and gasfreeing of cargo tanks or inerted hold spaces will not be necessary unless specifically so required Intermediate surveys are normally not to be carried out during cargo handling operations and such surveys are to be carried out under a gas-freed condition Special surveys are normally to be carried out in dock and under a gas-freed condition..3. Annual surveys.3..1 Key points of annual surveys are as follows: (1) the requirements of 5.4., 5.9. and in Chapter 5 of PART ONE of CCS Rules for Steel Ships are to be complied with; () confirming, when appropriate, that the requisite arrangements to regain steering capability in the event of the prescribed single failure are being maintained; (3) confirming that any special arrangements to survive any condition of damage are in order; (4) confirming that wheelhouse doors and windows, side scuttles and windows in superstructure and deckhouse ends facing the cargo area are in a satisfactory condition; (5) examining the cargo pump rooms and cargo compressor rooms (if any); (6) confirming that the manually operated emergency shutdown system together with the automatic shutdown of the cargo pumps and compressors are satisfactory; (7) examining the cargo control room; (8) examining the gas detection arrangements for cargo control rooms and the measures taken to exclude ignition sources where such spaces are not gas-safe; (9) confirming that the arrangements for the air locks are being properly maintained; --
10 (10) examining, as far as practicable, the bilge, ballast and oil fuel arrangements; (11) examining, when applicable, the bow or stern loading and unloading arrangements with particular reference to the electrical equipment, fire-fighting arrangements and means of communication between the cargo control room and the shore location; (1) confirming that the sealing arrangements at the gas domes are satisfactory; (13) confirming that the portable or fixed drip trays or deck insulation for cargo leakage is in order; (14) examining the cargo and process piping, including the expansion arrangements, insulation from the hull structure, pressure relief and drainage arrangements; (15) confirming that the cargo tank and interbarrier space pressure and relief valves, including safety systems and alarms, are satisfactory; (16) confirming that any liquid and vapour hoses are suitable for their intended purpose and, where appropriate, type-approved or marked with date of testing; (17) examining the arrangements for the cargo pressure/temperature control including, when fitted, any refrigeration system and confirming that any associated alarms are satisfactory; (18) examining the cargo, bunker, ballast and vent piping systems, including vent masts and protective screens, as far as practicable; (19) confirming that arrangements are made for sufficient inert gas to be carried (or inert gas generators are provided) to compensate for normal losses and that means are provided for monitoring the spaces; (0) confirming that any air drying system and any interbarrier and hold space purging inert gas system are satisfactory; (1) confirming that electrical equipment in gas-dangerous spaces and zones is in a satisfactory condition and is being properly maintained. () examining the arrangements for the fire protection and fire extinction and testing the remote means of starting one main fire pump; (3) examining the fixed fire-fighting system for the cargo pump room (if any) and confirming that its means of operation is clearly marked; (4) examining the water spray system for cooling, fire protection and crew protection and confirming that its means of operation is clearly marked; (5) examining the dry chemical powder fire-extinguishing system for the cargo area and confirming that its means of operation is clearly marked; (6) examining the fixed installation for the gas-dangerous spaces and confirming that its means of operation is clearly marked; (7) examining, as far as practicable, and confirming the satisfactory operation of the arrangements for the mechanical ventilation of space in the cargo area normally entered during cargo handling operations; (8) examining and confirming the satisfactory operation of the arrangements for the mechanical ventilation of spaces normally entered; (9) examining and testing, as appropriate and as far as practicable, the liquid level indicators, overflow control, pressure gauges, high pressure and, when applicable, low pressure alarms, and temperature indicating devices for the cargo tanks; (30) examining and testing, as appropriate, the gas detection equipment; (31) The cargo compatibility, proper cargo handling and daily liquefying time or evaporation rate of cargo are to be entered in the cargo record book; (3) all accessible gas-tight bulkhead penetrations including gas-tight shaft sealings are to be visually examined; --
11 (33) the means for accomplishing gas tightness of the wheelhouse doors and windows is to be examined. All windows and side scuttles required to be of the fixed (non-opening) type are to be examined for gas tightness. The closing devices for all air intakes and openings into accommodation spaces, service spaces, machinery spaces, control stations and approved openings in superstructures and deckhouses facing the cargo area or bow and stern loading/unloading arrangements, are to be examined; (34) cargo handling systems: The cargo handling piping and machinery, e.g. cargo and process piping, cargo heat exchangers, vaporizers, pumps, compressors and cargo hoses are to be visually examined, as far as possible, during operation; (35) cargo containment venting systems: A general examination is to be carried out visually for venting systems, including protection screens, for the cargo tanks, interbarrrier spaces and hold spaces, to verify that the cargo tank relief valves are sealed and that the certificate for the relief valves opening/closing pressures is available onboard; (36) instrumentation and safety systems: 1 the instrumentation of the cargo installations with regard to pressure, temperature and liquid level is to be verified in good working order; the logbooks are to be examined for confirmation that the emergency shutdown system has been tested; (37) environmental control for cargo containment systems: Inert gas/dry air installations including the means for prevention of backflow of cargo vapor to gas-safe spaces are to be verified as being in satisfactory operating condition; (38) miscellaneous: 1 it is to be verified that all accessible cargo piping systems are electrically bonded to the hull; arrangements for burning methane boil-off are to be visually examined as far as practicable. The instrumentation and safety systems are to be verified as being in good working order. The relevant instruction and information such as cargo handling plans, filling limit, cooling down procedures, etc. are to be verified as being onboard. Mechanical ventilation fans in gas-dangerous spaces and zones are to be visually examined..3.3 Intermediate surveys Key points of intermediate surveys are as follows: (1) the requirements of 5.4.3, and in Chapter 5 of PART ONE of CCS Rules for Steel Ships are to be complied with; () the provisions of.3..1() to (38) of the Guidelines; (3) confirming, where applicable, that pipelines and independent cargo tanks are electrically bonded to the hull; (4) generally examining the electrical equipment and cables in dangerous zones such as cargo pump rooms and areas adjacent to cargo tanks to check for defective equipment, fixtures and wiring. The insulation resistance of the circuits should be tested and in cases where a proper record of testing is maintained, consideration should be given to accepting recent readings; (5) confirming that spares are provided for cargo area mechanical ventilation fans; (6) confirming that the heating arrangements, if any, for steel structures are satisfactory; --
12 (7) instrumentation and safety systems: 1 the instrumentation of the cargo installations with regard to pressure, temperature and liquid level is to be visually examined and to be tested by changing the pressure, temperature and level as applicable and comparing with test instruments. Simulated testing may be accepted for sensors which are not accessible or for sensors located within cargo tanks or inerted hold spaces. The testing is to include testing of alarm and safety functions; the piping of the gas detection system is to be visually inspected for corrosion and damage as far as practicable. The integrity of the suction lines between suction points and analyzing units is to be verified as far as possible. Gas detectors are to be calibrated or verified with sample gases. The emergency shutdown system is to be tested, without flow in the pipelines, to verify that the system will cause the cargo pumps and compressors to stop; (8) electrical equipment: Electrical equipment in gas-dangerous spaces and zones is to be examined as far as practicable with particular respect to the following: 1 protective earthing (spot check); integrity of flameproof enclosures; 3 damage of outer sheath of cables; 4 function testing of pressurized equipment and of associated alarms; 5 testing of systems for de-energizing non-certified safe electrical equipment located in spaces protected by air locks, such as electrical motor-rooms, cargo control rooms, etc.; 6 testing of insulation resistance of circuits; (9) miscellaneous: The instrumentation and safety systems for burning cargo as fuel are to be examined..3.4 Special surveys Key points of special surveys are as follows: (1) the requirements of 5.4.4, and in Chapter 5 of PART ONE of CCS Rules for Steel Ships; () the provisions of.3.3.1() to (9) of the Guidelines; (3) cargo containment system: 1 all cargo tanks are to be examined internally; special attention is to be given to the cargo tank and insulation in way of chocks, supports and keys. Removal of insulation may be required in order to verify the condition of the tank or the insulation itself if found necessary by the Surveyor; 3 where the arrangement is such that the insulation cannot be examined, the surrounding structures of wing tanks, double bottom tanks and cofferdams are to be examined for cold spots when the cargo tanks are in the cold condition, unless voyage records together with the instrumentation give sufficient evidence of the integrity of the insulation system; -10-
13 (4) non-destructive testing: Non-destructive testing is to supplement cargo tank inspection with special attention to be given to the integrity of the main structural members, tank shell and highly stressed parts, including welded connections as deemed necessary by the Surveyor. The following items are considered as highly stressed parts: 1 web frames or stiffening rings; dome and sump connections to tank shell; 3 foundations of pumps, towers, ladders; 4 pipe connections; (5) the tightness of all cargo tanks is to be verified by an appropriate procedure. Provided that the effectiveness of the ship s gas detection equipment has been confirmed, it will be acceptable to utilize this equipment for the tightness test of independent tanks below deck; (6) where findings of (3) to (5) above or an examination of the voyage records raises doubts as to the structural integrity of a cargo tank, a hydraulic or hydro-pneumatic test is to be carried out. For integral tanks, the test pressure is at least to be the MARVS; (7) as far as accessible, all hold spaces and hull insulation, secondary barriers and tank supporting structures are to be visually examined. The secondary barriers of all cargo tanks are to be checked for their effectiveness by means of a pressure/vacuum test, a visual examination or any other acceptable method; (8) for membrane type tank systems, inspection and testing are to be carried out in accordance with programmes specially prepared in accordance with an approved method for the actual tank system; (9) pressure/vacuum relief valves, rupture discs and other pressure relief devices for interbarrier spaces and hold spaces are to be opened, examined, tested and readjusted as necessary, depending on their design; (10) the pressure relief valves for the cargo tanks are to be opened for examination, adjusted, function tested and sealed. If the cargo tanks are equipped with relief valves with non-metallic membranes in the main or pilot valves, such non-metallic membranes are to be replaced. Where a proper record of continuous overhaul and retesting of individually identifiable relief valves is maintained, consideration will be given to acceptance on the basis of opening, internal examination and testing of a representative sample of valves, including each size and type of liquefied gas or vapor relief valves in use, provided there is logbook evidence that the remaining valves have been overhauled and tested since crediting of the previous special survey; (11) piping systems: 1 cargo piping, liquid nitrogen piping and process piping systems, including valves, actuators, compensators, etc are to be opened for examination as deemed necessary. Insulation is to be removed as deemed necessary to ascertain the condition of the pipes. If the visual examination raises doubts to the integrity of the pipelines, a pressure test at 1.5 times the MARVS for the pipelines is to be carried out. After reassembly, the complete piping system is to be tested for leaks; the pressure relief valves are to be functionally tested. A random selection of valves is to be opened for examination and adjusted; -11-
14 (1) components: Cargo pumps, compressors, process pressure vessels, liquid nitrogen vessels, heat exchangers and other components, including prime movers, used in connection with cargo handling and methane boil-off burning are to be examined in accordance with the requirements for machinery installations of PART ONE of CCS Rule for Steel Ships; (13) miscellaneous: 1 systems for removal of water or cargo from interbarrier spaces and holds are to be examined and tested as deemed necessary; all gastight bulkheads are to be inspected. The effectiveness of gastight shaft sealing is to be verified; 3 hoses and spool pieces used for segregation of piping systems for cargo, inert gas and bilging are to be examined; 4 it is to be verified that all cargo piping systems are electrically bonded to the hull. Section 4 SURVEYS AND CERTIFICATION RELATED TO CERTIFICATE OF FITNESS OR DOCUMENT OF COMPLIANCE FOR CARRIAGE OF LIQUEFIED NATURAL GASES.4.1 General requirements Upon the authorization by the Government of the flag State, or at the request of the owner or ship designer or shipyard or as entrusted by them upon contract/agreement, and based on the standards provided by them, a Certificate of Fitness or a Document of Compliance for the carriage of dangerous chemicals in bulk will be issued after satisfactory survey. The surveys and certification referred to in this paragraph are required by the IGC Code and not regarded as requirements for classification. However, the issue of class certificates is subject to the validity of statutory certificates. For ships classed with CCS, classification surveys are to be carried out in conjunction with surveys related to the Certificate of Fitness or Document of Compliance. The issue of the Certificate of Fitness is subject to the authorization by the Government of the flag State, and surveys are to be carried out according to the relevant requirements of IGC Code and the Government of the flag State..4. Survey requirements.4..1 The structure, equipment, fittings, arrangements and material (other than items in respect of which a Cargo Ship Safety Construction Certificate, Cargo Ship Safety Equipment Certificate and Cargo Ship Safety Radio Certificate or Cargo Ship Safety Certificate are issued) of a membrane tank LNG carrier are to be subjected to the following surveys: (1) Initial survey An initial survey is to be carried out before the ship is put into service or before the International Certificate of Fitness for the Carriage of Liquefied Gases in Bulk is issued for the first time, including a complete examination of its structure, equipment, fittings, arrangements and material. This survey is to be such as to ensure that the structure, equipment, fittings, arrangements and materials fully comply with the applicable provisions of the IGC Code. () Renewal survey A renewal survey is to be carried out at intervals specified by the Administration, but generally not exceeding 5 years. The renewal survey is to be such as to ensure that the structure, equipment, fittings, arrangements and material fully comply with the applicable provisions of the IGC Code. -1-
15 (3) Intermediate survey An intermediate survey is to be carried out within 3 months before or after the second anniversary date or within 3 months before or after the third anniversary date of the Certificate which is to take the place of one of the annual surveys specified in.4..1(4). The intermediate survey is to be such as to ensure that the safety equipment, and other equipment, and associated pump and piping systems fully comply with the applicable provisions of the IGC Code and are in good working order. Such intermediate surveys should be endorsed on the certificate issued under.4.4. (4) Annual survey An annual survey is to be carried out within 3 months before or after each anniversary date of the Certificate, including a general inspection of the structure, equipment, fittings, arrangements and material referred to in.4..1(1) to ensure that they have been maintained in accordance with.4.4 and that they remain satisfactory for the service for which the ship is intended. Such annual surveys are to be endorsed on the Certificate issued under.4.4; (5) Additional survey An additional survey, either general or partial according to the circumstances, is to be made when required after an investigation prescribed in.4.3.3, or whenever any important repairs or renewals are made. Such a survey is to ensure that the necessary repairs or renewals have been effectively made, that the material and workmanship of such repairs or renewals are satisfactory, and that the ship is fit to proceed to sea without danger to the ship or persons on board or without presenting unreasonable threat of harm to the marine environment..4.3 Maintenance of conditions after survey The condition of the ship and its equipment is to be maintained to conform with the provisions of the IGC Code to ensure that the ship will remain fit to proceed to sea without danger to the ship or persons on board or without presenting unreasonable threat of harm to the marine environment After any survey of the ship under.4. has been completed, no change is to be made in the structure, equipment, fittings, arrangements and material covered by the survey, without the sanction of the Administration, except by direct replacement Wherever an accident occurs to a ship or a defect is discovered, either of which affects the safety of the ship or the efficiency or completeness of its life-saving appliances or other equipment, the master or owner of the ship is to report at the earliest opportunity to the Administration, the nominated surveyor or recognized organization responsible for issuing the Certificate, who is to cause investigations to be initiated to determine whether a survey, as required by.4..1(5), is necessary. If the ship is in a port of another Contracting Government, the master or owner is also to report immediately to the appropriate authorities of the port State and the nominated surveyor or recognized organization is to ascertain that such a report has been made..4.4 Issue or endorsement of International Certificate of Fitness for the Carriage of Liquefied Gases in Bulk A Certificate called an International Certificate of Fitness for the Carriage of Liquefied Gases in Bulk, is to be issued after an initial or renewal survey to a liquefied gas carrier engaged in international voyages which complies with the relevant provisions of the IGC Code An International Certificate of Fitness for the Carriage of Liquefied Gases in Bulk is to be drawn up in the form corresponding to the model given in the Appendix of the IGC Code. If the language used is neither English nor French or Spanish, the text is to include the translation into one of these languages The Certificate issued under provisions of this Section is to be available on board for examination at all times. -13-
16 Appendix 1 INTRODUCTION TO SURVEY OF CARGO CONTAINMENT SYSTEMS OF MEMBRANE TANK LNG CARRIERS 1 Section 1 MAIN CHARACTERISTICS OF THE SHIP 1.1 Cargo containment system of membrane type tanks One of main technical difficulties distinguishing LNG carriers from conventional liquefied petroleum gas (LPG) carriers is how to achieve safe carriage of LNG cargo at the very low temperature of -163 and prevention of brittle damage of steel hull structure due to such low temperature. For this purpose, various shipyards or design companies in the world have developed cargo containment systems (abbreviated to CCS) of different types and used them in the construction of such ships. 1. Arrangement of compartments 1..1 Taking GT No.96 tanks as an example, generally 4 ~ 5 cargo tanks are arranged in a LNG carrier, with cofferdams being arranged before and after cargo area as well as between cargo tanks. The length of the nd and 3rd cargo tanks amidships is long, and that of fore and aft cargo tanks is short. 1.3 Structural configuration of cargo tanks The cargo tanks of membrane tank LNG carriers are of complete double hull structure, having double side skin, double bottom, double deck and double transverse bulkhead. The trunk deck, which protrudes upward, reduces the effects of free liquid surface; the dihedral between inner hull and inner deck/inner bottom is rendered 135 to reduce sloshing effects of cargo Due to long length of cargo tanks and large span of bottom structure, the height of double bottom is increased to enhance its structural strength, significantly reducing the risk of cargo tanks being damaged in the event of grounding or stranding. 1.4 Hull structural material LNG carriers carry liquid cargo at a very low temperature (-163 ) and both primary and secondary barriers of the cargo containment system do not provide a complete shield against the low temperature effects, therefore appropriate cryogenic ductility is to be required for selection of hull structural material grades at the stage of design Usually, the ambient atmospheric temperature and seawater temperature specified in the IGC Code or other technical standards (e.g. USCG) and the analytical conditions assumed for operation of primary and secondary barriers are to be taken in heat transmission studies to obtain temperature field distribution throughout the hull structure, thereby selecting steel grades according to the temperature values. 1 This Appendix mainly addresses general requirements for the cargo containment system of LNG carriers, using relevant information from GTT. -14-
17 1.4.3 In general, grade E steel is to be used where the ambient temperature of hull structure is basically above -30. However, the temperature calculated for the bulkheads of cofferdams between cargo tanks is below -50, therefore heating arrangements are generally provided in such cofferdams to maintain their temperature at above +5 (this is allowed by the IGC Code), and in this case grade A steel may be selected. In addition, hull structure is to be of special low-temperatureresistant steel in way of penetrations of piping through the containment system, anchoring strips connecting membranes and hull structure, air domes on tank top and supports of pump tower, due to low temperatures in these areas. Section CARGO CONTAINMENT SYSTEM.1 Basic structural configuration of GTT No. 96 membrane type tanks.1.1 This containment system consists mainly of the following components and structures: (1) Mastic rope or resin rope The main role of such components is to compensate for the unevenness of inner hull, ensuring that upper surfaces of the second-tier insulation boxes are in the same plane after being installed. The membrane on box surfaces is thereby supported, subjected to stress only within the membrane plane and protected against additional shear force and bending moment. Furthermore, the material is to have sufficient strength to bear the cargo load transferred through membrane and insulation boxes. In order to prevent boxes from being damaged due to deformation of adjacent hull structure, mastic or resin ropes are directly bonded to bottom of boxes during construction, with a layer of kraft paper being placed between the ropes and inner hull so that boxes and ropes as a whole may have a limited relative movement in a direction perpendicular to the plane of boxes through specially arranged collar studs, and thereby no hull structural deformation will lead to any deformation of boxes and further affect the flatness of box top. Insulation boxes and inner hull are bonded together by resin ropes at corners of connection between transverse bulkheads and longitudinal bulkheads. There are two reasons for this, one of which is that no significant deformation of inner hull will occur and damage the boxes due to strong structural rigidity in such areas; the other one is that high fitting accuracy is required for membrane and prefabricated pieces due to complex structures in such areas. Bonding of the boxes to hull structure contributes to ensure that no significant change of relative positions of various components under forces will occur, thereby approximately achieving a reasonable condition of forces acting on membrane and adjacent structures. A semi-automatic processing line is used for laying resin ropes, by which mixed raw resin is laid through circular nozzles on bottom of boxes according to specified positions. Diameters of nozzles are respectively specified for the compensation needed for boxes at different positions in a tank. The compensation is to be obtained by measurement of flatness of flat surfaces in the tank and calculation. After completion of this process, the cross section of resin ropes on bottom of boxes is circular and may be changed at random before curing. The boxes are to be positioned appropriately and fixed by studs before curing of resin ropes. Due to free change of the cross section of resin ropes, the gaps between box bottom and inner hull may be compensated and occupied. Cured resin ropes will become very hard and provide a secure support to boxes and inner hull. () Levelling wedges at four corners of the box -15-
18 Such wedges are made of plywood and fitted at sockets of collar studs at four bottom corners of each one of the second-tier boxes for adjusting the height of these corners so that the top of boxes along the entire length/width/height of the tank will be in a rather smooth and curved plane. The wedge thickness is different at each box corner, calculated according to the results of measurement of inner hull surface flatness by laser theodolite. With fitted wedges, the top of boxes will be in the same plane by simply tightening the collar studs at corners of the boxes when they are in place, without levelling for each box and thus facilitating the fitting of these insulation boxes. (3) Insulation boxes Insulation boxes are divided into first-tier ones and second-tier ones. The insulation boxes placed to flat surfaces are dimensioned as 1,00 1, mm for first-tier ones and 1,140 1, mm for second-tier ones. The faceplates, attachments and inner stiffening structures are joined by pieces of special plywood, the properties of which are to comply with the criteria developed by GTT. High accuracy is required for the fabrication of insulation boxes and they are generally to be sized to a tolerance of 0.1 mm. In particular, where the membrane structure on top surface of boxes varies in the through-thickness direction or is connected by lap welding, box top is to be appropriately stepped to provide a proper support to the membrane and prevent shear force and additional bending moment in the through-thickness direction of membrane. Vent openings are provided on sides and inner stiffeners of the boxes to facilitate air flow so that inert gas will evenly and completely fill the interbarrier spaces when they are inerted, and that any leakage of natural gas in cargo tanks will be promptly detected by fixed sensors in the interbarrier spaces. The boxes are filled up with perlite particles for insulation, the size and moisture of which are strictly specified. The filling of perlite into boxes is conducted on a specialized oscillating machine, ensuring that the filling density is consistent with the required insulation property. In respect to ruptures of insulation boxes on tank top caused by cargo sloshing load in previous GT membrane type tanks, GTT has made some improvements, one of which is increased strength of insulation boxes which are at a height of more than 30% of tank depth, i.e. the so-called heavy boxes. Since such measures are introduced, no damage is caused by cargo sloshing to boxes on tank top. (4) Fixing means of boxes Both primary and secondary insulation boxes are relatively fixed to the main hull structure by fixing means which are so arranged that coupler rods are fixed onto inner hull by coupler base sockets welded on inner hull, and that the fixing force is then transferred to cleats on sides of boxes by nuts, spring washers, setting plates etc. on top of coupler rods to achieve a relative fixation of the secondtier boxes to inner hull. The fixation of the first-tier boxes is also achieved by transferring the fixing force to their cleats by collar studs. The base sockets of collar studs are connected by the studs to setting plates below so that all fixing means are combined together to transfer the fixing force to hull structure. Within these fixing means, those metallic components adjacent to the second-layer membrane are required to be resistant to low temperature. -16-
19 As shown by the above arrangements, all tension forces to which the fixing means are subjected are transferred to hull structure by the lowest coupler base sockets. Therefore, strict requirements are given for the quality of welds connecting the sockets to inner hull and in general, welding procedure tests are to be carried out by GTT and the classification society. During construction, such welding is conducted by automatic TIG means for ensuring weld quality. Within such fixing means, the spring washers used to fix the second-tier boxes also play an important role and allow minor movements of boxes in vertical direction to prevent them from being damaged due to large bending moment induced by deformation of adjacent inner hull structure (see diagrams above). In practice, the number of spring washers may be 3 ~ 5, depending on varied deformation of inner hull at different areas in tanks under pressure of ballast water, thus allowing more relative movement of boxes in areas with large deformation. And for the purpose of ensuring such buffering function of spring washers, the fixing force of fixing nuts is also to meet design requirements. (5) Membrane The membrane in tanks is the most important part of the system and constitutes a complete boundary for loading low-temperature liquid cargo, ensuring in conjunction with insulation boxes that hull structure is free from brittle damage incurred by low temperature. GT No. 96 tanks have two complete barriers which are of the same material and structural configuration, i.e. joined by invar strips of 0.7 mm in thickness and 500 mm in width. Invar is a Fe-Ni alloy with 36% nickel and an ideal material for LNG tank membrane due to its sound low-temperature impact toughness, small temperature expansion coefficient and small coefficient of heat conductivity. Its coefficient of thermal expansion within the range of -170 ~ +100 is below /, the least one of the existing lowtemperature-resistant materials known to be used in construction of LNG tanks, minimizing the additional thermal stress caused by varying temperature of cargo tanks. Membrane strips are laid along the ship s length and joined athwartships. 1 The strips are connected lengthwise to hull structure as follows: Where the lengthwise laid invar strakes are interrupted at corners of a transverse bulkhead, they are welded via a lap plate to the faceplate of prefabricated invar tubes the other side of which is connected via a lap plate to anchoring bars welded on the transverse bulkhead, thus combining invar strakes and their adjacent structure into a longitudinally continuous structure. Thus in one aspect, invar strakes in conjunction with hull structure contribute to longitudinal bending and are subjected to the same stress as the longitudinal hull structure; and in the other aspect, their stress level is high since they are also subjected to thermal stress due to varying temperature of cargo tanks. Therefore, sufficient attention must be given to the strength of lap plates and adjacent structures. GTT and related classification societies have carefully studied welding procedures of such lap welds and made strict requirements for cross-sectional shapes of the welds. Where welding is conducted strictly in accordance with the procedures specified by GTT, both tensile strength and fatigue strength of the welds will meet the relevant requirements. Among the components connected to membrane, anchoring bars also contribute to longitudinal bending and are longitudinally subjected to tensile stress, thus the quality of fillet welds connecting them to corners of the transverse bulkhead is also a key point of inspections and surveys. Bases on heat transfer calculation, the temperature at anchoring bars is low due to heat transmission by membrane and low-temperature-resistant materials such as stainless steel must be used. -17-
20 The strips are connected athwartships as follows: In this structural configuration, invar strakes of 536 mm in width are edge folded to the width of 500 mm, and the folded edges of adjacent strakes are connected by resistance welding to relatively fixed tongues pre-fitted on boxes to form a liquid-tight boundary, allowing invar strakes to fay closely with surface of boxes without excessive transverse and vertical displacement. With this structural configuration, the membrane has a certain ductility athwartships, and transverse mechanical stress and thermal stress acting on membrane are reduced by deformation due to fillet radius of folded edges. During construction, tongues and invar strips are laid by semi-automatic edge folding machines. GTT has strict requirements for the radius of folded edges of invar strakes. For example, the radius of folding angle for strips of 0.7 mm in thickness is generally to be 3 ~ 4 mm. If the radius is too small, excessive plastic deformation of the edge folded material will occur, adversely affecting its fatigue strength. And if the radius is too big, the strakes will not be effectively supported by boxes and additional bending moment will occur to welds under cargo load. Invar strips at both sides of tongues are welded to tongues by specially designed automatic welding machines and if no any defect of such equipment exists, in general no weld defects will appear after completion of welding in accordance with weld parameters specified by GTT. Automatic welding is widely applied, therefore the welding of membrane is efficient and a reliable quality of welds is guaranteed, and this is also an aspect in which GT No. 96 membrane type tanks have an advantage over Mark III ones. (6) Connection at membrane corners 1 Connection at transverse dihedral (90 corner): In this structural configuration, the structure of invar tubes is the most important. Two layers of membrane respectively in the longitudinal plane and the transverse plane are connected by invar tubes to hull structure, thereby relatively fixing the entire membrane system to hull structure. Invar tubes are fabricated by resistance welding of edge folded invar strips of 1.5 mm in thickness. The structure of invar tubes is complex and required to be highly accurate. In addition, invar strips are thin and their deformation in welding is difficult to control, therefore special platforms and grips are needed for welding and only few manufacturers in the world are capable of prefabricating invar tubes. Because invar tubes connect structures from two directions, high accuracy is required for their assembly, otherwise the fitting of adjacent planar structures would be affected and additional stress induced to worsen the condition of membrane regarding forces acting on it. Therefore, particular care is to be exerted in the fitting of upper, lower, left and right supporting boxes and this is one of the difficulties in manufacturing GT No. 96 tanks. Connection at longitudinal dihedral: Compared with the transverse dihedral of 90, the structure and manufacture of longitudinal corners are simple. In general, there are 8 longitudinal corners in each tank and their lines of intersection are parallel. The entire tank is prismatic and the structural configuration of its longitudinal corners is the same from fore to aft, greatly facilitating its manufacture. In the foremost cargo tank, however, the line of intersection from side sloping to top and bottom converges inwards due to varied bow line, with top and bottom becoming trapezoidal. From aft to fore, the number of invar strakes is reduced by one strake every certain length. In order to reduce the stress concentration caused by different longitudinal forces acting on different strakes, the membrane must be connected to hull structure at dihedrals so that the membrane is longitudinally supported by hull structure. Therefore, oblique dihedrals in the foremost cargo tank are shaped as follows: -18-
21 A similar structure of anchoring bars as that for transverse dihedrals is used to connect membrane to hull structure. Collar studs are also used near dihedrals on the sloping to fix boxes on the sloping in respect to hull, and such studs must penetrate the extended first layer of membrane. In order to avoid fracturing of the welds connecting membrane and studs due to stress concentration at penetrations, penetration openings are not sealed up by welding and instead, the openings are provided on the membrane to allow relative movement between the studs and membrane, not affecting the integrity of the two layers of membrane. However, insulation boxes at corners of such configuration require to be chamfered in two directions and the accuracy of making and assembling these boxes is not easy to achieve, and this is one of the difficulties in manufacturing tanks of LNG carriers. GTT has improved the structure in such areas to resolve the problems of the difficult workmanship. In the said structure, anchoring bars on side sloping are replaced by stanchions which transfer the longitudinal stress acting on membrane to inner bottom or top. GTT also paid special attention to the structural configuration in way of penetration of stanchions through the second layer of membrane to prevent weld fractures at penetration openings due to stress concentration. Thus insulation boxes may be standardized in their size, significantly reducing difficulties in manufacturing.. Manufacturing sequence and workmanship of GTT No. 96 membrane type tanks..1 The general manufacturing sequence is shown in Figure..1: Figure..1 Manufacturing Sequence of GTT No. 96 Membrane Type Tanks The structures on transverse bulkheads are manufactured from above to below, and two teams may work at both sides of each transverse bulkhead at the same time. In the same way, work may be carried out for fore and aft bulkheads within a cargo tank at the same time. The manufacturing sequence is detailed as follows: (1) Fitting of trihedrons (prefabricated invar pieces at corners of intersection of side sloping, inner top and transverse bulkhead) at 1 and. () After completion of fitting trihedrons at 1 and by a team, the same team can continue to fit trihedrons at 3 and 4, and another team can fit dihedrons on the bulkhead between 1 and. (3) After completion of fitting dihedrons on both fore and aft bulkheads between 1 and, another team can begin to fit insulation and membrane on flat part of inner top. -19-
 The fitting of insulation boxes and bridge pads at longitudinal dihedrals (135 ) is to be carried out after completion of work for the adjacent flat part.")

22 (4) The work in respect to the dihedrons at 1-3 and - 4 and the flat part of side sloping is to be carried out in the same way, until all manufacturing work is completed. (5) The fitting of insulation boxes and bridge pads at longitudinal dihedrals (135 ) is to be carried out after completion of work for the adjacent flat part. It is to be specifically pointed out that the work is to be in the above sequence of point line plane. The manufacturing of the most complex structure is to be completed first so that the inadequate accuracy resulted from the previous process can be adjusted and compensated in the next process, thus keeping the manufacturing accuracy of the entire system within the tolerance range permitted by the operating manual... Detailed workmanship of cargo containment system: (1) Completeness of hull structure, in particular the examination of inner hull structure. () Marking of lines on flat surfaces in tanks to locate all anchoring bars and collar stud base sockets. (3) Measurement of flatness of flat surfaces and based on the measurement results, determination of thickness of the levelling wedge at each collar stud base socket and diameter of nozzles used to laying resin ropes on bottom of the second-tier insulation boxes. (4) Welding of base sockets to inner hull, generally by automatic TIG welders. (5) Welding of anchoring bars onto transverse bulkheads and longitudinal wall panels. Since the plane in which anchoring bars are positioned is theoretically to be parallel to that of membrane and the planeness of membrane is strictly required, the error of straightness in welding of anchoring bars is to be as small as possible. The tolerance specified by GTT is 3 mm/3 m and as shown by the practice, this criterion is yet to be reduced so far as practicable. A higher accuracy will greatly facilitate subsequent fitting of invar tubes at trihedrons and dihedrals. (6) Fitting of trihedrons and adjacent insulation material. Trihedrons are specially prefabricated pieces for connecting membrane from the three directions of transverse bulkhead, side sloping and inner hull side/top/bottom. They are made of 3 mm thick invar strips by manual TIG welding, with high requirements for their workmanship and accuracy. At present, also only a few manufacturers are capable of processing trihedrons. Because trihedrons are to be connected to membrane from the three directions as stated above, their positioning accuracy in these directions is not to be beyond the required tolerance. Errors exist in manufacturing of both prefabricated trihedrons and inner hull structure, therefore their positioning is very difficult, requiring very skilled workers to complete the job. The positioned trihedrons are connected by welding via lap plates. (7) Fitting of invar tubes and adjacent insulation at dihedrals of 90 on transverse bulkheads. According to different positions of dihedrals, boxes at dihedrals are arranged mainly in the following two ways: Figure..(1) Figure..() -0-
23 The structural configuration in Figure..(1) is applicable to the dihedral at intersection of transverse bulkhead to sloping plate and vertical side plate, while the configuration in Figure..() is applicable to the dihedral at intersection of transverse bulkhead to inner top and inner bottom. The primary difference between the two lies in the configuration of the second-tier boxes at corners below invar tubes, which is conventional in Figure..(1), and suitably simplified in Figure..() in respect to the characteristics of positions of top and bottom plates and the forces acting on them, combining 4 boxes into a single one and omitting two strakes of anchoring bars and lap plates on flat top and thereby significantly simplifying the fitting workmanship. The following must be taken into account for fitting of dihedrals: 1 Invar tubes are important components connecting the membrane on flat surfaces of transverse bulkheads to that on flat surfaces of longitudinal bulkheads and connecting membrane to hull structure, therefore strict requirements are given for their fitting accuracy. After completion of their welding, the error in their distance to an identified surface on the bulkhead is generally to be within 1 mm. Insulation boxes must fay closely with all strip surfaces of invar tubes to support membrane and transfer cargo load to hull structure; at the same time the support given to boxes also ensures positioning of membrane to prevent additional adverse stress. 3 In view of the feasibility of workmanship, the fitting of insulation is to be in the sequence of from inner hull structure to the inner of cargo tanks. In order to avoid the adverse effects of working on one side of a bulkhead on the structural positioning on the other side of it, the principle of manufacturing symmetric structures at the same time is in general to be followed so that fitting errors can be adjusted promptly, ensuring structural positioning accuracy in directions of two flat surfaces. 4 For the above purposes, special consideration is given to the fitting workmanship of boxes A5B, 7B, 8B, 9B and 1B, 3B in the Figures. In particular, the boxes 1B and 3B directly bear the cargo load transferred from the first layer of tank membrane when the membrane is complete. Therefore, the faying of their top to the two layers of membrane is achieved by bedding-in of wedges, requiring high accuracy similar to that for bedding-in of an engine seating (3B boxes are to be fitted after welding of the first layer of membrane is completed). (8) Fitting of the second-tier insulation boxes on flat surfaces of transverse bulkheads and adjacent longitudinal bulkheads. The second-tier boxes provide direct support to the second layer of membrane and thus to the first lay of membrane. The first-tier boxes are fitted directly on the secondtier boxes and cannot be leveled again, therefore the second-tier boxes are the basis of the entire system and their fitting accuracy will be essential for consistency of the fitting accuracy of other components of the system with the required tolerance. During fitting of the second-tier boxes, attention is to be given to the following requirements for workmanship: 1 The flatness of boxes is to be kept within the tolerance range. For example, the difference of heights of adjacent boxes is not to be more than 0.7 mm (not more than 0.5 mm near invar tubes); the difference of heights in the entire plane of boxes is not to be more than 1.5 mm (not more than 1.0 mm near invar tubes) for every 1 m of length. The boxes are to be so fitted as to ensure the straightness of tongue-mounting grooves on boxes and a certain distance between the grooves, allowing tongues to pass smoothly along the grooves throughout the length/width of the tank when a semi-automatic folding machine is used to carry tongues, thereby ensuring that folded invar strakes having a standard width be properly assembled between tongues and welded to them. -1-
24 3 For fitting of resin ropes on bottom of boxes, the rope diameter is to be appropriately selected according to measured flatness of inner hull structure and in addition, attention is to be given to positioning the ropes in alignment with stiffeners in boxes for the purpose of providing a more effective support to boxes to prevent them from being damaged due to stress concentration. (9) The fitting of the second-tier insulation boxes and bridge pads at longitudinal dihedrals. For such work, it is essential to adjust the height of top of boxes to allow the fitted bridge pad faying closely with the top of boxes below and its flat top being in the same plane as the top of boxes in other areas. (10) Carrying tongues, laying and welding invar strakes in flat areas. Tongues and invar tubes are laid respectively by a semi-automatic folding machine and subsequently welded by special tack welding machines. During tack welding, a special mechanism is used to raise tongues so far as possible and press invar strakes onto the surface of boxes while a pair of rollers is used to grip tongues and folded invar bars at both sides for tack welding. After completion of tack welding, automatic resistance welders are used to complete the welding work. (11) Fitting of connecting lap plate between invar strake end and invar tube. Such lap plates are subjected to longitudinal stress and temperature stress just as invar strakes, therefore special consideration is to be given to the strength of lap welds connecting strakes and invar tubes. And since such lap welding and the edge-sealing welding are mostly to be performed by manual TIG means only, the quality of these welds is the most difficult to control in the entire membrane system and hence a difficult point in laying membrane and a key point in survey. Both tongue ends and lap plate ends are chamfered to ensure continuous structural transition and to prevent stress concentration. Both the lap welding in way of folded edges and the seal welding of joining plates between chamfered tongue ends and lap plate ends are performed by manual TIG means. All completed welds adjacent to strake ends need to be examined by dye penetration and subjected to careful visual inspection and finally, their tightness is to be verified by strength test and helium test. (1) Fitting of collar studs of the first-tier boxes. Such studs are fixed by base sockets under the second layer of membrane and thereby connected to the main hull structure by the collar studs and their coupler base sockets below. The second layer of membrane is to be punched for screwing the stud under it into the socket, and the lower flange of the screwed stud is to be welded to the membrane by an automatic TIG welder to ensure tightness of the penetration opening. (13) Laying of the first-tier boxes. Because of the leveled top of the second-tier boxes, the first-tier boxes on flat surfaces (except those adjacent to invar tubes) need not be adjusted in their height and are simply to be fixed on the second layer of membrane while the straightness of tongue grooves and a certain distance between them are to be ensured. (14) Laying and welding of the first layer of membrane. Their laying and welding are completely the same as those of the second layer of membrane..3 Requirements for survey of cargo containment systems.3.1 Inspection during fitting of insulation --
25 The fitting of insulation boxes is to be inspected strictly in accordance with the criteria of fitting accuracy given in GTT s operating manual, including examination of fitting location of every box and retaining relevant records. The key points of inspection are straightness, fitting accuracy of tongue grooves and in addition, faying of resin ropes under the second-tier boxes with the boxes and inner hull and if necessary, some of the fixed boxed are to be removed for inspection..3. Visual inspection of membrane welds All welds of the membrane are to be visually inspected as follows: (1) Resistance welds of invar strakes. The resistance welds are runs of uniform width, with welding sparks appearing as continuously covering ovals. Each point in the weld is to be covered by 3 oval runs continuously. Where the covering runs at any point is found to be less than 3 (the runs are locally interrupted), such weld is to be deemed as defective and needs to be repaired. () Lap welds of invar strake ends at transverse and longitudinal dihedrals. These welds include the lap welds connecting invar strakes to invar strips on bridge pads at longitudinal dihedrals and the welds of lap plates between invar strakes and invar tubes at transverse dihedrals, and such welding is mostly performed by automatic TIG means. However, the welding near raised portions of folded edges must be performed by manual TIG means. The cross-sectional shape of the welds is to be examined at the welding procedure approval tests while during inspection on board, defects can generally be determined according to the width of weld runs and their shapes. 3 common types of defects are as follows: depression of welds, adversely affecting stress transition; too narrow width of runs, insufficient penetration; excessive width of runs, with possible fusion penetration, resulting in undercuts on the opposite side. The above defects are unacceptable and must be repaired. (3) Sealing welds of raised portions of folded edges in way of lap plates between invar strake ends and invar tubes. Such welding is completely performed by manual TIG means and their quality is unstable, and hence a key point of surveys and inspections. The proper shape of these welds is shown in Figure.3.(1): Figure.3.(1) Figure.3.() -3-
26 The most common weld defect, i.e. displaced run of sealing welds, is shown in Figure.3.(). Such defect is very dangerous, because no leakage will occur at its position during tightness tests of weld runs and thereby it will not be detected. During unloading of the ship in service, however, such defective welds are liable to fatigue cracks due to the alternating effects of cargo load and the effects of longitudinal stress of hull, resulting in leakage of cargo. Therefore, utmost care must be exerted in survey of welds within this area..3.3 Examination of membrane welds In addition to the required visual inspection mentioned above, all welds in the membrane system, except the resistance welds of joining plates, are to be examined by dye penetration to detect cracks on surface of welds..4 Control of welding equipment, operators and welding personnel.4.1 The workmanship for repairing weld defects of the membrane system is very complex and required man hours are multiples of those in normal work, affecting the progress of the next working process. Therefore, the welding of membrane is to attain a significantly high reliability so as to ensure the acceptance of its quality at the first survey. For this purpose, the welding equipment, operators and welding personnel are to be subject to strict control during manufacturing of membrane type tanks of LNG carriers as follows: (1) Prior to construction of a LNG carrier, welding personnel and operators of welding equipment should have been trained and have practiced welding for a long time so that stable quality of welding can be attained on board; () Manual welding personnel are to be subject to retests at least every 4 weeks; (3) Prior to commencement of a day s work, each unit of welding equipment is to weld samples and is to be subject to examination and test for related welding procedures, confirming that the equipment is in good order..5 Fitting and inspection of pump tower.5.1 The pump tower may be inspected as a marine product, or at a stage of survey during construction. As the pump tower is a relatively independent and very important installation, the manufacturer is generally to provide a CTI plan (related to structural construction, test and inspection) to the representative of GTT and the Surveyor for review and approval, prior to commencement of construction. The pump tower is a tripod mast made of stainless steel piping (304L), hanged in a liquid compartment. The tower is fixed at its foundation on bottom of the compartment from fore to aft and from left to right. It can slide freely along its height to allow for thermal expansion and cooling shrinkage. The tripod mast including the main discharge pipe and emergency pump well is structured as a tripod truss to support access ladder of the tank, other pipelines and instrumentation. The basic external shape of the pump tower is shown in Figure.5.1(1): -4-
: (Viewed upwards from below deck) B G K J1 M D J3 C J A F Figure.5.1() -5- H E")
27 Figure.5.1(1) The main component parts of the pump tower, i.e. its main pipes (including electrical cable pipes) are shown in Figure.5.1(): (Viewed upwards from below deck) B G K J1 M D J3 C J A F Figure.5.1() -5- H E
 K: Instrumentation Cables and Sampling M: Man Hole Figure.5.")
28 Symbols in the Figures: A: Portside Pump Discharge Pipe B: Starboard Pump Discharge Pipe C: Stripping Pump Discharge Pipe D: Radar Level Gauge Pipe E: Emergency Pump Discharge Pipe F: Filling Pipe G: Float Level Gauge Pipe H: High Level Alarms J1, J, J3: Electrical Cable Pipe (Cargo Pumps) K: Instrumentation Cables and Sampling M: Man Hole Figure.5.1(3) shows the arrangement of penetration openings on deck for pump tower pipes of a membrane tank LNG carrier (in way of the erection unit for pump tower): Figure.5.1(3).5. The drawings related to the pump tower are mainly as follows: -6-
29 (1) Details of penetrations of tank dome; () General arrangement of pump tower; (3) Structure of pump tower pipes; (4) Bottom of pump tower (5) Details of pump tower ladder and platform; (6) Details of electrical cable conduits of pump tower; (7) Details of other facilities of pump tower; (8) Guiding mechanism of pump tower; (9) Support of pump tower cargo pump..5.3 The main steps of manufacturing the pump tower system are as follows: (1) Measurement of tank depth (HPC), in general within liquid dome, from inner deck to base plane of cargo tank inner bottom; () Prefabrication of main body of pump tower, divided mainly into the following steps: (3) Determination of pipe length (HS), generally measured from primary barrier in tank to upper surface of reinforced stainless steel flange on main deck; (4) Pre-fitting and welding of main pipes of pump tower; (5) Fitting and welding of stainless steel connecting sleeves; (6) Hydraulic testing; (7) Fitting and welding of invar skirts; (8) Global test/helium test according to GTT s patent documents; (9) Manufacturing and fitting of pump tower foundation; (10) Manufacturing and fitting of guiding mechanism of pump tower..5.4 The main steps of hoisting and fitting of pump tower are as follows: (1) Positioning of pump tower; () Fitting of insulation boxes adjacent to liquid dome; (3) Assembly of the erection unit for pump tower; (4) Completion of welding structures adjacent to liquid dome; (5) Completion of fitting and welding of stainless steel supporting flanges..5.5 Key points in survey of fitting and welding: (1) the pipes of the pump tower are made of 304L material, they are generally butt-jointed by TIG welding or MIG welding with metal fillers and the interpass temperatures during welding are to be examined and controlled; the concentration of shielding gas (e.g. helium) on back is to be always kept at above 99% and monitored throughout the welding process; -7-
30 () high accuracy is required for fitting of pipes. In general, laser is used for correction of straightness and dislocations of pipe walls are to be less than 1 mm; (3) 100% radiographic examination of butt welds of all pipes of over 70 mm in diameter and 100% PT examination of other welds; (4) strict examination and control of deformation of butt welds of pipes, and grinding of buildup (e.g. completion of grinding generally before fitting invar skirts); (5) examination of tightening of all fasteners and tack welding of nuts, records of such work generally to be required from the shipyard; (6) examination of global size of pump tower, in particular its straightness; (7) examination of flatness, in particular the flatness of tower bottom and supports thereon, requiring the difference of heights of supports in a plane to be less than mm; (8) the three main mast pipes must be subjected to hydraulic testing before completion of fitting the pump tower (i.e. before fitting of invar skirts). Clean water is to be used for the testing, a pressure equal to 1.5 times the design one is to be maintained for at least one hour and then an examination is to be carried out; (9) after fitting and welding of invar skirts, a 100% PT examination is to be carried out; (10) for assembly welding of pump tower foundation, in general an assembly examination is to be carried out before welding and a 100% PT examination after welding; (11) manufacturing of guiding mechanism of pump tower foundation. The surface roughness of the guiding mechanism is to meet appropriate requirements and in general, the manufacturer is to provide records of surface roughness examination to the Surveyor for review (Ra.3 is to be met)..6 Tests of membrane type tank system.6.1 Upon completion of laying each layer of membrane, the following tests are to be carried out respectively: (1) Strength test: The space between membrane and inner hull structure or between two layers of membrane is to be bleeded of air to form approximately a vacuum to press the membrane closely onto top of boxes by atmospheric pressure, driving both downward to test the support provided by top of boxes to membrane and that provided by inner hull structure to boxes. Any major difference of heights on the surface of membrane or global sagging or swelling of an area is an indication of problems existing in fitting of boxes and in such cases, repairs must be carried out. () Mechanical stress test: The space between membrane and inner hull structure or between two layers of membrane is to be pressurized and depressurized for 3 cycles to check mainly the reliability of fixing the membrane by tongues and of that of fixing insulation boxes by fixing means. While carrying out such test, alternating loads act on those welds in the membrane system that are to be tested for tightness and thereby expand potential defects, e.g. turning non-penetrating cracks on back of welds into penetrating ones, allowing such defects to be detected in subsequent tightness test. (3) Helium test: The space between membrane and inner hull structure or between two layers of membrane is to be filled with helium and then, welds are to be examined by special test equipment. With its very high sensitivity, such equipment is capable of detecting minor helium leakage and thus finding weld defects related to tightness. -8-
31 .7 Fitting and survey of cargo transfer system.7.1 General characteristics Main components: Submersible cargo pumps, stripper/sprinkler pumps, portable emergency cargo pumps, compressors in cargo compressor room, vaporisers and heaters, pipe joints, crossover pipes and valves. Cargo is loaded and unloaded by two crossover pipes situated midships and transferred fore and aft by the liquid manifolds situated on deck (arranged along the ship s length) and connecting tank domes. The two crossover pipes are respectively branched to loading/unloading connections at both sides of the ship so that 4 loading/unloading connections are available at each side. The domes of cargo tanks are interconnected by the liquid manifolds arranged fore and aft along the box-type deck. The manifold gas pipes are fitted with crossover pipes amidships (with one connection at each side of the ship) to control pressure in cargo tanks during unloading. During loading, the gases displaced from cargo tanks by liquid manifolds and crossover pipes as well as high power cargo compressors are discharged to reception facilities at dock. During unloading, liquid manifolds and crossover pipes or vaporisers are used in conjunction to supplement gases to cargo tanks to replace outgoing cargo. In this way, the pressure in cargo tanks can be controlled within a reasonable range during loading and unloading. Stripper/sprinkler pipes are connected to liquid crossover pipes and used to drain or cool cargo tanks, or used during unloading for sprinkling to make up insufficient backflow of cargo vapour. The sprinkler pipes in each cargo tank include two sprinkler components used to disperse liquid to nozzles so as to facilitate vaporization to achieve accelerated cooling. Gas domes are connected on their top by liquid manifolds for discharge of vaporized gas, while residual vapours are discharged through No. 1 vent mast to the atmosphere. Liquid cargo boil-off vapours are sent also by gas manifolds through small power compressors and boil-off gas heaters to the engine room for combustion. Inert gas or dry air is provided to cargo tanks by inert gas and dry air systems in the engine room through piping systems. Such piping systems are connected to liquid manifolds and fitted with double non-return valves to prevent backflow of gas to the engine room. Cargo tanks and pipes are thermally isolated from hull structure, therefore provision is to be made for electrically bonding both cargo tanks and pipes. All gasketed pipe joints and hose connections are to be electrically bonded. (Paragraph of the IGC Code) Cargo piping is to be thermally isolated from the adjacent hull structure to prevent the temperature of the hull from falling below the design temperature of the hull material. Where liquid piping is dismantled regularly, or where liquid leakage may be anticipated, such as at shore connections and at pump seals, protection for the hull beneath is to be provided. (Paragraph of the IGC Code) All cargo piping systems are to have weld connections to reduce the possibility of leakage at joints. Electrical wires are to be used at flange connections to avoid potential difference between cargo pipes and other deck pipes, cargo tanks, valves as well as other equipment due to electrostatic effect. Liquid pipes, gas pipes and other handling pipes are to be so designed (lofted) that their structure (configuration) can sustain extension and compression of pipes (instrument piping not containing cargo may be exempt from this requirement). This is to be achieved by the use of loops, bends, and bellows on the pipes. Mechanical expansion joints are to be held to a minimum and, where located outside cargo tanks, they are to be of the bellows type. Bellows expansion pieces are to be protected against mechanical damage. For protection of expansion pieces against over extension and compression, adjoining pipes are to be suitably supported and anchored. (Paragraph of the IGC Code) -9-
32 Fixed and sliding supports together with guides are to be so arranged as to ensure that the stress in pipes is maintained in a suitable range. In the case of liquid pipes capable of being isolated, residual liquid may exist in the enclosed space (between two closed valves) and hence a safety valve is to be arranged to release the residual liquid to the nearest gas dome. Such safety device is necessary, even if preheating and vaporization of the residual liquid is allowed before closing such valves in regular operations. The midship master valve (also called master valve of emergency shutdown system (ESDS)), handling valves of cargo tanks and BOG valves leading to engine room can be remotely controlled from the cargo control room. In this way, all regular cargo operations can be carried out from the centralized administration and control centre (CACC). Upon activation of ESDS, the master valve is closed and cargo handling terminated. The flange of each cargo pump outlet is fitted with a non-return valve having a 5 mm hole on the valve disc to allow discharge of unloading pipe of the cargo tank, thereby emptying the tank of gas. The flange of the cargo compressor outlet is also fitted with a non-return valve. In stripper/ sprinkler pipelines and emergency cargo pump pipelines, a non-return valve is also fitted after the hydraulically controlled discharge valve. A nozzle of 6 mm in diameter is fitted above the cargo pump outlet pipe in the cargo tank to cool the secondary support of the pump tower for the purpose of keeping low temperature during unloading (the temperature of the upper part of the pump tower may reach -50 where cargo is insufficient in the tank)..7. Liquid pipelines Liquid pipelines are primarily made of low-temperature-resistant stainless steel pipes connected by butt welds, and they connect cargo tanks with loading/unloading manifolds at the ship s sides (as in the case of normal pipelines). The liquid dome of each cargo tank is fitted with pipelines, connecting the tank with loading/unloading pipes for loading/unloading operations. The manifold in the liquid dome connects cargo pumps at the ship s sides, loading pipes, emergency pump wells and sprinkler pipes with unloading pipes in the cargo tank. Normally, No. and No. 3 cargo tanks are provided with means to fill unloading pipes before activating cargo pumps so as to avoid surge pressure. Liquid pipelines are fitted with blank flanges and sampling points for inerting and ventilation of the system during cleaning and reloading of tanks. Liquid pipelines outside cargo tanks are insulated by solid polyurethane foams with cast GRP sealing covers, serving also as waterproof gastight barriers..7.3 Gas pipelines Gas pipelines are primarily made of low-temperature-resistant stainless steel pipes connected by flanges, and they connect cargo tanks via common pipelines with vapour manifolds at the ship s sides, cargo compressor room and bow vent mast. The pipes entering the compressor room are used for: (1) transferring vapour to shore by high power compressors to control pressure in tanks during loading; () sending boil-off gas as boiler fuel to the engine room by small power compressors and heaters during ballast/loaded voyages; -30-
33 (3) vaporizing gas to clean and dry tanks during repairs. The pipes leading to the bow vent mast can be used as safety valves of all cargo tanks or for control of tank pressure during regular operations. Vapour pipelines are fitted with blank flanges and sampling points for inerting and ventilation of the system during cleaning and reloading of tanks. Gas pipelines outside cargo tanks are insulated by solid polyurethane foams with cast GRP sealing covers as waterproof and vapour-proof tight barriers..7.4 Sprinkler pipelines The system consists primarily of low-temperature-resistant stainless steel pipes (with typical diameter of ) connected by butt welds, and it connects stripper/sprinkler pumps in cargo tanks with sprinkler manifolds and provides liquefied gas to: (1) the sprinkler rails in cargo tanks for cooling the tanks and generating gas; () the primary cargo pipe for cooling the pipe before loading/unloading cargo; (3) buffering of discharge pipes of No. and No. 3 tanks for avoiding surge pressure in the pipes when starting the main cargo pump; (4) vaporizers for generation of gas in compressors and heaters. Sprinkler pipelines are fitted with blank flanges and sampling points for inerting and ventilation of the system during resetting. All sections of sprinkler pipelines outside cargo tanks are insulated by solid polyurethane foams with cast GRP sealing covers as waterproof and vapour-proof tight barriers..7.5 Key points of survey In view of the characteristics (low temperature, flammability) of the cargo carried, inspections of welding, fitting and tightness of pipelines are to be carried out in a strict manner and controlled according to the following steps: (1) welding procedure; () control of welding consumables; (3) pre-welding examination, including root gap, edge preparation, dislocations of inner and external walls, cleaning etc.; (4) examination of integrity, including surface quality, deformation caused by welding, location of supports, deflection etc.; (5) examination of tightness. Airtightness is generally applied to prevent residual liquid being left in pipelines and thereby leading to icing during cargo loading; (6) low temperature test. It is to be noted that acceptable defects of normal pipelines are to be addressed differently in respect to LNG carriers, due to significant temperature variation and deformation of low-temperatureresistant pipelines. For example, deformations at connections due to welding will lead to greater stress in such areas and if significant deformation occurs at a bend or an area with dimensional variation, it may lead to disastrous results. Dislocations of inner and external walls are also to be strictly controlled. -31-
34 Pipelines are mostly of welded low-temperature-resistant stainless steel pipes, using argon-arc welding. Supports of pipelines are to be fitted according to drawings..8 Ventilation and pressure relief systems of cargo tanks.8.1 Safety valves and vacuum valves of cargo tanks Each cargo tank is fitted with two pressure/vacuum safety valves in accordance with IMO Codes. Each primary barrier and each secondary barrier in cargo tanks are protected by two pressure safety valves respectively. Safety valves of cargo tanks are fitted at their liquid domes and discharge through appropriate vent masts. The safety valves are hydraulically controlled (PORV type). The pressure is transmitted by pressure sensor pipelines in cargo tanks directly to the hydraulically valves, thus ensuring proper operation at low pressure in the tanks. Cargo safety valves are initially fitted by the manufacturer according to the requirements for the ship. After servicing of the valves by the crew, they are to be examined and restored to their initial setting. As required in paragraph 8..5 of the IGC Code, pressure relief valves are to be set and sealed by a competent authority acceptable to the Administration and a record of this action, including the values of set pressure, are to be retained aboard the ship. It is the most important that vent masts be drained of water accumulated therein so as to ensure operation of safety valves with proper setting. In the event of water being accumulated in vent masts and flowing back to valve assemblies, icing will occur and thereby affect their normal operation..8. Safety valves in interbarrier spaces The interbarrier spaces of each cargo tank are protected by PORV safety valves which are characterized by mass flow at minor pressure differential. Air is led out from below the valves by gas monitoring pipelines to the monitoring system for continually supervising the air in the interbarrier spaces. The discharge pipelines of safety valves in the interbarrier spaces are fitted with separate vent pipelines which are not connected to vent masts. Such vent pipelines are usually situated beside vent masts for the purpose of avoiding excessively high back pressure of safety valves in or backflow of gas and inert gas into the interbarrier spaces, when the safety valves in cargo tanks are activated. It is the most important that vent masts be drained of water accumulated therein so as to ensure operation of safety valves with proper setting. In the event of water being accumulated in vent masts and flowing back to valve assemblies, icing will occur and thereby affect their normal operation. The safety valves in secondary insulation spaces vent directly to deck through pipelines with downward openings, instead of discharging through tall vent masts, because the possibility of LNG vapour existing in such spaces is very small. The safety valves in interbarrier spaces are fitted by the manufacturer according to the requirements for the ship. After servicing of the valves by the crew, they are to be examined and restored to their initial setting..8.3 Safety valves of pipelines -3-
35 Each section of the cargo pipeline capable of being isolated by two valves is fitted with a overpressure safety valve. Relief valves of cargo manifolds discharge to the liquid dome of No. tank, while those in the areas of cargo compressors discharge to the liquid dome of No. 3 tank..8.4 Vent pipelines In normal operations, the pressure within cargo tanks is controlled by burning vaporized gas in boilers, or by fore vent mast and vapour pipes. Each cargo tank is provided with separate vent arrangements, including two ducts which discharge from tank top to PORV valves and thereby gas is sent via the main pipe to vent masts and discharged to the atmosphere. All vent masts are protected by a nitrogen fire-extinguishing system. Sampling points are fitted in ventilation ducts to facilitate inerting and ventilation of the system during reloading of cargo. Vent pipelines outside cargo tanks are insulated by solid polyurethane foams with cast GRP sealing covers as waterproof and vapour-proof tight barriers..8.5 Emergency vent pipelines (operation of single cargo tank) This piping system consists of pipelines connected by flanges. The system may be connected to vapour pipelines and fore vent mast when operation of a single cargo tank is required. Such pipelines may used to separate individual tanks and thereby repairs can be carried out without global preheating and inerting. Connection of the system to individual separate tanks is achieved by fitting a portable hose between the blank flange of the liquid pipeline (on gas dome) and the emergency vent pipeline. In operation of a single cargo tank, the inert gas/dry air installations can be connected to fore vent mast via a portable quarter bend. In an unlikely accident of cargo overfilling into a ballast tank, a soft hose can be used to connect the inert gas/dry air installations to the ballast system via the emergency vent pipeline and the ballast tank is to be cleaned. Blank flanges and sampling points are fitted in emergency ventilation ducts to facilitate inerting and ventilation during reloading of cargo..9 Cargo used as fuel.9.1 Characteristics of the arrangement Methane (LNG) is the only cargo which may be utilized in machinery spaces of category A. For the purpose of safety, the ventilation system in machinery spaces of category A is to be arranged in such a way as to prevent the formation of dead spaces and to be particularly effective in the areas which may generate ignition sources. Such a ventilation system is to be separated from those intended for other areas. (Paragraph of the IGC Code) Gas detectors are to be additionally fitted in the areas where air circulation is reduced. (Paragraph 16.. of the IGC Code) The details of requirements for gas fuel supply pipelines and systems are given in the IGC Code. -33-
36 CHAPTER 3 HULL STRUCTURE Section 1 GENERAL PROVISIONS General Hull scantlings and arrangement are to comply with the requirements specified in this Chapter and its appendix, relevant requirements of PART TWO of CCS Rules for Steel Ships Where hull scantlings and arrangement are verified by means of direct calculation, a complete set of calculation documents are to be submitted to CCS for approval The application of required steel grades and the corrosion protection of steel structures are to be in compliance with relevant requirements of PART TWO of CCS Rules for Steel Ships Minimum thickness The minimum thickness t of webs, faceplates of the primary structural members in cargo tank region (including wing ballast tank, cofferdams at both ends of cargo tank region or between cargo tanks), and of shell plating, deck, bulkhead plating and inner shell plating is not to be less than that obtained from the following formula and not need be greater than 1.5 mm. t = L/50 mm where: L length of the ship, in m. The minimum thickness of secondary structural members is also to comply with the above formula, but need not to be greater than 11 mm The minimum thickness of the members in cofferdams and other void spaces may be reduced by 1 mm against that required by of this Section, but is not to be less than 7.5 mm Requirements for longitudinal strength The requirements for longitudinal strength specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships are to be complied with The requirements of Section 3, Chapter 3 of the Guidelines are to be complied with Rule requirements for hull structure Relevant requirements of Chapter of PART TWO of CCS Rules for Steel Ships are to be complied with. -34-
37 The requirements of Chapter 3 of the Guidelines are to be complied with Fatigue assessment The requirements of CCS Guidelines for Fatigue Strength of Ship Structure are to be complied with Ultimate strength The requirements of Section 3, Chapter 3 of the Guidelines are to be complied with Direct calculation Primary members (longitudinal or transverse) in cargo tank region are to be subject to strength check and verification by means of direct calculation in compliance with the requirements of Chapter 4 of the Guidelines. The thickness of structural members determined by direct calculation is also to comply with the requirements of this Section and other relevant requirements of this Chapter Direct calculation of other local structures not covered in , if required, is to be in compliance with CCS Guidelines for Direct Strength Analysis of Ship Structure (001). Section STRUCTURAL ARRANGEMENT 3..1 General requirements Cargo area is that part of the ship which contains the cargo containment system and cargo pump and compressor rooms and includes deck areas over the full length and breadth of the part of the ship over the above-mentioned spaces Integral double hull segregation is to be provided by cofferdams between cargo tanks. These cofferdams include double bottom, double hull side, double deck and double transverse bulkhead. Subdivision, space between double hulls and height of double bottom are to comply with the relevant requirements in Chapter of CCS Rules for Liquefied Gas Carriers Segregation of cargo spaces from machinery and boiler spaces, accommodation spaces, service spaces and control stations, chain lockers, drinking and domestic water tanks and from stores, or from spaces either below or outboard of the cargo spaces which contain a source of ignition or fire hazard should be effected by cofferdams or fuel oil tanks. If there is no source of ignition or fire hazard in the adjoining space, segregation may be by a single A-0 class division which is gastight No accommodation space, service space or control station should be located within the cargo area. The bulkhead of accommodation spaces, service spaces or control stations which face the cargo area should be so located as to avoid the entry of gas from the cargo space to such spaces through a single failure of a deck or bulkhead. -35-
38 Entrances, air inlets and openings to accommodation spaces, service spaces, machinery spaces and control stations should not face the cargo area. They should be located on the end bulkhead not facing the cargo area or on the outboard side of the superstructure or deckhouse or on both at a distance of at least 4% of the length of the ship but not less than 3 m from the end of the superstructure or deckhouse facing the cargo area. This distance, however, need not exceed 5 m Openings, hatches or manholes and means of access of ships are to comply with the requirements of Section 1, Chapter 1 of PART TWO of CCS Rules for Steel Ships. 3.. Structural configuration of cargo tanks The deck, bottom and inner bottom within cargo tank region of membrane tank LNG carriers are to be longitudinally framed. The side shell and inner skin are also to be longitudinally framed. The hull structures beyond the cargo tank region may be framed either transversely or longitudinally. Constructional arrangements are to be made to ensure a gradual transition from the longitudinal framing to the transverse framing The box framing of double deck of membrane tank LNG carriers is formed by inner deck, upper deck and trunk deck as well as interconnected longitudinal girders and transverse floors Cargo tanks are enclosed by double bottom, double hull, cofferdams and double box deck. Loading of liquid cargo and fuel oil in double bottom, double hull and double box deck is not permitted Typical midship section and structural members of membrane tank LNG carriers are shown in Figure Deck girder Trunk deck Deck transverse Upper deck Sheerstrake Side transverse bracket plates Topside tank plating Inner skin Inner deck Side horizontal girders Hopper plating Inner bottom Outer side shell Double bottom floor Bottom shell Double bottom centre girder Double bottom side girder Transverse bulkhead Figure Typical Midship Section and Structural Members -36-
39 3...5 Additional requirements for main dimensions of the section are to be complied with for GTT No.96 cargo containment system, as shown in Figure B C1 Height of topside tank + trunk deck: C 1 30%H 1, or C 1 0%B t, whichever is greater where: trunk deck height is taken between 0.5D and 0.35D; H1 Bt d D Height of hopper tank: C.5 m, or C 1 10%L H, whichever is greater (L H : length of cargo tank between primary barriers) C Height of double bottom: h ~ 3 m B/D is taken as about 1.65 times the lower limit for oil tankers Figure Requirements for GTT No. 96 Section Section 3 LONGITUDINAL STRENGTH General requirements The requirements of this Section apply to membrane tank LNG carriers having the typical section as shown in Figure Requirements for longitudinal strength General Those not specified in this Section are to comply with the requirements in Section, Chapter of PART TWO of CCS Rules for Steel Ships Hull girder bending strength (1) In addition to complying with the requirements for hull girder bending strength in Section, Chapter of PART TWO of CCS Rules for Steel Ships, permissible bending stress in way of inner deck of hull girder is to be taken as: [σ] = 10/K N/mm for GTT No. 96 cargo containment system [σ] = 185/K N/mm for MARK III cargo containment system where: K material factor. () Hull girder bending strength within cargo tank region is also to comply with Appendix 1 Additional Requirements for Longitudinal Bending Strength Hull girder shear strength (1) Permissible still water shear force is to be calculated in accordance with the following formulae: -37-
40 Iδ F s (+) = [τ] 10- S Iδ F s ( ) = [τ] 10- S F (+) w F ( ) w kn kn where: F w wave sheer force, in kn, as specified in Chapter, PART TWO of CCS Rules for Steel Ships; [τ] permissible shear stress, taken as 110/K, in N/mm, K being material factor; I moment of inertia of the cross section under consideration about its horizontal neutral axis, in cm 4 ; S static moment of the effective longitudinal members above the horizontal neutral axis at the cross section under consideration about the horizontal neutral axis, in cm 3 ; δ the lesser of δ 1 and δ calculated in accordance with the following formulae: t δ 1 = f 1 1 t, δ = f where: t 1 the thickness of side shell at the horizontal neutral axis of the section under consideration, in mm; t the thickness of inner skin plating at the horizontal neutral axis of the section under consideration, in mm; f 1 = A 1 /A + 0.1b/B; f = A 1 /A + 0.1b/B; A 1 shear area of the horizontal projection of shell within the area shown in Figure , in cm ; A respectively as shear area of the horizontal projection of deck girders, inner deck, inner skin and double bottom side girders within the area shown in Figure , in cm ; b breadth of double hull, in m; B breadth of the ship, in m. A1 A Figure
41 () Shear stress (a) Shear stress τ at side shell plating is to be calculated according to the following formula: τ = F s + F Iδ 1 w S 10 N/mm where: F S permissible still water shear force; in kn, see of this Section; S static moment, in cm 3. Where the calculation point is above the horizontal neutral axis, S is taken as the static moment about the horizontal neutral axis for all longitudinal members above the horizontal line passing through the calculation point. Where the calculation point is below the horizontal neutral axis, S is taken as the static moment about the horizontal neutral axis for all longitudinal members below the horizontal line passing through the calculation point; F w, I and δ as specified in of this Section. 1 (b) Shear stressτat inner skin plating is to be calculated according to the following formula: τ = F s + F Iδ w S 10 N/mm where: F s, S as specified in ; F w, I and δ as specified in of this Section Ultimate strength Ultimate strength is applied for evaluation of hull girder ultimate bending capacity within 0.4L amidships for intact hull structures in sea-going conditions Vertical hull girder ultimate bending capacity is to satisfy the following criterion: M U 1.0M sw M wv where: M sw maximum still water bending moment, in kn m; M wv vertical wave bending moment amidships, in kn m; M U vertical hull girder ultimate bending moment, in kn m. Section 4 SHELL PLATING General requirements Bottom shell, plate keel, side shell and sheer strake of membrane tank LNG carriers are normally to be longitudinally framed. -39-
42 The formulae in this Section apply to the determination of the thickness of longitudinally framed bottom shell, plate keel, bilge strakes, side shell and sheer strake within 0.4L amidships Bottom shell The thickness t of bottom shell plating within 0.4L amidships is not to be less than the values obtained from the following formulae: t1 =0.05s ( L 170) Fb 1 + mm t =4.9s h w 0. 85d + mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; D draught, in m; L 1 length of the ship considered, in m; F b reduction factor, see Section, Chapter of PART TWO of CCS Rules for Steel Ships; h w =0.B where: B breadth of the ship, in m; L length of the ship, in m; C L C as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships The breadth b of the plate keel within the whole cargo tank region is not to be less than that obtained from the following formula: b = L mm The thickness of the plate keel is not to be less than that of the adjacent bottom shell plating. Where docking block is fitted in way of the plate keel, its thickness t is not to be less than: t = t o +.0 mm where: t o thickness of bottom shell plating as specified in , in mm Bilge strakes The thickness of bilge strakes within 0.4L amidships is to be the same as that of the bottom shell plating Where both the bottom and side shell are framed longitudinally and the bilge longitudinals are omitted, framing of the bilge is to satisfy the requirements in of Section 8 of this Chapter, and thickness t of bilge strakes is not to be less than: -40-
43 rfb t 165 K mm where: r bilge radius, in mm; K material factor, as specified in Chapter 1, PART TWO of CCS Rules for Steel Ships; F b Bottom reduction factor Side shell plating The thickness t of the side shell plating within 0.4L amidships is to comply with the following requirements: 3 (1) The thickness t of the side shell plating above D from base is not to be less than the values 4 obtained from the following formulae: t1 =0.058s(L ) F mm d t =7.s h mm w where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L 1 length of the ship considered, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships; h w as specified in of this Section. 1 () The thickness t of side shell plating below D from base is not to be less than the values obtained from the following formulae: 4 t1 =0.06s(L ) F b mm t =5.s h w d 0. D mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; d draught, in m; F b reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships; L 1 length of the ship considered; h w as specified in of this Section. 1 (3) The thickness t of side shell plating between D and 4 values obtained from the following formulae: 3 D 4 from base is not to be less than the -41-
44 t1 t11 t1 t11 = s[ +( - )h] mm t t1 t 1 = s[ +( - t )h] mm where: t 11 = t s z t 1 = t1, s t 1 = t s t = t s, 1 z 0.5 D == 0.5 D z = 0.75 D z = 0.75 D, z = 0.5 D z = 0.5 D, z 0.75 D == z 0.75 D h = z 0.5 D 0.5D where: S z = 0.5D spacing of longitudinals at 0.5D, in m; S z = 0.75D spacing of longitudinals at 0.75D, in m; t 1, z = 0.5D thickness of t 1 plating at 0.5D, in mm; t 1, z = 0.75D thickness of t 1 plating at 0.75D, in mm; t, z = 0.5D thickness of t plating at 0.5D, in mm; t, z = 0.75D thickness of t plating at 0.75D, in mm; s spacing of longitudinals at the point considered, m; D moulded depth, in m; z distance between the point considered to the base Sheer strake The width of the sheer strake is not to be less than 0.1D Thickness t of sheer strake within 0.4L admiships is not to be less than the values obtained from the following formulae, or less than that of the adjacent side shell plating or of the stringer plate of the upper deck: t1 =0.060s( L ) F d mm t =0.9s L + 80 mm -4-
45 where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships Where the sheer strake is connected to the stringer plate by welding, the upper edge of the sheer strake is to be dressed smooth, and any fitting welded to the top of the sheer strake within 0.5L amidships is to be avoided. Scupper openings are not to be cut in the sheer strake which is protruded above the deck within 0.5L amidships in way of breaks of superstructures. Where a rounded sheer strake is adopted, the radius is not to be less than 15 times the thickness of the plate. The thickness of rounded sheer strake is to be at least equal to that of upper deck plating. Effective measures are to be taken to maintain the required properties of material after shaping. Deck fittings welded directly to the rounded sheer strake within 0.5L amidships are to be avoided, wherever possible. Section 5 DECKS General requirements The formulae in this Section apply to the rule requirements for thickness of trunk deck plating and upper deck plating within cargo tank region Trunk deck plating The thickness of flat plating of trunk deck is to satisfy the following requirements: (1) Thickness t of flat plating of trunk deck within 0.4L amidships is not to be less than the values obtained from the following formulae: t1 =0.060s( L ) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships. () Thickness t of flat plating of trunk deck beyond 0.4L amidships within cargo tank region is not to be less than the values obtained from the following formulae, and is to be gradually tapered from centre to both ends of the cargo tank: t1 =0.060s( L1 +105) F d mm t =0.9s L + 80 mm -43-
46 where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships The thickness of slope plating of trunk deck is to satisfy the following requirements: (1) Thickness t of slope plating of trunk deck within 0.4L amidships is not to be less than the values obtained from the following formulae: t1 =0.051s( L1 +110) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships. () Thickness t of slope plating adjoining flat plating of trunk deck within 0.4L amidships is not to be less than the values obtained from the following formulae: t1 =0.051s( L1 +110) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships. (3) Thickness t of slope plating of trunk deck beyond 0.4L amidships within cargo tank region is not to be less than the values obtained from the following formulae, and is to be gradually tapered from centre to both ends of the cargo tank: t1 =0.051s( L1 +110) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships. -44-
47 3.5.3 Upper deck plating Thickness t of upper deck plating within 0.4L amidships is not to be less than the values obtained from the following formulae: t1 =0.060s( L ) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships Thickness t of upper deck plating beyond 0.4L amidships within cargo tank region is not to be less than the values obtained from the following formulae, and is to be gradually tapered from centre to both ends of the cargo tank: t1 =0.060s( L1 +105) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships The breadth of upper deck stringer plates within 0.4L amidships is not to be less than (6.8L + 500) mm, where L is the length of ship and is to be taken as not greater than 1,800 mm. The breadth of upper deck stringer plates at ends of ship is not to be less than 65% of that amidships. The thickness of upper thick stringer plates is not to be less than the thickness of upper deck plating. Section 6 DECK STRUCTURES General requirements Formulae in this Section apply to the determination of arrangement and scantlings of double box type trunk deck structures within cargo tank region Structural arrangement -45-
48 Double box type trunk deck structures of membrane tank LNG carriers are longitudinally framed by trunk deck, inner deck, deck transverses, deck girders and deck longitudinals Deck transverses are to be fitted in double box trunk deck in line with double bottom floors, which, together with transverse framing or vertical webs in double hull and double bottom floors, form transverse web frames Deck girders and double bottom girders are to be fitted in the same longitudinally vertical plane as far as possible, and deck girders are also to be fitted in way of inner deck knuckle Deck girders Centre girders are to be fitted in double box trunk deck in way of longitudinal centreline with side girders fitted at both sides. At least two side girders, including deck girders at the knuckle line, spaced generally not more than 4 m, are to be fitted respectively at both sides of the centre girder. The side girders are to be equally spaced so far as practicable The web depth h 1 of centre and side girders is not to be less than that obtained from the following formula: where: B breath of the ship, in m. h 1 = 35B mm, and not less than 1,000 mm The minimum web thickness t of centre girders is not to be less than that obtained from the following formula: t = h mm, but need not be greater than 16 mm where: h 1 as specified in of this Section The minimum web thickness t of side girders is not to be less than that obtained from the following formula: t = h mm, but need not be greater than 16 mm where: h as specified in of this Section, i.e. actual web depth of centre and side girders Deck transverses Web thickness t of deck transverses is not to be less than that obtained from the following formula: t = h mm, but not need be greater than 16 mm where: h as specified in of this Section
49 Attention is to be paid to alignment where deck transverse webs are cut apart in way of deck girders so as to ensure the transverse continuity Vertical stiffeners are to be fitted between trunk deck longitudinals and inner deck longitudinals on deck transverse webs Trunk deck longitudinals Section modulus W of trunk deck longitudinals is not to be less than that obtained from the following formula: W = 48sl cm 3 where: s spacing of longitudinals, in m; l span of longitudinals, in m, but not to be taken less than.5 m Trunk deck longitudinals, in association with the trunk deck plating, may be gradually tapered outside 0.4L amidships towards the fore and aft ends of cargo tank region. At these ends, the section modulus of trunk deck longitudinals is not to be less than 90% of the value obtained from of this Section Connections of trunk deck longitudinals to watertight transverse bulkheads are to provide adequate fixity and trunk deck longitudinals are to be continuous through the web of deck beams. Trunk deck longitudinals are to be welded to the web of deck transverses, and to be welded to the stiffeners of deck transverses when intersecting such stiffeners Upper deck longitudinals Section modulus W of upper deck longitudinals is not to be less than that obtained from the following formula: W = 5sl cm 3 where: s spacing of longitudinals, in m; l span of longitudinals, in m, but not to be taken less than.5 m Upper deck longitudinals, in association with the deck plating, may be gradually tapered outside 0.4L amidships towards the fore and aft ends. At 0.075L from the ends, the section modulus of deck longitudinals is not to be less than 80% of the value obtained from of this Section, nor less than that required for deck longitudinals at the ends of the ship in.8.5.1, Chapter of PART TWO of CCS Rules for Steel Ships Connections of upper deck longitudinals to watertight transverse bulkheads are to provide adequate fixity and upper deck longitudinals are to be continuous through the transverse bulkheads Inner deck plating The thickness of flat plating of inner deck is to satisfy the following requirements: (1) Thickness t of flat plating of inner deck within 0.4L amidships is not to be less than the values obtained from the following formulae: -47-
50 t1 =0.060s( L ) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships. () Thickness t of flat plating of inner deck beyond 0.4L amidships within cargo tank region is not to be less than the values obtained from the following formulae, and is to be gradually tapered from centre to both ends of the cargo tank: t1 =0.060s( L1 +105) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships The thickness of slope plating of inner deck is to satisfy the following requirements: (1) Thickness t of slope plating of inner deck within 0.4L amidships is not to be less than the values obtained from the following formulae: t1 =0.060s( L ) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships. () Thickness t of slope plating adjoining flat plating of inner deck within 0.4L amidships is not to be less than the values obtained from the following formulae: -48-
51 t1 =0.050s( L1 +110) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships. (3) Thickness t of slope plating of inner deck beyond 0.4L amidships within cargo tank region is not to be less than the values obtained from the following formulae, and is to be gradually tapered from centre to both ends of the cargo tank: t1 =0.050s( L1 +105) F d mm t =0.9s L + 80 mm where: s spacing of longitudinals, in m, to be taken as not less than the standard spacing of longitudinals; L length of the ship, in m; L 1 length of the ship, to be taken as not greater than 190 m; F d reduction factor, as specified in Section, Chapter of PART TWO of CCS Rules for Steel Ships Inner deck longitudinals Section modulus W of inner deck longitudinals is not to be less than the value obtained from the following formula: W = 70sl cm 3 where: s spacing of longitudinals, in m; l span of longitudinals, in m, but not to be taken less than.5 m Inner deck longitudinals, in association with the deck plating, may be gradually tapered outside 0.4L amidships towards the fore and aft ends of cargo tank region. At these ends, the section modulus of inner deck longitudinals is not to be less than 90% of the value obtained from of this Section Connections of inner deck longitudinals to webs of deck transverses are to provide adequate fixity and the inner deck longitudinals are to be continuous through the webs of deck transverses. Inner deck longitudinals are to be welded to the web of deck transverses, and to be welded to the stiffeners of deck transverses when intersecting such stiffeners. -49-
52 Section 7 DOUBLE SKIN CONSTRUCTION General requirements This Section is applicable to the determination of arrangement and scantlings of frames in double skin within the cargo tank region Manholes are to be provided in vertical webs and stringers in double skin to the requirements of Section 10 of this Chapter Double skin is generally to be longitudinally framed, and longitudinals are to be provided on side plating and inner shell plating. Longitudinally continuous stringers are to be provided in double skin at the same height of stringers of cargo tank transverse bulkheads. Stringers are to be provided at the height of top of the hopper tank and at the height of bottom of the topside tank (manhole may not be provided on such girders for the sake of stability). The stringers and those on cargo tank transverse bulkheads and on longitudinal bulkheads are to be of horizontally framed structure Transverse framing or vertical webs are to be provided in double skin in line with the transverse bulkheads of cargo tanks Transverse framing or vertical webs are to be provided in double skin in line with double bottom transverses. Transverse framing or vertical webs, deck transverses of cargo tanks and double bottom transverses form transverse strength frame ring Side longitudinals Section modulus W of side longitudinals is not to be less than that obtained from the following formula: W = 7.s(h + 1.)l cm 3 where: s spacing of longitudinals, in m; h vertical distance, in m, measured from the longitudinal considered to tank top, but to be taken as not less than 0.5D; l span of longitudinals, in m; D moulded depth, in m The side longitudinals within 0.1D from bottom and upper deck are to penetrate continuously watertight transverse bulkheads. Where other side longitudinals are cut at watertight transverse bulkheads, they are to be bracketed to the transverse bulkheads. The brackets are to have face plates and their arm length is to be increased by 0% of that as required in 1..6 of Chapter 1 of PART ONE of CCS Rules for Steel Ships. Where the face plate is flanged, the breath of the flange is not to be less than 8 times of its thickness Topside tank slope plating and its longitudinals The thickness of topside tank sloped plating is not to be less than that obtained from the following formula or less than that of the adjacent inner deck: -50-
53 t =.5s D + 100P +.5 mm where: s spacing of longitudinals, in m; P vapor pressure, in MPa; D moulded depth, in m The section modulus of longitudinals of topside tank sloped plating is not to be less than the greater of the values obtained from the following formulae or less than that of the adjacent inner shell plating longitudinals: W = 7.s(h )l cm 3, and W = 4.s(h + 100P + 1.)l cm 3 where: s spacing of stiffeners, in m; P vapor pressure, in MPa; h 1 vertical distance, in m, from the stiffener to moulded depth, but not to be taken less than 0.5D; h vertical distance, in m, from the stiffener to tank top on the centerline, but not to be taken less than 0.5D; l span of stiffeners, in m The longitudinals of topside tank sloped plating within 0.1D from bottom and upper deck are to penetrate continuously watertight transverse bulkheads. Where other longitudinals are cut at watertight transverse bulkheads, they are to be bracketed to the transverse bulkheads. The brackets are to have face plates and their arm length is to be increased by 0% of that as required in 1..6 of Chapter 1 of PART ONE of CCS Rules for Steel Ships. Where the face plate is flanged, the breadth of the flange is not to be less than 8 times its thickness Inner shell plating and its longitudinals The thickness of inner shell plating is not to be less than the greater of the values obtained from the following formulae: t = 4.0s h mm, and t =.5s h + 100P +.5 mm where: s spacing of longitudinals, in m; P vapor pressure, in MPa; -51-
54 h 1 vertical distance measured from lower edge of strake to moulded depth, in m, but not to be less than 0.4D; h vertical distance measured from lower edge of strake to tank top on the centerline, in m, but not to be less than 0.4D; D moulded depth, in m The spacing of longitudinals of inner shell plating is the same as that of side longitudinals, and the section modulus W is not to be less than the greater of the values obtained from the following formulae: W = 7.s(h )l cm 3, and W = 4.s(h + 100P + 1.)l cm 3 where: s spacing of longitudinals, in m; P vapor pressure, in MPa; h 1 vertical distance measured from the stiffener to moulded depth, in m, but not to be less than 0.5D; h vertical distance measured from the stiffener to tank top on the centerline, in m, but not to be less than 0.5D; l span of longitudinals, in m Hopper plating and its longitudinals The thickness of hopper plating is not to be less than the values obtained from the following formulae or less than that of the adjacent inner shell plating: t 1= s t = 4s h mm mm and t 3 =.5s h + 100P +.5 where: s spacing of hopper plating longitudinals, in m; P vapor pressure, in MPa; h 1 vertical distance measured from lower edge of strake to moulded depth, in m, but not to be less than 0.4D; h vertical distance measured from lower edge of strake to tank top on the centerline, in m, but not to be less than 0.4D The section modulus of hopper plating longitudinals is not to be less than the greater of the values obtained from the following formulae or less than that of the adjacent inner shell plating longitudinals: W = 8.4s(h )l W = 4.5s(h + 100P + 1.)l cm 3 cm 3, and -5-
55 where: s spacing of hopper plating longitudinals, in m; P vapor pressure, in MPa; h 1 vertical distance measured from hopper plating longitudinal to moulded depth, in m; h vertical distance measured from hopper plating longitudinal to tank top on the centerline, in m Stringers in double skin The thickness t of non-watertight stringers provided in double skin at the same height of stringers of cargo tank transverse bulkheads is to comply with the requirements of of Section of this Chapter The scantlings of stringer stiffeners are to comply with of Section 10 of this Chapter Watertight stringer plating thickness and girder longitudinals are to comply with the requirements specified for deep tanks in Section 13, Chapter of PART TWO of CCS Rules for Steel Ships Transverse bulkheads in double skin Watertight transverse bulkheads and stiffeners in double skin are to comply with the requirements specified for deep tanks in Section 13, Chapter, PART TWO of CCS Rules for Steel Ships Stiffeners are to be provided on transverse bulkheads between side longitudinals and inner shell longitudinals in compliance with the requirements specified for deep tanks in Section 13, Chapter of PART TWO of CCS Rules for Steel Ships Non-watertight transverse bulkheads supporting side longitudinals and inner shell longitudinals are to be provided at the same frame of bottom transverse in double skin. The thickness of non-watertight transverse bulkheads is to comply with the requirements of of Section of this Chapter. The side longitudinals and inner shell longitudinals are to penetrate nonwatertight transverse bulkheads. Compensation plates are to be provided at the openings to connect longitudinals and transverse structures. Stiffeners are to be provided on transverse bulkheads between side longitudinals and inner shell longitudinals, and the scantlings of such stiffeners are to comply with Section 10 of this Chapter. Section 8 DOUBLE BOTTOM STRUCTURE General requirements The integrity of the double bottom is to be maintained. Accesses to the double bottom tanks in way of cargo tanks are to be provided by trunks from the exposed deck led down the double bottom Arrangements are to be provided to enable double bottom tanks situated below cargo tanks to be filled with water ballast to eliminate the flammable gas in these tanks Manholes are to be fitted in floors and side girders, and to comply with the requirements in Section 10 of this Chapter. Suitable air and drain holes are to be cut in floors, side girder and bottom and inner bottom longitudinals to ensure the free passage of air and water from all parts of the tank to the air pipes and suctions, account being taken of the pumping rates required Unless specified otherwise in this Section, the scantlings and arrangement of the double bottoms in cargo tank region are to be as required in Section 6, Chapter of PART TWO of CCS Rules for Steel Ships. -53-
56 3.8. Bottom girders The centre girders or duct keels are to be arranged at the longitudinal centerline of double bottoms. Side girders are also to be provided at sides. At least two side girders spaced apart not more than 4 m are to be fitted on each side of the centerline. Side girders are to be equally spaced as far as applicable Side girders are to be provided in way of hopper plating. Additional local girders are to be arranged within double bottom in way of vertical longitudinal diaphragm plates of plane transverse bulkheads. The thickness of the local girders is not to be less than that of the vertical longitudinal diaphragm plates, and is to comply with the requirements of of this Section Solid floors are to be provided within the double bottom in way of plane transverse bulkheads. The thickness of the floors is not to be less than that of the strakes of the plane transverse bulkheads The thickness of centre girders is not to be less than that obtained from the following formula, and is also to comply with the requirements for deep tanks in Section 13, Chapter of PART TWO of CCS Rules for Steel Ships: t = h o mm where: h height of the centre girders considered, in mm, not to be less than: o where: B breath of the ship, in m; d draught, in m. h 0 = 5B + 4d mm, nor less than 650 mm The thickness of side plating of duct keels is not to be less than that obtained from the following formula, and is also to comply with the requirements for deep tanks in Section 13, Chapter of PART TWO of CCS Rules for Steel Ships: t = h o mm where: h as specified in of this Section. o The thickness of side girders is not to be less than that obtained from the following formula, and is to comply with the requirements for deep tanks in Section 13, Chapter of PART TWO of CCS Rules for Steel Ships: t = h o +1.0 mm, but not greater than 14 mm where: h o as specified in of this Section. -54-
57 Horizontal stiffeners are to be provided at centre keels, duct keels and side girders. The section of moment of inertia is to comply with the requirements in Section 10 of this Chapter. Between solid floors, brackets having the same thickness as the plate floors and spaced one frame apart are to be fitted on each side of the centre girder, extending to the adjacent longitudinals Inner framing of duct keels are to comply with the following requirements: (1) Transverse bottom framing and inner bottom framing are to be provided in way of every other frame in duct keels. The section modulus W is not to be less than that obtained from the following formula: W = sdl cm 3 where: s spacing of framing, in m; d draught, in m; l span, in m, taking spacing between both side plates of duct keels. () Both ends of transverse bottom framing and inner bottom framing are to be gradually enlarged, and to be connected to side plating of duct keels. The height of those enlarged is not to be less than 1.5 times that of the framing. Brackets of thickness equal to that of solid floors are to be provided at the corresponding position of outer side of the side plating and to be connected to the bottom and inner bottom longitudinals. (3) Discontinuous inner bottom longitudinals and bottom longitudinals are also to be provided in duct keels Bottom floors Solid floors are to be provided in way of transverse bulkheads Standard spacing of solid floors is, in general, not greater than (0.006L + 3.) in m, L being length of ship The thickness t of solid floors is not to be less than that obtained from the following formula and watertight solid floors are also to comply with the requirements specified for deep tanks in Section 13, Chapter, PART TWO of CCS Rules for Steel Ships: t = h o mm, but not greater than 14 mm where: h o as specified in of this Section Attention is to be paid to alignment where solid floors are cut apart in way of girders so as to ensure the transverse continuity Solid floors are to be provided with vertical stiffeners between bottom longitudinals and inner bottom longitudinals Bilge brackets Where bottom and sides of the ship are framed longitudinally and no bilge longitudinals are fitted, an appropriate number of centre bilge brackets are to be provided between solid floors, the centre bilge brackets being connected to longitudinals at upper and lower turns of bilge. The spacing S between bilge brackets and solid floors or between bilge brackets is not to be greater than that obtained from the following formula: -55-
58 S = t Dr t r mm where: t thickness of bilge strake, in mm; D moulded depth, in m; R radius of bilge, in mm. The thickness of bilge brackets is to be the same as that of solid floors Bottom longitudinals The maximum spacing of bottom longitudinals is not to be greater than 1 m Section modulus W of bottom longitudinals is not to be less than that obtained from the following formula: W = 11.5sdl cm 3 where: s spacing of longitudinals, in m; d draught; l span of longitudinals, in m Bottom longitudinals are to continuously penetrate watertight floors. Where penetrating non-watertight floors, the longitudinals are to be welded to the floors and the vertical stiffeners thereon Inner bottom plating and inner bottom longitudinals The thickness t of inner bottom plating is not to be less than obtained from the following formulae: t = 1 s mm t = 4s h mm t 3 =.5s h + 100P +.5 mm where: s spacing of inner bottom longitudinals, in m; P vapour pressure, in MPa; h 1 vertical distance, in m, from the point considered in way of strakes to the moulded depth, in m; h vertical distance, in m, from the point considered in way of strakes to the tank top on the centerline. -56-
59 Inner bottom longitudinals and the corresponding bottom longitudinals are to be in the same vertical section Section modulus W of inner bottom longitudinals is not to be less than the greater of the values obtained from the following formulae: W = 8.4s(h )l cm 3 and W = 4.5s(h + 100P + 1.)l cm 3 where: s spacing of inner bottom longitudinals, in m; P vapour pressure, in MPa; h 1 vertical distance, in m, from the point considered in way of strakes to the moulded depth, in m; h vertical distance, in m, from the point considered in way of strakes to the tank top on the centerline; l span of longitudinals, in m. Section 9 PLANE TRANSVERSE BULKHEAD STRUCTURES General requirements Double plane transverse bulkhead structures, consisting of stringers between bulkheads, vertical longitudinal diaphragm plates and horizontal or vertical bulkhead stiffeners, are to be provided between cargo tanks of membrane tank LNG carriers. Manholes are to be cut in the vertical longitudinal diaphragm plates and stringers in accordance with the requirements in Section 10 of this Chapter. Cofferdams are to be provided between double plane transverse bulkheads Solid floors are to be provided within the double bottom in way of double plane transverse bulkheads. Vertical longitudinal diaphragm plates of double plane transverse bulkheads are to be in alignment with girders or local girders in the double bottom and in double box trunk deck The stringers of double plane transverse bulkheads are to be in line with those of the inner bottom. Vertical stiffeners of the double plane transverse bulkheads are to be longitudinally in line with longitudinals of inner deck and inner bottom. Horizontal stiffeners of double plane transverse bulkheads are to be horizontally in line with longitudinals of inner skin, inner deck sloped plating, topside tank sloped plating and hopper plating Thickness of bulkhead plating Thickness t of bulkhead plating is not to be less than the greater of the values obtained from the following formulae: t =.5s t = 4.0s h + 100P +.5 and 1 h +.5 mm -57-
60 where: s spacing of stiffeners, in m; P vapour pressure, in MPa; h 1 vertical distance, in m, from lower edge of the strake to the tank top on the centerline, but not to be less than 0.4D; h vertical distance, in m, from lower edge of the strake to the moulded depth, in m, but not to be less than 0.4D; Thickness t of the bulkhead plating is also to comply with the following requirements: t s/85 t s/70 mm for the upper 3/4 of the bulkhead mm for the lower 1/4 of the bulkhead where: s spacing of stiffeners, in mm Stringers of bulkheads and vertical longitudinal diaphragm plates Thickness t of stringers of bulkheads is to comply with the requirements of of Section of this Chapter. Scantlings of stiffeners of the stringers are to comply with Section 10 of this Chapter Thickness t of vertical longitudinal diaphragm plates is to comply with of Section of this Chapter. Scantlings of stiffeners of the vertical longitudinal diaphragm plates are to comply with Section 10 of this Chapter Vertical stiffeners Section modulus W of vertical stiffeners is not to be less than the greater of the values obtained from the following formulae: W = 3.5s(h P + 1.)l cm 3 W = 7.s(h + 1.)l cm 3 where: s spacing of stiffeners, in m; P vapour pressure, in MPa; h 1 vertical distance, in m, from midpoint of the span of the vertical stiffeners to the tank top on the centerline, but not to be less than 0.5D; h vertical distance, in m, from midpoint of the span of the vertical stiffeners to the moulded depth, but not to be less than 0.5D; l span of stiffeners, in m The vertical stiffeners are to be connected to the inner bottom and inner deck longitudinals by brackets at both ends. The brackets are to comply with the relevant requirements of Chapter 1, PART TWO of CCS Rules for Steel Ships. The vertical stiffeners are to be welded to the stringer plating of bulkheads and their vertical stiffeners when penetrating stringers. -58-
61 3.9.5 Horizontal stiffeners Section modulus W of horizontal stiffeners is not to be less than the greater of the values obtained from the following formulae: W = 3.5s(h P + 1.)l W = 7.s(h + 1.)l cm 3 cm 3 and where: s spacing of stiffeners, in m; P vapour pressure, in MPa; h 1 vertical distance, in m, from the stiffeners considered to the tank top on the centerline, but not to be less than 0.5D; h vertical distance, in m, from the stiffeners considered to the tank top on the centerline, but not to be less than 0.5D; l span of stiffeners, in m The horizontal stiffeners are to be attached to the longitudinals of inner shell, inner deck sloped plating, topside tank sloped plating and hopper plating by brackets having the scantlings as required by Chapter 1, PART TWO of CCS Rules for Steel Ships. Horizontal stiffeners are to be welded to the vertical longitudinal diaphragm plates and their stiffeners when penetrating vertical longitudinal diaphragm plates. Section 10 STRUCTURAL DETAILS General requirements The symmetrical section is to be adopted as far as applicable for side longitudinals and inner skin longitudinals between m below ballast waterline and m above full loaded waterline. Symmetrical section is also recommended for the longitudinals of longitudinal bulkheads within such area, so as to avoid additional torsional stress. Where higher tensile steel is adopted for side longitudinals and vertical stiffeners or brackets on webs of primary transverse members are connected directly to the side longitudinals, the toes of stiffeners or brackets within the abovementioned area are to be well radiused (see Figure ). Where CCS fatigue assessment requirements are complied with, however, other structural arrangements will be considered Max.15 b Side longitudinal b1 b b=a a b1=.5a a ba Figure
62 Where side longitudinals of high tensile steel penetrate watertight transverse bulkhead in cargo tank region, the side longitudinals between the upper turn of bilge and 0.8D draught are to be fitted at fore and aft sides of the bulkhead by means of radiused brackets of equivalent material. The brackets must be aligned Whenever a knuckle is arranged in a primary member (shell plate, longitudinal bulkhead etc.), adequate stiffening is to be provided at the knuckle to transmit the transverse load. This stiffening, in the form of webs, brackets or rolled sections, is to be connected to the transverse members to which they are to transfer the load (in shear). For longitudinal shallow knuckles, closely spaced carlings may be fitted across the knuckle, between longitudinal members above and below the knuckle. Carlings or other reinforcements need not be fitted in way of shallow knuckles that are not subject to high lateral loads or high in-plane loads across the knuckle, such as deck camber knuckles For local strengthening of means of access of inspections, account is to be taken of proper location and of the strength of all attachments to the hull structure which are used as means of access for inspections Additional tripping brackets are to be arranged at openings in way of sectional changes of transverse web frames. The centerlines of the thicknesses of sloping, vertical and horizontal plates on knuckle lines of hopper tanks and topside tanks are to converge on the same line Sloped, vertical and horizontal plates on knuckle lines of hopper tanks and topside tanks are to be connected by full penetration welds. Lower strakes, double bottom solid floors and inner bottom plating in way of double plane transverse bulkheads are also to be connected by full penetration welds Openings Openings are to have well rounded corners. Manholes, lightening holes and other similar openings are to be avoided in way of concentrated loads and areas of high shear. In particular, manholes and similar openings are to be avoided in high stress areas unless the stresses in the plating and the panel buckling characteristics have been calculated and found satisfactory. Examples of high stress areas include: (a) vertical or horizontal diaphragm plates in narrow cofferdams/double plate bulkhead within onesixth of their length from either end; (b) floors or double bottom girders close to their span ends; (c) areas above the heads and below the heels of pillars. Where openings larger than those given by or are proposed, the arrangements and compensation required will be specially considered For manholes and lightening holes in single skin sections not requiring reinforcement, openings cut in the web with the depth of opening not exceeding 5% of the web depth and so located that the edges are not less than 40% of the web depth from the faceplate do not require reinforcement generally. The length of opening is not to be greater than the web depth or 60% of the local supporting member spacing, whichever is the greater. The ends of the openings are to be equidistant from the corners of cutouts for local supporting members For manholes and lightening holes in double skin sections not requiring reinforcement, where openings are cut in the web and are clear of high stress areas, reinforcement of these openings is not required provided that the depth of the opening does not exceed 50% of the web depth and is so located that the edges are well clear of cutouts for the passage of local supporting members. -60-
63 Manholes and lightening holes requiring reinforcement may be stiffened as required by Figure , i.e. stiffeners on members contributing to longitudinal strength are to be fitted along the free edges of the openings, parallel to the vertical and horizontal axes of the opening. Stiffeners may be omitted in one direction if the shortest axis is less than 400 mm, and in both directions if the length of both axes is less than 300 mm. Edge reinforcement may be used as an alternative to stiffeners. Alternative stationing of stiffeners Figure Stiffeners or brackets The web depth of stiffeners of primary member webs is not to be less than 75 mm. Where stiffeners are to be provided horizontally and vertically on faceplate, the scantlings of horizontal stiffeners are not to be less than those of vertical ones Section moment of inertia I of vertical stiffeners is not to be less than that obtained from the following formula: I = 0.175( s h ).4 st 3 cm 4 where: h depth of web, in m; s spacing of stiffeners, in m; t thickness of web, in m. In calculation, 1 is to be taken for h/s < 1 and 3.3 for h/s > Sectional moment of inertia I of horizontal stiffeners is not to be less than that obtained from the following formula: For deck, ship side and bottom stringers: For other primary members: I =.85l A cm 4 I = l A cm 4 where: l span of stiffeners, in m; A sectional area of stiffeners with attached plates, in cm Stiffeners are to be provided for large brackets so that the side length of triangles of the brackets without strengthening is not greater than 100 times the thickness of the brackets. Stiffeners are to be parallel to the face plate. The stiffeners adjacent to face plates are to be distant from the face plates for not greater than 30 times the thickness of bracket plating. The spacing of other stiffeners may not be greater than 45 times the thickness of bracket plating. The face plates and stiffeners of brackets are to be appropriately supported against tripping. Where the face plates of brackets are discontinued from those of structural members, both ends of the brackets are to be sniped. -61-
64 The height of bracket stiffeners is not to be less than 75 mm, and the sectional moment of inertia I is specified as follows: For the brackets of centre deck girders, not to be less than: I = 3l A cm 4 For those of other primary members, not to be less than: I = l A cm 4 where: l span of stiffeners, in m; A sectional area of stiffeners with attached plates, in cm. Section 11 STRUCTURAL STRENGTH ASSESSMENT IN RESPECT TO SLOSHING AND IMPACT LOADS General requirements This section applies to the determination of cargo tank sloshing loads and bow impact loads for membrane tank LNG carriers. For the requirements for the structural strength assessment of related areas, refer to the relevant requirements of CCS Guidelines for Direct Strength Analysis of Ship Structure (001) For calculation and structural strength assessment of sloshing loads for tanks other than cargo tanks, refer to PART TWO and PART NINE of CCS Rules for Steel Ships Calculation of sloshing loads The sloshing pressures given in this Section are pressures induced by free movement of the tank liquids as a result of ship motions. The given pressures do not include the effect of impact pressures due to high velocity impacts on boundaries or internal structures of the tank. For calculation of sloshing pressure of cargo tanks with a breadth, b, greater than 0.56B or tanks with a length, l, greater than 0.13L, refer to the relevant requirements of Appendix of this Chapter Sloshing pressure due to longitudinal ship motions (1) The sloshing pressure in way of plane transverse bulkheads due to longitudinal liquid motion, P slh-ln g, for a particular filling height, is to be taken as: 1.7l f L Pslh ln g = ρ glf slh 0.4 (0.39 ) kn/m L 350 where: ρ density of liquid in the tank, in t/m 3, and is not to be taken as less than 0.5; l f length of the cargo tank at considered filling height, in m; -6-
65 h fill f slh 1 (0.7 ) ; h max L length of the ship, in m; h fill filling height, measured from inner bottom, in m; h max maximum tank height excluding small hatchways, measured from inner bottom, in m; g acceleration due to gravity, in 9.81 m/s. () The sloshing pressure due to longitudinal liquid motion, P slh-lng, is to be taken as a constant value over the full tank depth and is to be taken as the greatest of the sloshing pressures calculated for filling heights from 0.10 h max to 0.95 h max, in 0.05 h max increments Sloshing pressure due to transverse ship motions (1) The sloshing pressure in way of inner skin, inner deck, topside tank sloped plating and hopper plating due to transverse liquid motion, P slh-t, for a particular filling height, is to be taken as: P slh b f 0.75 t = 7ρ gf slh ( 0.3) GM kn/m B where: ρ density of liquid in the tank, and is not to be taken as less than 0.5 t/m3; b f cargo tank breath at considered filling height, in m; GM metacentric height, is to be taken as 0.33B for calculation of sloshing pressures in ballast tanks and 0.4B for calculation of sloshing pressures in cargo tanks; h fill f slh 1 (0.7 ) ; h max B moulded breadth, in m; h fill filling height, measured from inner bottom, in m; h max maximum tank height excluding small hatchways, measured from inner bottom, in m; g acceleration due to gravity, in 9.81m/s. () The sloshing pressure due to transverse liquid motion, P slh-t, is to be taken as a constant value over the full tank depth and is to be taken as the greatest of the sloshing pressures calculated for filling heights from 0.10 h max to 0.95 h max, in 0.05 h max increments The minimum sloshing pressure, P slh-min, in cargo tanks is to be taken as 0 kn/m. -63-
66 Bow impact loads The bow impact pressure applies to the side structure in the area forward of 0.1L aft of F.P. and between the static waterline at draught T bal and the highest deck at side The bow impact pressure, P im, is to be taken as: im = 1.05 fimcimvim sinγ wl kn/m P where: f im 0.55 at 0.1L aft of F.P.; 0.9 at 0.015L aft of F.P.; 1.0 at and forward of F.P.; intermediate values to be obtained by linear interpolation; V im impact speed, in m/s, V im = 0.514V fwd sinα wl + L ; V fwd forward speed, in kn, V fwd = 0.75V, but is not to be taken as less than 10; V service speed, in kn; α local waterline angle at the position considered, but is not to be taken as less than 35, see Figure ; γ local bow impact angle measured normal to the shell at the position considered, but is not to be taken as less than 50, see Figure ; c im 1.0 for position between draughts T bal and T sc ; ( h fb h ) cos 90 for position above draught T sc ; h fb h fb vertical distance from the waterline at draught T sc to the highest deck at side, in m, see Figure ; h 0 vertical distance from the waterline at draught T sc, to the position considered, in m, see Figure ; L length of the ship, in m; T sc scantling draught, in m; T bal minimum design draught, in m, for the normal ballast condition; WL j waterline at the position considered, see Figure
67 C WL j αwl Waterline angle Tangent line C C LCL Highest deck Sectioin C-C hfb γwl Flare angle WL j h0 Waterline at Tangent line draught Tsc Figure Definition of Bow Geometry Structural strength assessment criteria Where the ratio between ultimate load-carrying capacity, P CP, of a structure and the abovementioned impact pressures, P i, satisfies the following formula, the structure is regarded as having sufficient anti-impact capacity: P CP P i For plate panel strength analysis, the ultimate load-carrying capacity, P CP, of a panel is obtained from the following formula: P CP = a 3 β 1σ t s 1 ( 1+ 3β 1) N/mm where: σ s material yield strength, in N/mm ; t 1 thickness of plate panel, in mm; a length of the shorter side of the plate panel, in mm; b length of the longer side of the plate panel, in mm; β ratio between panel sides b and a, β = b/a. -65-
68 For framing strength analysis, the ultimate load carrying-capacity, P CP, of a frame is obtained from the following formula: P CP 16σ swt = N/mm al where: σ s material yield strength, in N/mm ; A spacing of longitudinals, in mm; L span of longitudinals, in mm; W T section modulus of longitudinals, in mm
69 Appendix 1 ADDITIONAL REQUIREMENTS FOR LONGITUDINAL BENDING STRENGTH Section 1 WAVE BENDING MOMENT 1.1 Vertical wave bending moment The vertical wave bending moment M V is to be calculated by the following formula: M V = 9.81MKFL B(C b + 0.7) 10 - kn m where: L length of the ship, in m; B breadth of the ship, in m; M distribution factor of bending moment, see..3.1, Section, Chapter of PART TWO of CCS Rules for Steel Ships; C b block coefficient, to be taken as 0.6 when the actual one is less than 0.6; L K = ; F factor, obtained from the following formulae: F = L for L 300 m; F = 9.4 for 300 < L < 350 m; L 350 F = for 350 L 500 m. Section STRESS CALCULATION AND CRITERION.1 Still water bending strength.1.1 The still water bending stresses σ s is to be calculated by the following formula: M s σ s = 10 3 N/mm W V -67-
70 where: M s still water bending moment, in kn m, see.., Chapter of PART TWO of CCS Rules for Steel Ships; M V vertical bending section modulus at upper deck or bottom, in cm³, to be calculated in accordance with the relevant requirements in Section, Chapter of PART TWO of CCS Rules for Steel Ships..1. The permissible still water bending stress [σ s ] at upper deck or keel is 88/K, in N/mm², where K is material factor.. Vertical bending strength for head sea conditions..1 The combined vertical bending stress σ c for head sea conditions is to be calculated by the following formula: σ c = M s + M W V V 10 3 N/mm where: M s, M V same as defined in.1.1; M V vertical wave bending moment, in kn m, see Permissible combined vertical bending stress [σ c ] is 157/K at the upper deck, in N/mm² and 150/K at the keel, in N/mm², where K is referred to in
71 Appendix GUIDANCE ON SLOSHING LOAD ANALYSIS AND PUMP TOWER STRUCTURAL STRENGTH ASSESSMENT Section 1 GENERAL REQUIREMENTS 1.1 Application This Appendix applies to the calculation of sloshing loads for cargo tankers and the pump tower structural strength analysis for membrane tank LNG carriers. 1. Definitions 1..1 Units Measurement units involved in this Appendix are listed in Table Units Table 1..1 No. Name Unit 1 Mass Tonne (t) or kilogram (kg) Length Metre (m) 3 Time Second (s) or millisecond (ms) 4 Force Newton (N) or kilonewton (kn) 5 Stress Newton/millimeter (N/mm ) 6 Pressure Kilonewton/metre (kn/m ) 7 Temperature Degree Celsius ( ) 8 Density Kilogram/metre 3 (kg/m 3 ) 9 Velocity Meter/second (m/s) 10 Acceleration Meter/second (m/s ) 11 Angle Degree (deg) 1 Angular velocity Radian/second (rad/s) 13 Angular acceleration Radian/second (rad/s ) 1.. Definitions of basic variables The definitions of basic variables in this Appendix are shown in Table 1... Definitions of Basic Variable Table 1.. No. Variables Definition Unit or remarks 1 L Length m B Breath m 3 D Moulded depth m 4 d Draught m 5 C b Block coefficient 6 V Speed kn 7 g Acceleration due to gravity 9.81m/s 8 ρ Density kg/m 3 9 E Modulus of elasticity of material N/mm 10 k Material conversion factor 11 k s Material state conversion factor 1 Σ Normal stress N/mm 13 τ Shear stress N/mm -69-
72 1..3 Definitions of structural configurations and geometric parameters of cargo tanks The terms of main structural configurations of cargo tanks are defined in Figure 1..3(1). Inner Deck Trunk Deck Pump Tower Tank Top Insulation Tank Bottom Inner Bottom Hull Bottom Figure 1..3(1) Terms of Structural Configurations of Cargo Tanks The basic geometric parameters of cargo tanks are defined in Figure 1..3() and Table l аu bf hu hf h аl hl b Figure 1..3() Main Geometric Parameters of Cargo Tanks -70-
73 Definitions of Geometric Parameters of Cargo Tanks Table 1..3 No. Variable Definition Unit 1 l Length m b Breadth m 3 h Depth m 4 h f Filling height m 5 b f Free surface breadth m 6 h u Upper chamfer height m 7 α u Upper chamfer angle deg 8 h l Lower chamfer height m 9 α l Lower chamfer angle deg The terms of main structural members of the pump tower are defined in Figure 1..3(3). Aft Trans. BHD y Discharge Pipe Filling Pipe Connecting Bar o x Bow Emergency Pipe Brace Figure 1..3(3) Terms of Main Structural Members of Pump Tower 1..4 Definitions of coordinates A right-hand coordinate system is used for the purpose of this Appendix. As only relative distances are calculated along the longitudinal axis, the origin of the coordinate system is not specified here. Definitions of the axes are as follows and as in Figure 1..4: x: along the direction of length of the ship, positive to bow; y: along the direction of breadth of the ship, positive from longitudinal centerline to port; z: along the direction of moulded depth of the ship, positive from baseline up. Z Y X Bottom base plane Figure 1..4 Definitions of Coordinates -71-
74 The directions and terms of ship motions in six degrees of freedom are defined in Table 1..4 according to the coordinate system and directions as defined above. Directions and Definitions of Ship Motion in Six Degrees of Freedom Table 1..4 Direction Symbol Ship motion Displacement Velocity Acceleration Symbol Unit Symbol Unit Symbol Unit X axis ξ 1 Surge ξ 1 m ξ 1 m/s ξ 1 m/s θ 1 Roll θ 1 rad θ 1 rad/s θ 1 rad/s Y axis ξ Sway ξ m ξ m/s ξ m/s θ Pitch θ rad θ rad/s θ rad/s Z axis ξ 3 Heave ξ 3 m ξ 3 m/s ξ 3 m/s θ 3 Yaw θ 3 rad θ 3 rad/s θ 3 rad/s 1.3 Plans and documents The plans and documents required for the calculation and analysis of sloshing and pump tower are mainly as follows: General arrangement; Lines and offsets; Loading manual; Typical cross section; Basic structure and description of cargo containment system; Pump tower arrangement; Basic structures of pump tower; Structure of pump tower foundation; Overall dimensions of pump tower foundation; Conditions of specific sea areas. Section LOADING CONDITIONS.1 Overview The sloshing motion in a cargo tank is affected by ship motions and the location, filling level and shape of the tank. LNG carriers usually have 4 to 5 cargo tanks. Among all the tanks, No.1 tank is the most distant from the center of ship motions and smaller than the other tanks due to the effect of ship lines, so this tank does not have the highest sloshing motion. The other No., 3, 4 and 5 cargo tanks are similar in size, No., 3 and 4 tanks being almost the same in size while No.5 tank a little smaller. In most cases, the No. tank is considered to have the highest sloshing motion due to its size and distance from the center of ship motions. Therefore the calculation and analysis of sloshing and pump tower is to be carried out for the No. tank. For LNG carriers of special designs, however, one or more tanks may be considered in terms of their size and distance from the center of ship motions if it is impossible to determine which tank has the highest sloshing motion. -7-
75 . Filling levels Cargo tank filling level is an important factor affecting the sloshing motion. In actual loading conditions, control of cargo tank filling level is usually used as a means to restrict cargo sloshing motion and reduce sloshing impact strength, thereby ensuring the safety of cargo tank structure and equipment. In this Appendix, the filling levels required for the analysis are listed as follows: Filling levels required by the loading manual; Typical filling levels: 5%l, 10%l, 70%h, 80%h, 95%h; Partial filling levels: 5%h, 30%h, 40%h, 50%h, 60%h..3 Loading conditions Ship motions are also an important factor affecting the sloshing motion. In addition to the main dimensions and lines of the ship, the draught, metacentric height and the center of ship motions the carrier are also important parameters for seakeeping analysis. Filling levels are different for each loading condition. Generally, loading conditions at low draught are used for low filling levels and loading conditions at deep draught for high filling levels. In this Appendix, the following two loading conditions are used for high and low filling levels, as shown in Table.3: Filling levels higher than or equal to 50% h: Full load condition at arrival; Filling levels lower than 50% h: Ballast condition at arrival. No. Loading condition 1 Full load at arrival Ballast load at arrival Filling Levels Corresponding to Loading Conditions Table.3 Filling level Loading manual Typical Partial Filling levels higher than or equal to 50%h Filling levels lower than or equal to 50%h 70%h, 80%h, 95%h 50%h, 60%h 5%l, 10%l 5%h, 30%h, 40%h, 50%h.4 Dominant load parameters for sloshing motion Dynamic load approach is used for analysis in this Guidance to select ship motions having the heaviest effects on sloshing motion. Dominant load parameters are determined as follows: (1) Transverse motion roll motion, θ 1 transverse acceleration, -73-
76 ξ + gθ 1 (Z CT Z G ) θ 1 () longitudinal motion pitch motion, θ transverse acceleration, ξ 1 gθ + (Z CT Z G ) θ where: Z CT, in m, is the distance between the center of tank considered and the baseline; Z G, in m, is the distance between the ship s center of gravity and the baseline, in m. The definitions of other parameters are as specified above. Section 3 ENVIRONMENTAL CONDITIONS 3.1 Unresricted service Enviromental data Environmental conditions for LNG carriers are normally required as follows: unresricted service; North Atlantic wave condition once in every 0 years. The North Atlantic wave data used are taken from the Wave Scatter Diagram of North Atlantic in IACS Rec. No34 (see Table 3.1.), where T z is zero-crossing period, in s; H s is significant wave height (1/3 height), in m. This wave scatter diagram is based on the number of occurrences among 100,000 occasions, which represents a 0 years period Wave Spectrum The two-parameter Bretschneider spectrum S (ω) is used for the unrestricted service, as provided by IACS Recommendation No. 34, and the wave spectrum function is given by: 4 1.5ω p H s e S( ω) = 5 4ω ω p 1.5 ω 4 where: S(ω) wave energy density in m /s; Ω angular frequency, in rad/s; ω p peak frequency, in rad/s, ω p = π/t p. -74-
77 Wave Scatter Diagram of North Atlantic Recommended by IACS Table 3.1. T z (sec) H s (m) SUM SUM Analysis method The long-term extreme value prediction method is used for the unrestricted service. At a given probability level, long-term extreme values of the dominant load parameters corresponding to this probability level are determined. Specifically, the long-term extreme values are calculated by first combining the short-term predictions into the long term predictions. 3. Specific service 3..1 Environmental data For LNG carriers intended to be partially loaded, sea conditions for the specific service area are generally to be analyzed by means of a wave scatter diagram for this area. 3.. Wave spectrum A JONSWAP function S (ω) is used for the specific service: αg S( ω) = 5 ω 5 ω p exp 4 ω 4 r 1 ω ω p exp σ ω p where: S (ω) wave energy density in m /s; Ω angular frequency, in rad/s; -75-
78 ω p peak frequency, in rad/s, ω p = π/t p ; r peak rise factor; σ peak shape factor; α dimensionless constant Analysis method A method of short-term value prediction is used for the specific service. At a given probability level, the sea condition corresponding to this level and having the highest wave height is to be obtained. The short-term extreme values are calculated based on this sea condition. Section 4 EQUIVALENT WAVE APPROACH FOR SLOSHING MOTION 4.1 Definitions Figure 4.1 shows a plane motion coordinate system XOY for a ship. The origin O is located at the ship s center of gravity, the x-axis is on the centerline and positive toward the bow, and the y-axis is positive to port. In the Figure, β is wave heading angle, 0 for head sea and 180 for following sea; λ is the length of equivalent wave; H w is the height of equivalent wave; V is ship motion velocity; L crest is the equivalent longitudinal distance between the wave crest and the origin; and H crest is the equivalent transverse distance between the wave crest and the origin. Y Wave crest Wave direction Hcrest λ Hw O β V X Lcrest Figure 4.1 Equivalent Wave and Ship Motion Coordinate System -76-
79 In the coordinate system, sinusoidal equivalent wave is calculated by: A = a w sin(ω e t + ε) where: a w wave amplitude; ω e encounter frequency, in rad/s; ε phase angle, in rad. Relations among wave parameters taking into account of the gravity are: T = ω g π / ω, ωe = ω + V cos β, Te = π / ωe, λ = (πg ) / ωe where: ω frequency, inherent of the wave, irrelevant with ship motion and preset for the calculation; T e encounter period. Distances, L crest and H crest, between the equivalent wave crest and the origin are: λε L crest, H π cos β = crest = λε π sin β 4. Determination of critical sloshing domain With response amplitude operators of dominant load parameters that are calculated from the seakeeping analysis, the critical sloshing domain is defined on the frequency (ω) heading (β) plane. Head sea Quarter head sea Quarter head sea Fore beam sea Aft bean sea Fore beam sea Aft bean sea Quarter following sea Quarter following sea Head sea Figure 4. Distribution of Wave Heading Angles around the Girth of the Ship -77-
80 Figure 4. shows the distribution of wave heading angles around the girth of the ship. The wave period is longer than ship motion period, so if the wave encounter period reduces to the proximity of ship motion period, it will heavily affect ship motions. As shown in the Figure, fore beam sea has the most severe effects on the transverse ship motion while head sea has the most severe effects on the longitudinal ship motion. Hence, the following three principles are to be complied with in determining the critical sloshing domain: the response amplitude operator has the maximum value; the encounter period is in proximity to the sloshing motion period; the wave heading angle is within the range of maximum effects. Based on the above principles, conditions for determining a critical sloshing domain are indicated in Table 4. below. Conditions for Determining a Critical Sloshing Domain Table 4. No. Motion Formula for the conditions Remarks 1 Transverse motion Longitudinal motion T y - T e <0.3T y where T y and T e are transverse sloshing motion period and wave encounter period respectively RAO(β,ω)>0.7Max[RAO(β,ω)] 60 β 90 where the response amplitude operator is corresponding to the dominant load parameter taking into account beam sea T x - T e <0.3T x where T x and T e are longitudinal sloshing motion period and wave encounter period respectively RAO(β,ω)>0.7Max[RAO(β,ω)] 0 β 30 where the response amplitude operator is corresponding to the dominant load parameter taking into account head sea In the above Table 4., the transverse and longitudinal sloshing motion periods T y and T x are: T y = 4πb πh g tanh b f f f, T x = 4πl πh g tanh l f 4.3 Parameters relating to equivalent wave system Wave amplitude The equivalent wave amplitude is to be determined by the extreme value of a dominant load parameter and the maximum response amplitude operators of the dominant load parameter in the critical sloshing domain. For a dominant load parameter, a w is given by: a w MPEV ( β M, ωm ) =, ( β, ω) CSD Max [ RAO( β, ω) ] -78-
81 where: MPEV is the maximum value of the dominant load parameter at a probability level; response amplitude operators (β, ω) are the set of all dominant load parameters as required within the critical sloshing domain; β M and ω M are the wave heading angle and the wave frequency respectively corresponding to the maximum response amplitude operator Wave length, frequency and phase While calculating the maximum response amplitude operator of a dominant load parameter using the above methods, the wave heading angle, wave frequency and phase at such amplitude, i.e., β M, ω M and ε M (β M, ω M ), may also be obtained. In practical situations, the wave encounter frequency ω em is calculated as follows, considering the relative motions of the ship to waves: ω em = ω M M ω + g V cos β M Length λ M of the equivalent wave obtained from the wave frequency is: ( π ) / em λ M = g ω Wave crest position With the wave heading angle, phase and wave length determined, the equivalent distances between the wave crest and the origin corresponding to the dominant load parameter, L M and H M, are calculated by: = λ ε M M L M H M π cos β M, = λm ε M π sin β M 4.4 Other motion parameters and load components Based on the aforementioned process, the equivalent wave corresponding to a dominant load parameter in the critical sloshing domain is determined using the following equation: A M w M M ( ω t ε ) = a ( β, ω ) sin + em M Thus, motion and load components in this condition are given by: M i i w M M ( ω t ε ) = RAO a ( β, ω ) sin + em i where: M i motion and load components; i and ε i response amplitude operator and phase at wave heading angle β M and frequency ω M. 4.5 Parameter setting -79-
82 In relevant calculations, the wave heading angle and frequency considered are generally to be determined in the first place as follows: (1) Wave heading angle The wave heading angles to be considered in the calculation are to be set within the range of 0 to 180, at an interval of 15. () Frequency The frequency to be considered in the calculation is to cover all the periods in the wave scatter diagram, and generally within 0.1 (rad/s) to 1.8 ( rad/s), at an interval of 0.05 (rad/s). Section 5 SLOSHING LOAD CALCULATION 5.1 Basic assumptions The improved VOF (volume of fluid) method based on certain element parameters is used in this Section for direct calculation of sloshing loads of cargo tanks of LNG carrier, in association with the following assumptions: 1) the fluid is non-compressible and viscous; ) free surface exists in fluid motion and no loss of fluid in tanks occurs during the motion; 3) temperature change is not taken into consideration. Z 0 z y g y, z O (y o, z o ) θ O0 Y 0 Figure 5.1 Two-Dimensional Coordinate System 5. Basic theoretical formulae Coordinate systems are established for a two-dimensional space (x, y), as shown in Figure 5.1, where O o Y o Z o is a permanent coordinate system fixed on earth, oyz is a coordinate system of motions fixed.. on cargo tank boundary; ( yo ( t), zo ( t), θ (t), θ ( t) and ( y o ( t), z o ( t) are respectively the position, angle, angular velocity and linear acceleration of the coordinate system of motions relative to the permanent coordinate system; ρ is the fluid density, v the viscosity coefficient of motions, and g the acceleration due to gravity
83 -81- It is to be noticed that all units in this Appendix are in the international system of units. Angles are anticlockwise positive. The following equations are based on basic principles of non-compressible fluid dynamics: (1) Equation of continuity = 0 + z v y u where u and v are the velocities of fluid motion along y and z axis direction respectively in the oyz coordinate system of motions. () Equation of momentum convection + + = = + + z v y v z P F z v v y v u t v z u y u y P F z u v y u u t u z y ν ν where P is fluid pressure; F y and F z are generalized forces of the fluid, calculated by: + = + + = z u y z g F y v z y g F o z o y cos sin θ θ θ θ θ θ θ θ Fluid pressure P is given by the following equation: S P z P y P = + where: + + = z D y D t D Q S P ν, ) ( ) ( ) ( z v z y uv y u Q + + =, z v y u D + =. (3) Governing equation for volume fraction
84 VOF method is used to track the free surface and the volume fraction, F, is introduced. When F = 1, the element is filled up by fluid; when F = 0, the element is empty. The shape of the free boundary can be obtained by using F gradient and the values of elements. F is given by the following governing equation: F t F + u y F + v z = 0 (4) Boundary conditions z Γ f V n V c Γ r o Figure 5. Boundary Conditions y For boundary conditions of sloshing as shown in Figure 5., the following equation is used for free surface boundary Γ f : V t n Vc + n = 0 where: V n and V c are normal and tangential fluid velocities respectively. ν Vn p P + = 0 n ρ where: P and p 0 are pressures of fluid and atmosphere on free surface respectively. For fixed boundary Γ r with conditions: V n = 0 For fixed boundary with a non-sliding condition: V c = General numerical - processing -8-
85 p.f v u λl λu λ λr λd Figure 5.3 Mesh Arrangement and Definitions of Variables Associated with Improved VOF The staggered grid is adopted for the discretization of the governing equations, with pressure p and volume fraction F being defined at the cell centre, and velocities defined at the centre of cell sides, see Figure 5.3. The two-step projection method is used to determine pressure and velocity fields. The finite difference method is employed to discretize the equations and achieve uniform cells, where the central difference method is used for the discretization of pressure gradient p and diffusion term µ u ρ, and the hybrid method of upwind scheme and central difference is applied for the strong nonlinear convection term ( uu ) to secure the stability and precision. In order to precisely describe the time-changing characteristic of the volume fraction, an improved donor-acceptor cell method is adopted for the discretization of volume fraction convection equations. In order to more precisely describe the changes of velocity u and volume fraction F, the area aperture ratio, i.e. the ratio of aperture of the side to the area of the side is introduced besides the volume aperture ratio λ i, j (the ratio of aperture of the cell to the volume of the cell). λ l, λ r, λ u, λ d are defined as the area aperture ratios of left, right, upper and lower sides respectively, see Figure 5.3. The area aperture ratio is introduced to more precisely describe the position and face orientation of the solid in the cell. The equations are discretized as follows with the area and volume aperture ratios being taken into account: Momentum equation: Volume fraction 体积分数输运方程 convection equation: n 1 n 1 n 1 n 1 u + i 1/, jλr u + i 1/, jλl v + i, j 1/ λu v i, j 1/ λd + = 0 y z 1 1 F λr F λ n n r l l F λ u u F λ d d F + = F + λ + i, j y z The discretization of the momentum equation is not changed, where F is the area aperture ratio of volume fractions of cell sides. -83-
.")

86 5.4 Program in use The improved VOF method and hybrid free surface side velocities are adopted in developing the sloshing calculation program SloshingD for tanks, as shown in Figure 5.4(1). Grids in way of topside and hopper tanks are processed in the improved VOF to describe the actual positions of topside and hopper tanks more precisely. The VOF model and grid cells distribution are shown in Figure 5.4() while detailed procedures may be referred to in the relevant program manual. Figure 5.4 (1) SloshingD Calculation Program Figure 5.4() SloshingD - Grid Cells in Calculation -84-
87 Section 6 STRUCTURAL ANALYSIS OF PUMP TOWER 6.1 Pump tower structures (1) Primary structures The integral tank structure and pump tower structure of LNG carriers are shown in Figures 1..3(1) and 1..3(3). The following structural components of the pump tower are to be taken into account for structural strength FE analysis: left/right discharge pipes; emergency pipe; filling pipe; brace; filling pipe and emergency pipe connecting bar; pump tower foundation; pumps. () Material The pump tower is generally made of 300 series stainless steel. The physical properties of the common stainless steel 304L are given in Figure 6.1. Properties of Stainless Steel 304L Table 6.1 No. Item Property 1 Yield strength 170 MPa at room temperature 00 MPa at -30 o 77 MPa and -160 o Tensile strength 485 MPa at room temperature 3 Elastic modulus 193 GPa 4 Poisson ratio Thermal expansion coefficient / 6 Reference temperature 0 6. Basic model (1) Coordinate system The coordinate system for pump tower finite element models is as shown in Figure 6.1. It is a righthand Cartesian coordinate system whose origin is located at the emergency pipe centerline. The x-axis is positive toward the bow, the y-axis is positive to port, and the z-axis is positive upward. Figure 6.1 also shows a right-hand local Cartesian coordinate system for element whose origin is located at a node. The x-axis is along the element axis toward another node and the y-axis is normal to the element plane toward the outside. -85-
88 y o x o y x x y o Local xoy coordinate system for element Figure 6.1 Local Coordinate System for Element () Finite elements The element types of pump tower components are to be in accordance with the types given in Table 6., based on structural features of the pump tower. Finite Element Types Table 6. No Structural component Feature Element type 1 Left/right discharge pipe, emergency pipe, filling pipe and brace Filling pipe and emergency pipe connecting bar Circular piping structure Rigid connection Beam element Rigid rod element 3 Foundation Similar to I shape beam structure Beam element 4 Pumps Cylindrical structure Beam element Figure 6.(1) Pump Tower Structure (3) Basic modeling principles -86-
89 As indicated in Table 6., the components of the entire pump tower structure are divided into four categories which are, according to their different characteristics, addressed by different finite elements. In general, the following principles and methods are applicable to the finite element modeling of these structural components: W=860mm t=18mm t=0mm H=88mm t=18mm Figure 6.() I Shape Beam Structure of Pump Foundation for circular piping structures including left/right discharge pipes, emergency pipe, filling pipe and brace members, the FE nodes are the joint nodes; the pump tower foundation structure is a complicated combination of structural members, which is simulated by a I shape beam element, as indicated in Figure 6.(). Face and web plates of the I shape beam are determined by the scantlings of pump tower foundation plates and connecting brackets. The shape parameters of the cross section of the I shape beam in the Figure are obtained from the standard design of pump tower foundation of normal LNG carriers; normally the pump tower is provided with two pumps, as shown in Figure 6.(3). Pumps are mechanical installations the main body of which is a cylinder, connected at the upper part by the pump pipe to the discharge pipe while the lower part is fixed on the pump tower foundation. To investigate the effects of pumps on the pump tower, a cylindrical shell element having the same diameter, height and weight as those of the pump is employed to represent the pump, as shown in Figure 6.(3). D t Equivalent cylindrical shell pump H Figure 6.(3) Pump and Equivalent Cylindrical Shell -87-
90 The basic formula for determining the thickness of the equivalent cylindrical shell is: t = D πρhd 4W 4πρH where: t thickness of the equivalent cylindrical shell, in mm; D pump diameter, in mm; H pump height, in mm; W pump weight, in kg; ρ pump density, in kg/mm Boundary conditions (1) Top For the top structure of pump tower, as shown in Figure 6.3(1), primary consideration is to be giving to the boundary conditions of the nodes (i.e. 1,, 3, 4, 5, 6, 7 and 8) on the trunk deck and inner skin deck at top. It is to be noticed that a node is also to be arranged at the height of inner skin deck in setting up the FE model. The boundary conditions for displacement of such nodes are specified in Table 6.3(1) in accordance with the different characteristics of the support provided to the pump tower top structure respectively by the two main cargo containment systems (Mark III and No. 96 types) of the LNG carrier. Boundary Conditions of Pump Tower Top Nodes Displacement Table 6.3(1) No. Nodes for Mark III type Nodes for No. 96 type Displacement 1,,3, 4 5, 6, 7, 8 1,, 3, 4 5, 6, 7, 8 1 Translation Fixed Fixed Fixed X axis Rotation 3 Translation Fixed Fixed Fixed Y axis 4 Rotation 5 Translation Fixed Fixed Z axis 6 Rotation Fixed Fixed Note: indicates the free motion of the nodes. () Bottom The whole pump tower structure is assembled on the foundation and connected to the inner skin structure of the LNG carrier by means of a sliding support at the foundation center which can slide up and down in the vertical direction, as shown in Figure 6.3(1). The boundary conditions for displacement of node 1 at the foundation of the pump tower FE model are the same for the two main cargo containment systems (Mark III and No. 96 types) of the LNG carrier, as specified in Table 6.3(). -88-

91 Figure 6.3(1) Pump Tower Structural Model and Nodes Boundary Conditions of Pump Tower Foundation Node Displacement Table 6.3() Mark III type No.96 type No. Displacement Node 1 1 Translation Fixed X axis Rotation Fixed 3 Translation Fixed Y axis 4 Rotation Fixed 5 Translation Z axis 6 Rotation Fixed Note: indicates the free motion of the node. (3) Internal nodes Figure 6.3() Transverse Joints of Pump Tower Top Structure -89-
92 1 Free motion 0 z y x Multi-node constraint Figure 6.3(3) MPC Adopted at the Ends of Sliding Joints Displacement in six degrees of freedom is adopted for normal connecting nodes between pump tower finite elements. However, the transverse connecting bar in way of the pump tower top structure as shown in Figure 6.3() has sliding joints at the ends, so the axial motion is free while radial motion is constrained. This end joint type may be specially dealt with. 6.4 Loads (1) Sloshing loads The hydrodynamic load on the pump tower due to the sloshing motion is similar to the load on offshore structure pipe joints, which can be estimated by the Morison formula widely used in offshore structure wave load calculation. The Morison force consists mainly of two parts: 1. the inertia force, which is proportional to the acceleration of the fluid particle at the location of the pump tower. the drag force that is proportional to the square of the fluid velocity. The liquid velocity and acceleration along the centerline of the pump tower can be obtained by means of a dedicated sloshing calculation program. The sloshing-induced loads on the pump tower are evaluated mainly by the parameters of the two motions, namely the Morison force. The Morison force acting on the pump tower is given by the following formula according to the sloshing motion at pump tower center: F M 1 π = ρcd U ( z) U ( z) D + ρc 4 m a( z) D where: F M Morison force, in N/m; ρ fluid density, in kg/m 3 ; U(z) liquid velocity in the pump tower pipe centerline normal to the member, in m/s; a(z) liquid acceleration in the pump tower pipe centerline normal to the member, in m/s ; D diameter of transverse section of pump tower, in m; C m inertia coefficient of Morison, normally taken as.0; C d drag coefficient of Morison, taken as 1. considering the surface change at low filling level and complexity of the pump tower structure. -90-
93 Morison force is exerted per unit length along the length of the structural member, and is also related with the liquid velocity and acceleration in the vertical direction. Hence the change of Morison force along the length and vertical direction of the member is to be taken into account in loading the FE model. The combined Morison force F l acting on a structural member of the length of l is: F l 1 π l = ρcd U ( z) U ( z) D + ρcm a( z) D dl 0 4 () Thermal loads For the pump tower structure, thermal stresses induced by temperature changes must be taken into account due to the great temperature difference between top and bottom within tanks of a LNG carrier. For cargo tanks of LNG carriers in general, the temperature is assumed to be -163 C from the bottom to the free surface of the liquid, -30 C above the tank top and linearly distributed from -163 C at the free surface to -30 C at the tank top. In this Appendix, temperature distribution along the pump tower centerline is specified in Figure 6.4. Temperature ( ) Tank bottom Free surface Tank top Expansion deck Heightm Figure 6.4 Temperature Distribution inside Cargo Tank The temperature at the point z along the height of the pump tower is given by: 163, z h1 z h 1 T ( z) = , h < z h h h 1 30, z > h where: T(z) temperature at point z, in ; Z height of the point considered, in m; h 1 height of the free surface of liquid, in m; h height of inner skin deck (tank top), in m. (3) Inertia forces 1-91-
94 The inertia forces applied to the pump tower due to ship motion and gravity are to be considered in the FE model. Inertia accelerations are given by: a a a x y z = ξ1 = ξ + = ξ 3 ( y y ) C G θ 3 + ( zc zg ) ( x x ) C G θ3 ( zc zg ) ( x x ) θ + ( y y ) C G C G θ gθ θ + gθ 1 θ g where: a x, a y and a z inertia accelerations of the pump tower along X, Y and Z axes, in m/s ; x C, y C and z C coordinates of the point considered, in m; x G, y G and z G the coordinate of the ship s center of gravity, in m. 1 1 Section 7 STRENGTH CRITERIA 7.1 General (1) Stresses In this Appendix, the yield strength and buckling strength of the tubular elements and the punching shear strength in way of the joints are checked for the pump tower structure. Primarily, the following five stresses on the tubular elements are considered: axial compressive stress σ a ; axial tensile stress σ T ; normal axial stress σ N ; in-plane bending stress σ I ; out-of-plane bending stress σ O. () Basic variables Figure 7.1(1) shows the geometry of a typical pipe joint. The thick pipe is the chord while the thin one is the brace. Relevant parameters are given in Table 7.1(1). d T t δ θ D Figure 7.1(1) Typical Tubular Joint -9-
95 Parameters Table 7.1(1) No. Variable Definition Unit 1 l Length without brace mm r Radius of gyration mm 3 θ Brace angle measured from chord deg 4 t Brace thickness mm 5 T Chord wall thickness mm 6 δ Clearance mm 7 d Brace diameter mm 8 D Chord diameter mm 9 K Effective length factor, 1.0 for chords and 0.8 for braces 10 λ 1 Ratio of chord outer diameter to chord thickness, i.e. d/t or D/T 11 E Elastic modulus N/mm 1 τ a Normal shear stress considered N/mm 13 τ I Inner shear stress considered N/mm 14 τ O Outer shear stress considered N/mm 15 [σ] a Permissible axial compressive stress N/mm 16 [σ] T Permissible axial tensile stress N/mm 17 [σ] b Permissible bending stress N/mm 18 [τ] a Permissible normal shear stress N/mm 19 [τ] I Permissible inner shear stress N/mm 0 [τ] O Permissible outer shear stress N/mm 1 [σ] e Euler stress N/mm f a Chord normal shear stress N/mm 3 f I Chord inner shear stress N/mm 4 f O Chord outer shear stress N/mm 5 f a Brace normal shear stress N/mm 6 f I Brace inner shear stress N/mm 7 f O Brace outer shear stress N/mm 8 ks = [σ]/35 N/mm 9 Η = t/t 30 μ = d/d 31 γ = D/(T) 3 λ = Kl/r where [σ] is the yield strength of the material, in N/mm. (3) Pipe joints Typical types of pipe joints of the pump tower are shown in Table 7.1(). Strength check is to be carried out according to different types. First the relationship between the chord and braces (e.g. the geometries and relative locations) is to be determined according to the joint structure. The type of the joint is then to be determined in accordance with the following Figure, based primarily on the magnitude and direction of loads applied on the joint ends. Finally, the yield strength, buckling strength and punching shear strength of the joint structure are to be checked using the conditions so determined. -93-






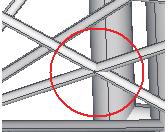
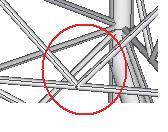
96 No. Typical Tubular Joint Types for Pump Tower Table 7.1() Typical joint 1 Description 1 Emergency pipe and brace intersections; Pipe joints classified as K, T & Y types; 3 Check of compressive bending strength, tensile bending strength and punching shear strength Discharge pipe and brace intersections; Pipe joints classified as K, T & Y types; 3 Check of compressive bending strength, tensile bending strength and punching shear strength brace intersections; Check of compressive bending strength and tensile bending strength
97 The pipe joint types given in the Table are as defined in Figure 7.1(). P 1 P 1 K T&Y P θ T θ K 0.9 P 1 sinθ/p P 1 sinθ/p 1.1 P P 1 50%K, 50%T&Y P K θ P 0.9 P 1 sinθ/p 1.1 P 1 P 1 K K θ 1 θ 1 K θ 3 θ 3 P K K P 3 P P 1 sinθ 1 /P 3 sinθ (P 1 sinθ 1 +P 3 sinθ 3 )/P 1.1 Figure 7.1() Definitions of Pipe Joint Types -95-
98 7. Yield strength and buckling strength (1) Permissible stresses E For λ1 60, C = and the permissible axial compressive stress is given by: k S [ σ ] λ k S C, λ 3 < C λ λ C C 70 E, λ C λ = a k For λ1 > 60 and S λ1 1/ 4 ( λ1 ) 1, E permissible axial compressive stress is given by: E C = and the k S 4 ( λ 1/ ) 1 [ σ ] 1/ 4 λ 4 ks ( λ1 ) C, λ 3 < C λ λ C C 70 E, λ C λ = a k For λ1 > 60 and S λ1 1/ 4 ( λ1 ) 1, C = λ1 and the permissible axial E compressive stress is given by: [ σ ] a E λ λ C 1, λ 3 < = λ λ C C 70 E, λ C λ C The permissible axial tensile stress is given by: [ σ ] T = 1916kS -96-
99 The permissible bending stress is given by: [ σ ] Euler stress is given by: b ks, λ1 ks ksλ = 68.4 ks, λ1 E ks ks ksλ ks, λ E k 70 λ [ σ ] e = () Criteria for axial compressive strength and bending strength σ a For [ σ ] a > 0.15, the following formulae are to be satisfied: S σ a For 0.15 [ ] σ a ([ ] 0.4 e ) ([ ] a ) [ ] σ σ σ σ + σ a + [ σ ] σ σ σ a e b σ σ a I + σ O [ σ ] [ σ ] a b a I O, the following formulae are to be satisfied: 1 σ a σ I + σ O + 1 [ σ ] [ σ ] a b (3) Axial tensile and bending strength criteria The following formulae are to be satisfied: σ T σ I + σ O + 1 [ σ ] [ σ ] T b -97-
100 7.3 Punching shear strength (1) Permissible shear stress The permissible normal shear stress is given by: [ τ ] a ( f + f f ) γ a I k O = 53CQ S ks γ The permissible in-plane shear stress is given by: [ τ ] ( f + f f ) γ a I k O I = 53CQ S The permissible out-of-plane shear stress is given by: [ τ ] ( f + f f ) γ a I k O O = 53CQ S The coefficient C Q in the above formulae is as specified in Table 7.3. ks γ ks γ Coefficient C Q Table 7.3 Type K T&Y Axial tension/compression γ 0 γ> δ 0. 4δ µ T µ D µ In-plane µ Bending O u t - o f - plane μ> 0.6 μ 0.6 µ ( µ ) µ µ -98-
101 () Shear stress considered: The normal shear stress considered is given by: τ a = η f sinθ a The in-plane shear stress considered is given by: τ I = η f sinθ I The out-of-plane shear stress considered is given by: τ O = η f sinθ O (3) Punching shear strength The following formulae are to be satisfied: τ I τ O + [ τ ] [ τ ] 1.0 I O τ a τ arcsin I τ O [ τ ] π [ τ ] [ τ ] a I O Reference: API, RECOMMENDED PRACTICE A-WSD -99-
102 CHAPTER 4 STRUCTURAL STRENGTH ASSESSMENT OF DIRECT CALCULATION Section 1 GENERAL PROVISIONS General requirements This Chapter applies to direct analysis and assessment of hull structures within the cargo tank region for the purpose of strength verification of primary hull members in the region in respect to their scantlings, including supporting members of the cargo containment system. However, the design, manufacture and installation of the cargo containment system itself are not covered Hull structural members are to be sized and arranged compliance with Chapter 3 of the Guidelines, and relevant requirements of CCS Rules for Liquefied Gas Carriers and CCS Rules for Steel Ships The programs used for direct calculation are to be recognized ones in the Industry Documents to be submitted for approval Drawings used for calculation and a list of the drawings Calculation report, at least including detailed description of the following: (1) structural model for calculation; () design loads and load combinations; (3) extent, mesh size, and element types of structural model; (4) boundary conditions; (5) other input data; (6) calculation results in various conditions: 1 deformation results and diagrams; stress calculation and panel buckling check results and corresponding contours; 3 results of check according to criteria and summary report; (7) assessment of structural alteration, if any; (8) electronic files of the above documents Definitions Units -100-
103 Mass: tonne (t); Length: metre (m); Time: second (s); Force: newton (N) or kilonewton (kn); Stress: newton/millimeter (N/mm ) or newton/meter (N/m ); Pressure: kilonewton/meter (kn/m ) or megapascal (MPa) Symbols (unless otherwise specified): L length of ship, in m, as defined in Section 1, Chapter 1 of PART TWO of CCS Rules for Steel Ships; B breadth of ship, in m, as defined in Section 1, Chapter 1 of PART TWO of CCS Rules for Steel Ships; D moulded depth, in m, as defined in Section 1, Chapter 1 of PART TWO of CCS Rules for Steel Ships; d draught, in m, as defined in Section 1, Chapter 1 of PART TWO of CCS Rules for Steel Ships; C b block coefficient, as defined in Section 1, Chapter 1 of PART TWO of CCS Rules for Steel Ships, but not to be taken less than 0.6; V speed, in kn; g gravitational acceleration, g = 9.81 m/s ; C w wave coefficient, as C defined in Section, Chapter of PART TWO of CCS Rules for Steel Ships; ρ w seawater density, being 1.05 t/m 3 ; ρ LNG liquefied natural gas density, being 0.55 t/m 3 ; ρ liquid density, taken as ρ w or ρ LNG as applicable; σ x stress of element in x direction, in N/mm ; σ y stress of element in y direction, in N/mm ; τ xy shear stress of element in xy planes, in N/mm ; σ l stress in longitudinal direction of hull girder, in N/mm ; σ w stress in transverse or vertical direction of hull girder, in N/mm ; τ average shear stress over full depth of the web, in N/mm ; σ e equivalent stress of plate element (i.e. von Mises stress), in N/mm, σ σ + σ σ σ + e =, based on membrane stresses at element centroid; x y x y 3τ xy σ rod axial stress of rod element or normal stress of beam element, not including bending stress component, in N/mm ; σ y yield stress of material, in N/mm ; K material factor, as defined in Section 5, Chapter 1 of PART TWO of CCS Rules for Steel Ships; E elastic modulus of material, E = N/mm or E = N/m for steel; ν Poisson s ratio of material, ν = 0.3 for steel
104 Coordinate system Unless otherwise specified, a right-hand coordinate system is used for the purpose of this Chapter: x axis: along longitudinal direction of hull, positive to bow; y axis: along transverse direction of hull, positive longitudinal centerline to port; z axis: along vertical direction of hull, positive from baseline up. Section LOADS 4..1 General requirements In the assessment of the structural strength, all load components with respect to the hull girder bending moment, liquid pressure inside and outside of tanks and other local pressures, as well as inertia forces due to ship s motions are to be taken into account When longitudinal bending moment, hydrodynamic pressures (external) and inertia forces and added pressure heads (internal) are to be obtained by direct calculation, recognized theories and application programs are to be used for the calculation. 4.. Static loads Hull girder still water bending moment M sw is covered in.. of PART TWO of CCS Rules for Steel Ships. Unless otherwise specified, loading patterns are to be considered according to Table Wave loads Longitudinal vertical wave bending moment (1) Vertical wave bending moment: M w_sagging (sagging) and M w_hogging (hogging) M w_sagging = k w M w (+) kn m M w_hogging = k w M w (-) kn m where: k w factor, normally taken as 1.0, and 1.1 may be required for localized fine models; M w (+), M w ( ) as given in..3 of PART TWO of CCS Rules for Steel Ships Horizontal wave bending moment (1) Horizontal wave bending moment: M H -10-
105 3 M H = ± 84 kwcwl D( C b+ 0.7) 10 kn m (positive tension port) where: k w as given in (1); other symbols as given in..3 of PART TWO of CCS Rules for Steel Ships External pressure External pressure p sea_side, is the superimposition of still water pressure and hydrodynamic pressure, which can be expressed by the following equation: p sea _ side psea _ static + = p N/mm (positive inboard) sea _ dynamic p _ will be taken as 0 if the calculated value is less than 0. sea side where: p sea _ static still water pressure, sea static p _ = 10h s kn/mm = 0.01h s kn/mm h s pressure head in still water, in m, taken as draught d in design condition; p sea _ dynamic hydrodynamic pressure, psea dynamic _ =10k c h di kn/mm ; = 0.01k c h di kn/mm ; k c correlation factor for a specific combined load case, as given in Table ; h di hydrodynamic pressure head at location i (i = 1,, 3, 4 or 5), h di =1.36λ i C f C w, distributed as in Figure 4...3(1), where: λ i distribution factor around the girth of ship at location i, as given in Table 4...3; C f distribution factor along the length of the ship at certain phase, determined as follows: C f π ( L x Lmidhold ) = k f cos cosθ L where: k f 0 factor, as given in Table ; L x distance from A.P. to the cross section considered, in m; L midhold distance from A.P. to the mid-point of the mid-hold of the model along the ship s length, in m; θ wave heading angle, θ = 0 for head sea; θ = 90 for beam sea from starboard
106 Wave heading angle i = l, at waterline, starboard i =, at bilge, starboard λi Table i = 3, at bottom longitudinal centerline i = 4, at bilge, port i = 5, at waterline, port 0 for head sea for oblique sea for beam sea At any angle cos θ cos θ sin θ sinθ + cosθ sinθ 4 4 h h d5 h d1 W.L. hh d1 whichever is lesser Port Side h d4 h d3 h d Starboard Side h distance from the waterline to the highest deck of topside tank (lower end of trunk deck), in m. Note: Pressure head hdi at waterline, starboard, is to be taken as h or h di i=1, whichever is lesser. Figure 4...3(1) () Distribution of p sea _ side, as given in Figure 4...3(). h h d1 hh d1 whichever is lesser h d hydrodymaic pressure head h s hydrostatic pressure head in still water being negative total external water pressure head h as given in Figure (1). Figure 4...3() -104-
107 Internal pressures of tanks (1) Parameters of ship motions Where data related to seakeeping analysis or model tests are not available, the equations given below may be used in calculating the parameters of ship motions: (a) The pitch amplitude (positive bow up): ψ 1030 V = ( ) L C b 0.5 ( ), but need not to be taken greater than 10 The pitch natural period: T = 3. 5 C d (s) pitch where: d i draught amidships for the relevant loading conditions, in m, as given in Table (b) The roll amplitude (positive starboard down): b i φ = φ 0 λ T ( ), but need not to be taken greater than 30 6 di where: φ 0 basic roll amplitude, φ = ( V ){ [1.06( ) 0.06] LBdCb} d λ T T for T roll 1.5 s roll = T for 1.5 T roll roll 0 1 for T roll >0 s s The roll natural motion period: T roll.0rroll _ gyr = s GM where: r _ roll radius of gyration, in m, as given in Table (1); roll gyr GM metacentric height, in m, as given in Table (1); d i same as (a). GM and r _ Table (1) Loading and draught GM roll _ gyr Full load 0.1B 0.35B 0.75d 0.18B 0.38B roll gyr r -105-
108 (c) Accelerations of the ship Vertical acceleration: a = f k a g m/s, positive downward; v v v 0 Longitudinal acceleration: a Transverse acceleration: a = f k a g m/s, positive forward; longi l l 0 = f k a g m/s, positive starboard; t t t 0 where: a 0 common acceleration parameter, f v factor, k v factor, f l factor, a0 = ( V 0.47Cb )( + ) L L L f v y (1 +.4 )sinθ = cosθ + B ; k 45 x L L 4 f l = ( L 00) 10 ; v k v = (5.3 ) ( 0.45) ; k l factor, 8z k l = ; L x f t factor, f t = ( 0.45) ; L z k t factor, k t = ; B x longitudinal distance from the A.P. to the station considered, in m; y transverse distance from the centerline to the point considered, in m, positive starboard; z vertical distance from the waterline to the point considered, in m, positive upward. () Internal pressures of tanks (a) Distribution p i of internal pressures is determined by superimposing vapor pressure of liquefied gas, liquid pressure, wave-induced hydrodynamic inertia force and added pressure. For a completely filled tank, the distribution of internal pressures may be obtained from the following formula: p i.001 g( zlocal _ tan k + zloacl _ tan k + hwave _ induced ) + = 0 ρ p N/mm 0 (Positive from geometric centroid of the tank toward tank boundaries) where: p 0 vapor pressure, determined according to the following formula: -106-
109 p 0 p vp p n = 0 in cargo tank, taken as 0 when the calculated value is less than 0 in ballast tank p vp maximum pressure setting on vacuum relief valve (MARVS), in MPa;p vp 0.07MPa; p n standard design vapor pressure, taken as 0.05 MPa; z local_tank local coordinate in vertical direction for tank boundaries measuring from the top of the tanks, as shown in Figure (a), in m; Δz local_tank taken as follows: 1 0 for the cargo tank and the ballast tank whose tank top extends to the upper deck or the trunk deck; a distance equivalent to /3 of the distance from tank top to the top of the overflow (the exposed height is minimum 760 mm above freeboard deck or 450 mm above superstructure deck) for the lower tank whose tank top does not extend to the upper deck; h wave_induced wave-induced internal pressure head, including inertial force and added pressure head, determined as follows: h wave _ induced = k c( ztank _ local ai g + h ) i where: k c as given in ; a i effective resultant acceleration at the point considered, and may be approximated by: a i = 0.71C l b dp [ w vav + wlongi ( ) alongi + wt ( ) at ] m/s h h where: C dp as given in Table (); a v, a longi, a t as given in (1)(c); w v, w longi, w t weighted coefficients, as specified in Table ; l length of the tank, in m; b width of the tank, in m; h height of the tank, in m; Δh i added pressure head due to pitch and roll motions, in m, may be calculated as follows: In general, the added head may be calculated based on difference between the vertical distance from the reference point of the tank to the point considered and the distance from liquid cargo surface for ship in rest to the reference point. The reference point is taken as either of the following, whichever is greater: -107-
110 1 the highest point of the tank boundary after roll and pitch to the maximum degree; the average height of the points, after roll and pitch to the maximum degree, which are z tan k _ local above the top of the tank at the overflow. For prismatic tanks on starboard side, whose tank top extends to the upper deck or the trunk deck, added pressure head may be calculated as follows: 1 for bow down and starboard down (ψ e <0,φ e >0): h i = x tan k _ local sin( ψ ) + C e ru ( y tan k _ local _ e sinϕ cosψ + z e e tan k _ local _ e cosψ cosϕ z e e tank _ local ) where: x y z y z tan k _ local local coordinate for the point considered with respect to length as in Figure ()(a); tan k _ local local coordinate for the point considered with respect to width, as in Figure ()(a); tan k _ local local coordinate for the point considered with respect to height, as in Figure ()(a); b y ; tan k _ local _ e taken as tan k _ local tan k _ local _ e taken as tan k _ local ; z for bow up and starboard up (ψ e >0,φ e <0): h i = ( l xtan k _ local )sinψ e + Cru [ ytan k _ local _ e sin( ϕ e )cosψ e + ztan k _ local _ e cosψ e cosϕ e ztan k _ local ] where: y taken as tan k _ local _ e tan k _ local y δ b z tan k _ local _ e taken as tan k _ local z δ h δ b, δ h the local coordinates for the point considered with respect to adjusted values, in m, as shown in Figure ()(a); C ru as in Figure (); C ψ,c φ weighted coefficients, as in Table ; ψ e taken as 0.71C ψ ψ; θ e taken as 0.71C θ θ; ψ and φ pitch and roll amplitudes, as given in (1). For prismatic lower tanks on starboard side, whose tank top does not extend to the upper deck or the trunk deck, the added pressure head may be calculated as follows assuming the reference point based on the average height of the overflow: -108-
111 1 for bow down and starboard down (ψ e <0,φ e >0): h i l = ( xtan k _ local )sin( ψ e ) + Cru ( y tan k _ local _ e sinψ e cosϕ e + ztan k _ local _ e cosψ e cosϕ e ztan k _ local _ e ) for bow up and starboard up (ψ e <0, φ e >0): h i l = ( xtan k _ local )sinψ e + Cru [ ytan k _ local _ e sin( ψ e )cosϕ e + ztan k _ local _ e cosψ e cosϕ e ztan k _ local _ e ] where: y tan k _ local _ e taken as b a y ; tan k _ local z + z ; tan k _ local _ e taken as tan k _ local tan k _ local b transverse distance of over flow from a other parameters are as defined above. z x tan k _ local axis, in m; δ b x_tank_local l δ h y_tank_local O h LC b B/ z_tank_local Figure ()(a) Local Coordinates and Geometry (3D View) of Tank F.P. x_tank_local l y_tank_local b o LC B/ Figure ()(b) Local Coordinates and Geometry (Plan View) of Tank -109-
112 y_tank_local δ b O δ h z_tank_local Figure ()(c) Local Coordinates and Geometry (elevation) of Tank (b) Extreme internal pressure For strength check of local structures at a tank boundary, the extreme internal pressure is to be considered, as specified for combined load cases of Table (c) Simultaneous internal pressures In performing a 3D cargo tank structural analysis, the internal pressures may be calculated in accordance with (a) and (b) above for tanks in the mid-body (except for sloshing cases). (d) Definition of tank shape and associated coefficients as given in Table (). Applicable conditions Tank Shape and Associated Coefficients Table () Tank shape b h 3.0 or 3.0 b h Rectangular tank b h 5.0 or 5.0 J-shaped tank b 1 h1 b 3.0 < min, b1 h h 1 < 5.0 Other tank b min, b h h where: b extreme breadth of the tank considered, in m; b 1 least breadth of wing tank part of the tank considered, in m; h extreme height of the tank considered, in m; h 1 least height of double bottom part of the tank considered, in m; Above symbols are as shown in Figure ()
113 b1 h h1 b Figure () 4..4 Combined load cases The design load conditions, to which the strength assessment by direct calculation as given in this Chapter applies, are shown in Table Where more critical cases likely to be encountered are not covered in Table , if any, they are to be additionally analyzed As generally required by loading and strength criteria, hull responses under static loads and dynamic + static loads are to be considered in a comprehensive manner. In addition, special cases at a static heeling angle of 30 and a collision force acting on the tank corresponding to one half the weight of the tank and cargo in the forward direction and one quarter the weight of the tank and cargo in the aft direction, as required in CCS Rules for Liquefied Gas Carriers are to be considered. These cases have been separately listed in Table For the longitudinal vertical bending moment of hull girders, the resultant bending moment may be considered as follows: M M hull _ girder _ V _ total sagging) hull _ girder _ V _ total hogging) ( = M ( ) + k sw ( = M ( ) + k sw cv cv M M w _ sagging w _ hogging where: M sw as given in 4..; M w_sagging and M w_hogging as given in 4..3; k cv coefficient of hull girder vertical wave bending moment applied on both ends of the model, as in Table Other loads as given in Table are to be multiplied by relevant load factors for combined load cases The length of the model considered for load patterns as shown in Table is equal to three complete cargo tanks The distribution of resultant external pressure heads at different locations of one hull girder section is shown in Figure 4...3() The correction of bending moment of end planes may be dealt with according to paragraph 4.3 of CCS Guidelines for Direct Strength Analysis of Oil Tanker. The bending moment applied on end planes of the model may also be so adjusted that the resultant bending moment applied on the mid-point of the middle tank of the 3-tank model is equal to the longitudinal bending moment applied to the hull girder at midship
 (S+D) C, pitch C, roll Wave heading angles and ship motions Wave angle Heave Pitch Roll Sag 1.")
114 No. Load pattern LC1 LC LC3 LC4 LC5 Load Cases for Cargo Tank FEM Analysis of Membrane Tank LNG Carriers Table External Vertical B.M. k cv Horizontal B.M. pressures Internal pressures kch kc kf0 kc wv wl wt Combined loads (Static + Dynamic ) (S+D) C, pitch C, roll Wave heading angles and ship motions Wave angle Heave Pitch Roll Sag 1.0 N/A Fwd Bhd 0.5 Aft Bhd -0.5 N/A N/A -1.0 N/A 0 Down Bow down N/A Hog 1.0 N/A Fwd Bhd -0.5 Aft Bhd 0.5 N/A N/A 1.0 N/A 0 Up Bow up N/A Sag 0.7 N/A Fwd Bhd 0.5 Aft Bhd -0.5 N/A N/A -1.0 N/A 0 Down Bow down N/A Hog 0.7 N/A Fwd Bhd -0.5 Aft Bhd 0.5 N/A N/A 1.0 N/A 0 Up Bow up N/A Sag 0.3 Tension Stbd N/A N/A Port Bhd Stbd Bhd 0.75 N/A Down N/A Stbd down -11-
115 LC6 Hog 0.3 Tension port N/A N/A Port Bhd 0.75 Stbd Bhd N/A Up N/A Stbd up LC7 Sag 0.4 Tension Stbd Fwd Bhd 0.0 Aft Bhd -0.0 Port Bhd -0.4 Stbd Bhd Down Bow down Stbd down LC8 Hog 0.4 Tension port Fwd Bhd -0.0 Aft Bhd 0.0 Port Bhd 0.4 Stbd Bhd Up Bow up Stbd up Static loads (S) LC 9 Only the combination of longitudinal hogging still water bending moment, external still water pressure and tank internal pressure (vapor pressure + liquid cargo static pressure) at a static heeling angle of 30 is considered. LC10 Only the forward collision force equal to a half of the weight of cargo tank and cargo exerted on the forward bulkhead is considered. Note: loaded with LNG; loaded with ballast water; N/A- not applicable; Vertical B.M coefficient of hull girder vertical wave bending moment applied on both ends of the model; Horizontal B.M coefficient of hull girder horizontal wave bending moment applied on both ends of the model
116 Section 3 STRUCTURAL MODEL General Except for buckling assessment, the dimension of finite element models covered in this Section are taken as the scantlings (e.g. thickness, length) specified in the drawings, namely the asbuilt scantlings. Where net scantlings are used, permissible stresses are to be considered otherwise Structural modeling The length of the model is to cover the three cargo tank lengths (No., No.3 and No.4 tanks) in the midship cargo tank region, and the length of the middle tank is to be the greatest among the three tanks, as shown in Figure The transverse extent is to be the entire breadth of the ship. The vertical extent is to be the entire moulded depth. The change of moulded line of ship side in longitudinal direction is not to be taken into account. For practical modeling, it is recommended that the three tank model be extended from end planes of both forward and aft transverse bulkheads of the model by two frames. l l represents the cargo tank of the greatest length among No.34 tanks No.4 cargo tank No.3 cargo tank No. cargo tank No.1 cargo tank AP FP Figure All primary longitudinal and transverse structural members of the hull are to be represented in the model, including bottom shell, side shell, deck plating (including trunk deck), inner deck, inner bottom, inner skin, hopper tank and topside tank sloped plating, double bottom girders, deck girders, stringers (continuously or partially arranged) in double side tanks and longitudinals continuously arranged on such plating as well as primary transverse supporting members such as transverse web frames, deck transverses, double bottom floors, and cofferdam transverse bulkheads. In addition, all plating and stiffeners, including web stiffeners, on these structural members are to be modeled
117 All main plating is to be simulated by plate elements. Stiffeners on the plating are to be simulated by beam elements and the attached plates are to be considered for the properties of bending (eccentricity is required in the program.) The plate element mesh is to follow the stiffening system of the structure as far as practical, properly representing the geometrical characteristics of actual plate panels between stiffeners. The plate element mesh is to satisfy the following requirements: (1) transversely and vertically, one element between every longitudinal stiffener; () longitudinally, one element between every frame space, and the element length is not to be greater than two longitudinal spaces; (3) for webs of primary supporting members (including transverse web frames, double bottom girders and floors, and vertical and transverse stringers on bulkheads), one element between every web stiffener, and at least three elements over the depth of these members In general, web frames in double side tanks, deck transverses and small openings in double bottom floors may be represented by deleting corresponding elements. For large (web) openings of web frames in topside tanks, hopper tanks and deck transverses, the meshing of edges and boundaries is to be fine enough to represent the curvature of the edges of the openings Normally quad plate elements are to be used and the use of triangular plate elements is to be kept to a minimum. The aspect ratio of the quad plate elements is in general not to exceed three. Where possible, the aspect ratio of plate elements in areas, where high stress or a high stress gradient is likely to occur, is to be kept close to one and the use of triangular elements is to be avoided Boundary conditions All boundary conditions are described in accordance with the global co-ordinate system defined in The boundary conditions to be applied at the ends of the cargo tank FE model are given in Table Stress responses for the analysis may be obtained by applying all loads to the model as a complete load case or by superimposing the stresses resulting from several separate subcases The vertical bending moment M v end and horizontal bending moment M h are to be end applied to an independent grid point at the intersection of the vertical neutral axis (normally centreline) and the horizontal neutral axis, see Figure All nodal points of the longitudinal elements on the end section are to be rigidly linked to the independent point in θy (for vertical bending), θz (for horizontal bending) and δx. This independent point is not to be connected to the model except by the rigid link. The rigid links are to maintain the end plane of the model in keeping plane under the action of the applied bending moment, which is equivalent to imposing a prescribed displacement to the nodal points in accordance with the simple beam theory
118 Boundary Constraints at Model Ends Table Location Translation Rotation Aft end Aft end (all longitudinal elements) Independent point at aft end, see Figure Deck, inner bottom and outer shell RL RL RL FIX Springs Side, and inner skin Springs Fore end Fore end (all longitudinal elements ) Independent point at fore end, see Figure Deck, inner bottom and outer shell RL RL RL Springs Side and inner skin Springs where: - no constraint applied (free); RL nodal points of all longitudinal elements rigidly linked to independent point at neutral axis on centerline; M total vertical bending moment applied on model ends; h end M total horizontal bending moment applied on model ends; v end δ x constraint of displacement along longitudinal axis; δ y constraint of displacement along transverse axis; δ z constraint of displacement along vertical axis; θ x constraint of rotation about longitudinal axis; θ y constraint of rotation about transverse axis; θ z constraint of rotation about vertical axis. Notes: 1. Where M h is not applied, the independent points at the fore and aft ends are to be free in θ end z.. Where M v end is not applied, the independent points at the fore and aft ends are to be free in θ y. 3. Where no bending moment is applied, the independent points at the fore and aft ends are to be free in θ z and θ y. 4. Where bending moment is applied as nodal force, the independent points at the fore and aft ends are to be free in the corresponding degree of freedom of rotations (θ z and/or θ y )
119 The fore and aft end planes of the model are to be subject to end bending moment and constrained in degree of freedom. In addition, spring elements are to be arranged vertically and horizontally to precisely represent the stiffening provided to both ends of the cargo tank model by the fore and aft hull structures adjacent to the model. Ground spring elements, i.e. spring elements with one end constrained in all 6 degrees of freedom, with stiffness in global y degree of freedom are to be applied to the grid points along inner and outer deck, inner bottom and bottom shell. Ground spring elements with stiffness in global z degree of freedom are to be applied to the grid points along the vertical part of the side shells and inner skins as shown in Figure The stiffness, c, of individual spring elements for each structural member, to be applied at each end of the cargo tank model, is given by: E As AE c = = ν l n l n tk tk N/mm where: A s shearing area of the individual structural member under consideration, in mm, i.e. plating of deck, trunk deck, inner bottom, bottom shell, side shell, or inner hull longitudinal bulkheads, see Figure (1) and () for details; l tk length of cargo tank, between bulkheads of the middle tank of the FE model, in mm; n number of nodal points to which the spring elements are applied to the structural member under consideration. Independent point Neutral axis CL Figure Alternatively, rod elements may be used instead of spring elements, the equivalent cross section area of the rod is ( c l) / E, where l is the length of the rod. One end of the rod is to be constrained in all 6 degrees of freedom
 Vertical springs Side: Inner hull longitudinal bulkheads: Trunk decks: Area of side shell plating, including bilge Area of inner skin plating, including hopper sloped plate and double bottom")
120 Shear Areas to be Considered for the Calculation of Spring Stiffness Table (1) Vertical springs Side: Inner hull longitudinal bulkheads: Trunk decks: Area of side shell plating, including bilge Area of inner skin plating, including hopper sloped plate and double bottom side girder in way Area of sloped parts of trunk deck and inner deck plating Note: Where part of the structural member is not vertical, the area is to be calculated using the projected area in the vertical direction Shear Areas to be Considered for the Calculation of Spring Stiffness Table () Horizontal springs Trunk deck: Inner bottom: Bottom shell: Area of sloped parts of trunk deck and inner deck plating, including horizontal stringer and upper deck in way Area of inner bottom plating, including hopper sloped plate and horizontal stringer in way Area of bottom shell, plating, including bilge Note: Where part of the structural member is not horizontal, the area is to be calculated using the projected area in the horizontal direction Section 4 RESULT EVALUATION General The evaluation is to cover the middle tank of the three cargo tanks FE model, including the regions forward of the fore end of its forward bulkhead and aft of the aft end of its aft bulkhead up to the extent of one or two frames into the adjacent tanks, as shown in Figure Stress level and panel buckling capability of longitudinal structural members, primary supporting members and transverse bulkheads within the regions considered are to be verified. Particular attention is to be given to the scantlings and the assessment of required strengthening in way of transverse bulkheads against hull girder shear load, the intersection of hopper tanks and inner skin, double side stringers, and double bottom girders and floors. Figure
121 In general, the strength criteria for the same structural member are different in static load cases and in static + dynamic load cases. In addition, special restrictions are imposed on permissible stresses for some members to avoid excessive stress strain of the insulation of cargo containment system. Strength check in respect to the forward collision force equal to a half of the weight of cargo tank and cargo is differently specified in this Section. For strength assessment, attention is to be drawn to the above-mentioned point Yield assessment Yield assessment criteria for structural members in any condition to be checked are shown in Table Structural member Yield Assessment Criteria Table Yield utilisation factor and permissible stress restriction Hull girder longitudinal member plating and bulkhead plating S+ D λ 0.90, may be increased to 1.0 for double bottom y Side shell, bilge plate, bottom shell, trunk deck, upper girders deck, cofferdam bulkheads, topside tank bulkheads, S hopper tank bulkheads, deck girders, double bottom λ 0.75 y girders, double side stringers, etc. S + D (static + dynamic) load case S static load case The following is to be satisfied for any loading condition: 1) The longitudinal stress of each element is not to be greater than 185 N/mm, and longitudinal stress criteria for longitudinal strength check in way of inner deck specified in the Rules are to be satisfied. (10 N/mm for GTT No. 96; 185 N/mm for MARK III. Note: An increase of 10% may be permitted in areas adjacent to intersections Inner deck plating of inner skin in direct contact with of transverse bulkheads and inner hull longitudinal secondary barriers, inner hull longitudinal bulkheads, bulkheads), see Figure inner bottom, topside tank sloped plating, hopper ) For inner bottom, hopper plating and inner deck plating: plating λy ) For inner hull longitudinal bulkheads, topside tank sloped plating: λy 0.75 Trunk (top) deck plating The following is to be satisfied for any loading condition: 1) The longitudinal stress of each element is not to be greater than /k N/mm ) λ 0.90 y Primary supporting member plating Primary transverse supporting structures, e.g. transverse web frames, trunk deck transverses, vertical and horizontal stringers between cofferdam bulkheads, double bottom floors, and stiffening diaphragm plates and brackets between inner and outer hulls Note: Yield utilisation factor λ σ y e = for plate element; σ y σ σ rod = for rod or beam element. y λy
122 σ y is not to be taken as greater than 315 N/mm in areas of stress concentration (Areas of stress concentration are corners of openings, knuckle joints, joints of large structural members, and toe ends of primary supporting members and stiffeners ) Yield deformation is so controlled that maximum relative deformation of the whole tank is not to be greater than l/1,000 (l being tank length, in m). 185 N/mm Figure Buckling assessment The buckling assessment criteria for structural plate and girder web plate panels in any check condition are shown in Table And for panels of plates in direct contact with the insulation (secondary barrier system) of cargo containment system, e.g. inner bottom, inner side skin, wing tank sloped plating, inner deck and transverse bulkhead plates, deformation is to be controlled within the range of elastic buckling so that the function of insulation of cargo containment system will not be damaged Bucking assessment is to be based on elementary plate panels (EPP). An EPP is the unstiffened and unstrengthened part of the plating in the area except for the boundary (a b). Only rectangular panels are considered in the buckling calculation of panels, as shown in Figure EPP b a Transverse framing a a b b b b B b b b b b b a a L Longitudinal framing Figure
123 Panel bucking calculation approaches and criteria specified in this Chapter are based on elastic buckling. Other theories, calculation programs and assessment criteria are to be agreed by CCS. Structural member Buckling Assessment Criteria Table Buckling utilization factor Double hull plating and bulkhead plating Stiffening plate panels under lateral loads and plate-or-rod elements-modeled primary supporting member face plates, including trunk deck plating, inner deck plating, upper deck, side plating, inner skin, inner bottom, topside tank sloped plating, hopper plating, bilge plating, bottom shell and cofferdam bulkheads, etc. Primary supporting member plating Primary supporting members, e.g. transverse web frames, double deck transverses and deck girders, double side stringers, vertical and horizontal stringers between cofferdam bulkheads, double bottom girders and floors, and stiffening diaphragm plates and brackets between inner and outer hulls where: buckling utilization factor: η = 1/ λ, η 1.00 η 0.90 λ physically representing the ratio of the relevant critical buckling stress to the actual relevant compressive stress considered, calculated according to CCS Guidelines for Direct Strength Analysis of Oil Tanker (003) Panel buckling is to be based on the net thickness. For calculation of critical buckling stress, plating thickness is to be taken as the net thickness obtained by deducting the Standard Thickness Deduction, as given in Table , from the as-built thickness. Standard Thickness Deduction for Buckling Strength Calculation Table Location Standard thickness deduction t c (mm) Plating of horizontally arranged watertight primary supporting members, e.g. watertight upper deck, floors and girders of double bottom ballast tanks, watertight 1.5 double side stringers, stringers as both transverse bulkheads of a ballast tank, etc. Others The combined interaction of uni-axial and bi-axial compressive stresses and shear stresses are to be considered in the buckling calculation The increased stresses caused by the standard thickness deduction as given in Table are to be considered and corrected as follows: σ = σ where: σ' corrected compressive stress or shear stress component for buckling calculation; t t -11- t c σ working stress obtained by FE calculation (compressive stress or shear stress component); t plating thickness for FE calculation (as-built thickness); t c standard thickness deduction as shown in Table

. The fine mesh zone is to represent the localised area of high stress.")
124 Panel buckling calculation approaches may be referred to CCS Guidelines for Direct Strength Analysis of Oil Tanker (003) Fine mesh model and strength assessment For an accurate and clear observation of stress level and distribution at local areas of stress concentration, fine mesh analysis and strength assessment are to be further carried out for the critical locations given in Figures (1) and (). The typical transverse web frames, on which the nodes for fine mesh analysis are located, is at least to cover the mid-tank model and forward and aft bulkheads. Other longitudinal locations are to be selected according to the FE calculation results (areas of maximum von Mises stress). The fine mesh zone is to represent the localised area of high stress. S S S S S S S S Figure (1) Intersection of longitudinal and transverse stringers in way of transverse bulkhead Hopper knuckles Figure () -1-
Periodical surveys of cargo installations on ships carrying liquefied gases in bulk
 (June 1999) (Rev.1 Mar 2006) (Rev.2 May 2007) (Rev.3 Mar 2010) (Corr.1 Feb 2011) (Rev.4 Oct 2013) Periodical surveys of cargo installations on ships carrying liquefied gases in bulk 1 General 1.1 Scope
(June 1999) (Rev.1 Mar 2006) (Rev.2 May 2007) (Rev.3 Mar 2010) (Corr.1 Feb 2011) (Rev.4 Oct 2013) Periodical surveys of cargo installations on ships carrying liquefied gases in bulk 1 General 1.1 Scope
Periodic Survey of Fuel Installations on Ships other than Liquefied Gas Carriers utilizing gas or other low flash point fuels
 (Jan 2017) Periodic Survey of Fuel Installations on Ships other than Liquefied Gas Carriers utilizing gas or other low flash point fuels CONTENTS 1. Application 2. Special Survey 2.1 Schedule 2.2 Scope
(Jan 2017) Periodic Survey of Fuel Installations on Ships other than Liquefied Gas Carriers utilizing gas or other low flash point fuels CONTENTS 1. Application 2. Special Survey 2.1 Schedule 2.2 Scope
RULES PUBLICATION NO. 119/P
 RULES PUBLICATION NO. 119/P PERIODIC SURVEYS OF FUEL INSTALLATIONS ON SHIPS OTHER THAN LIQUEFIED GAS CARRIERS UTILIZING GAS OR OTHER LOW FLASH POINT FUELS 2019 January Publications P (Additional Rule Requirements)
RULES PUBLICATION NO. 119/P PERIODIC SURVEYS OF FUEL INSTALLATIONS ON SHIPS OTHER THAN LIQUEFIED GAS CARRIERS UTILIZING GAS OR OTHER LOW FLASH POINT FUELS 2019 January Publications P (Additional Rule Requirements)
Interpretations of the IMCO code for the Construction and Equipment of Ships carrying Liquefied Gases in Bulk
 INTERNATIONAL ASSOCIATION OF CLASSIFICATION SOCIETIES Interpretations of the IMCO code for the Construction and Equipment of Ships carrying Liquefied Gases in Bulk IACS Int. 2008 Contents, Page 1 CONTENTS
INTERNATIONAL ASSOCIATION OF CLASSIFICATION SOCIETIES Interpretations of the IMCO code for the Construction and Equipment of Ships carrying Liquefied Gases in Bulk IACS Int. 2008 Contents, Page 1 CONTENTS
ANNEX AMENDMENTS TO THE INTERNATIONAL CODE FOR FIRE SAFETY SYSTEMS (FSS CODE) CHAPTER 15 INERT GAS SYSTEMS
 CHAPTER 15 INERT GAS SYSTEMS") Annex 3, page 2 ANNEX AMENDMENTS TO THE INTERNATIONAL CODE FOR FIRE SAFETY SYSTEMS (FSS CODE) CHAPTER 15 INERT GAS SYSTEMS The text of existing chapter 15 is replaced by the following: "1 Application This
Annex 3, page 2 ANNEX AMENDMENTS TO THE INTERNATIONAL CODE FOR FIRE SAFETY SYSTEMS (FSS CODE) CHAPTER 15 INERT GAS SYSTEMS The text of existing chapter 15 is replaced by the following: "1 Application This
Testing Procedures of Watertight Compartments
 (1996) (Rev.1 Feb 2001) (Rev.2 May 2001) (Rev.3 May 2010) (Rev.4 Aug 2012) Testing Procedures of Watertight Compartments.1 Application Revision 4 of this UR is to be complied with in respect of the testing
(1996) (Rev.1 Feb 2001) (Rev.2 May 2001) (Rev.3 May 2010) (Rev.4 Aug 2012) Testing Procedures of Watertight Compartments.1 Application Revision 4 of this UR is to be complied with in respect of the testing
INTERNATIONAL ASSOCIATION OF CLASSIFICATION SOCIETIES. Interpretations of the. IGF Code
 INTERNATIONAL ASSOCIATION OF CLASSIFICATION SOCIETIES s of the IGF Code CONTENTS GF1 Test for gas fuel tank s high level alarm Rev.1 July 2017 GF2 Ship Steel Protection against Liquefied Gas Fuel (Part
INTERNATIONAL ASSOCIATION OF CLASSIFICATION SOCIETIES s of the IGF Code CONTENTS GF1 Test for gas fuel tank s high level alarm Rev.1 July 2017 GF2 Ship Steel Protection against Liquefied Gas Fuel (Part
Liquefied gas cargo tanks and process pressure vessels
 .1 -.3 Liquefied gas cargo tanks and process pressure vessels.1 General.1.1 The present texts give the general principles which are applied by Classification Societies for approval and survey of the relevant
.1 -.3 Liquefied gas cargo tanks and process pressure vessels.1 General.1.1 The present texts give the general principles which are applied by Classification Societies for approval and survey of the relevant
PASSENGER SHIPS Guidelines for preparation of Hull Structural Surveys
 (Feb 2010) PASSENGER SHIPS Guidelines for preparation of Hull Structural Surveys Contents 1 Introduction 2 Preparations for Survey 2.1 General 2.2 Conditions for survey 2.3 Access to structures 2.4 Survey
(Feb 2010) PASSENGER SHIPS Guidelines for preparation of Hull Structural Surveys Contents 1 Introduction 2 Preparations for Survey 2.1 General 2.2 Conditions for survey 2.3 Access to structures 2.4 Survey
Testing Procedures of Watertight Compartments
 (1996) (Rev.1 Feb 2001) (Rev.2 May 2001) (Rev.3 May 2010) (Rev.4 Aug 2012) (Rev.5 Jan 2015) (Rev.6 Sept 2016) Testing Procedures of Watertight Compartments.1 Application Revision 6 of this UR is to be
(1996) (Rev.1 Feb 2001) (Rev.2 May 2001) (Rev.3 May 2010) (Rev.4 Aug 2012) (Rev.5 Jan 2015) (Rev.6 Sept 2016) Testing Procedures of Watertight Compartments.1 Application Revision 6 of this UR is to be
GUIDELINES FOR SURVEY OF OIL FLOATING STORAGE VESSELS FIXED AT ANCHORAGE
 GUIDANCE NOTES GD03-2017 CHINA CLASSIFICATION SOCIETY GUIDELINES FOR SURVEY OF OIL FLOATING STORAGE VESSELS FIXED AT ANCHORAGE 2017 Effective from 1 March 2017 BEIJING Chapter 1 GENERAL 1.1 Application
GUIDANCE NOTES GD03-2017 CHINA CLASSIFICATION SOCIETY GUIDELINES FOR SURVEY OF OIL FLOATING STORAGE VESSELS FIXED AT ANCHORAGE 2017 Effective from 1 March 2017 BEIJING Chapter 1 GENERAL 1.1 Application
RESOLUTION A.567(14) adopted on 20 November 1985 REGULATION FOR INERT GAS SYSTEMS ON CHEMICAL TANKERS
 adopted on 20 November 1985 REGULATION FOR INERT GAS SYSTEMS ON CHEMICAL TANKERS") INTERNATIONAL MARITIME ORGANIZATION A 14/Res.567 16 January 1986 Original: ENGLISH ASSEMBLY - 14th session Agenda item lo(b) IMO RESOLUTION A.567(14) adopted on 20 November 1985 THE ASSEMBLY, RECALLING
INTERNATIONAL MARITIME ORGANIZATION A 14/Res.567 16 January 1986 Original: ENGLISH ASSEMBLY - 14th session Agenda item lo(b) IMO RESOLUTION A.567(14) adopted on 20 November 1985 THE ASSEMBLY, RECALLING
NEW IGC CODE AND IGF CODE
 NEW IGC CODE AND IGF CODE SAFETY ASPECTS Raffaele Piciocchi Gas Center - Greece SAFETY4SEAS - Athens 1 October 2014 Content NEW IGC CODE DRAFT IGF CODE 2 The New IGC Code A new IGC Code has been approved
NEW IGC CODE AND IGF CODE SAFETY ASPECTS Raffaele Piciocchi Gas Center - Greece SAFETY4SEAS - Athens 1 October 2014 Content NEW IGC CODE DRAFT IGF CODE 2 The New IGC Code A new IGC Code has been approved
Part 3 Hull Chapter 2 General arrangement design
 RULES FOR CLASSIFICATION Yachts Edition October 2016 Part 3 Hull Chapter 2 The content of this service document is the subject of intellectual property rights reserved by ("DNV GL"). The user accepts that
RULES FOR CLASSIFICATION Yachts Edition October 2016 Part 3 Hull Chapter 2 The content of this service document is the subject of intellectual property rights reserved by ("DNV GL"). The user accepts that
Testing Procedures of Watertight Compartments
 (1996) (Rev.1 Feb 2001) (Rev.2 May 2001) (Rev.3 May 2010) (Rev.4 Aug 2012) (Rev.5 Jan 2015) Testing Procedures of Watertight Compartments.1 Application Revision 45 of this UR is to be complied with in
(1996) (Rev.1 Feb 2001) (Rev.2 May 2001) (Rev.3 May 2010) (Rev.4 Aug 2012) (Rev.5 Jan 2015) Testing Procedures of Watertight Compartments.1 Application Revision 45 of this UR is to be complied with in
PART 1 GENERAL REQUIREMENTS
 PART 1 GENERAL REQUIREMENTS SECTION SUBJECT 1.1 Standards 1.2 Compliance procedures and certification 1.3 Building premises 1.4 Testing of structures 1.5 Materials 1.6 Definitions of expressions GENERAL
PART 1 GENERAL REQUIREMENTS SECTION SUBJECT 1.1 Standards 1.2 Compliance procedures and certification 1.3 Building premises 1.4 Testing of structures 1.5 Materials 1.6 Definitions of expressions GENERAL
RESOLUTION MSC.235(82) (adopted on 1 December 2006) ADOPTION OF THE GUIDELINES FOR THE DESIGN AND CONSTRUCTION OF OFFSHORE SUPPLY VESSELS, 2006
 (adopted on 1 December 2006) ADOPTION OF THE GUIDELINES FOR THE DESIGN AND CONSTRUCTION OF OFFSHORE SUPPLY VESSELS, 2006") MSC 82/24/Add.2 RESOLUTION MSC.235(82) CONSTRUCTION OF OFFSHORE SUPPLY VESSELS, 2006 THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on the International Maritime Organization
MSC 82/24/Add.2 RESOLUTION MSC.235(82) CONSTRUCTION OF OFFSHORE SUPPLY VESSELS, 2006 THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on the International Maritime Organization
Minimum standard of competence in advanced training for liquefied gas tanker cargo operations (STCW Reg V/1-2)
") Minimum standard of in advanced training for liquefied gas tanker cargo operations (STCW Reg V/1-2) Column 2 Knowledge, understanding and proficiency Design and characteristics of a liquefied gas tanker
Minimum standard of in advanced training for liquefied gas tanker cargo operations (STCW Reg V/1-2) Column 2 Knowledge, understanding and proficiency Design and characteristics of a liquefied gas tanker
Rules for Classification and Construction Ship Technology
 I Rules for Classification and Construction Ship Technology 1 Seagoing Ships 9 Oil Recovery Vessels Edition 1993 The following Rules come into force on 1st September, 1993. The respective latest edition
I Rules for Classification and Construction Ship Technology 1 Seagoing Ships 9 Oil Recovery Vessels Edition 1993 The following Rules come into force on 1st September, 1993. The respective latest edition
ANNEX 2 RESOLUTION MEPC.124(53) Adopted on 22 July 2005 GUIDELINES FOR BALLAST WATER EXCHANGE (G6) THE MARINE ENVIRONMENT PROTECTION COMMITTEE,
 Adopted on 22 July 2005 GUIDELINES FOR BALLAST WATER EXCHANGE (G6) THE MARINE ENVIRONMENT PROTECTION COMMITTEE,") Page 1 RESOLUTION MEPC.124(53) Adopted on 22 July 2005 GUIDELINES FOR BALLAST WATER EXCHANGE (G6) THE MARINE ENVIRONMENT PROTECTION COMMITTEE, RECALLING Article 38(a) of the Convention on the International
Page 1 RESOLUTION MEPC.124(53) Adopted on 22 July 2005 GUIDELINES FOR BALLAST WATER EXCHANGE (G6) THE MARINE ENVIRONMENT PROTECTION COMMITTEE, RECALLING Article 38(a) of the Convention on the International
SLOP RECEPTION AND PROCESSING FACILITIES
 RULES FOR CLASSIFICATION OF SHIPS NEWBUILDINGS SPECIAL SERVICE AND TYPE ADDITIONAL CLASS PART 5 CHAPTER 8 SLOP RECEPTION AND PROCESSING FACILITIES JANUARY 2011 CONTENTS PAGE Sec. 1 General Requirements...
RULES FOR CLASSIFICATION OF SHIPS NEWBUILDINGS SPECIAL SERVICE AND TYPE ADDITIONAL CLASS PART 5 CHAPTER 8 SLOP RECEPTION AND PROCESSING FACILITIES JANUARY 2011 CONTENTS PAGE Sec. 1 General Requirements...
GAS FUELLED ENGINE INSTALLATIONS
 RULES FOR CLASSIFICATION OF SHIPS NEWBUILDINGS SPECIAL EQUIPMENT AND SYSTEMS ADDITIONAL CLASS PART 6 CHAPTER 13 GAS FUELLED ENGINE INSTALLATIONS JANUARY 2001 CONTENTS PAGE Sec. 1 General Requirements...
RULES FOR CLASSIFICATION OF SHIPS NEWBUILDINGS SPECIAL EQUIPMENT AND SYSTEMS ADDITIONAL CLASS PART 6 CHAPTER 13 GAS FUELLED ENGINE INSTALLATIONS JANUARY 2001 CONTENTS PAGE Sec. 1 General Requirements...
ST. VINCENT AND THE GRENADINES
 ST. VINCENT AND THE GRENADINES MARITIME ADMINISTRATION CIRCULAR N SOL 036 Amendment to SOLAS 1974 as amended, Resolution MSC.256 (84) TO: SHIPOWNERS & SHIPS OPERATORS & MANAGERS, MASTERS SURVEYORS TO FLAG
ST. VINCENT AND THE GRENADINES MARITIME ADMINISTRATION CIRCULAR N SOL 036 Amendment to SOLAS 1974 as amended, Resolution MSC.256 (84) TO: SHIPOWNERS & SHIPS OPERATORS & MANAGERS, MASTERS SURVEYORS TO FLAG
P-04 Stainless Steel Corrugated Hoses and Metal Bellows Expansion Joints
 Guideline No.P-04 (201510) P-04 Stainless Steel Corrugated Hoses and Metal Bellows Expansion Joints Issued date: 20 th October 2015 China Classification Society Foreword This Guideline is a part of CCS
Guideline No.P-04 (201510) P-04 Stainless Steel Corrugated Hoses and Metal Bellows Expansion Joints Issued date: 20 th October 2015 China Classification Society Foreword This Guideline is a part of CCS
Guidance for Gas-fuelled Ships
 2013 Guidance for Gas-fuelled Ships KOREAN REGISTER OF SHIPPING 2013 Guidance for Gas-fuelled Ships GC-09-E KOREAN REGISTER OF SHIPPING APPLICATION OF "GUIDANCE FOR GAS-FUELLED SHIPS " Unless expressly
2013 Guidance for Gas-fuelled Ships KOREAN REGISTER OF SHIPPING 2013 Guidance for Gas-fuelled Ships GC-09-E KOREAN REGISTER OF SHIPPING APPLICATION OF "GUIDANCE FOR GAS-FUELLED SHIPS " Unless expressly
Government of Bermuda Department of Maritime Administration BERMUDA SHIPPING NOTICE
 Government of Bermuda Department of Maritime Administration 2015 027 BERMUDA SHIPPING NOTICE Maintenance and Inspection of Fixed Carbon Dioxide Fire Extinguishing Systems Ref: SOLAS 74/88 as amended, Regulation
Government of Bermuda Department of Maritime Administration 2015 027 BERMUDA SHIPPING NOTICE Maintenance and Inspection of Fixed Carbon Dioxide Fire Extinguishing Systems Ref: SOLAS 74/88 as amended, Regulation
GAS FUELLED ENGINE INSTALLATIONS
 RULES FOR CLASSICATION OF SHIPS / HIGH SPEED, LIGHT CRAFT AND NAVAL SURFACE CRAFT NEWBUILDINGS SPECIAL EQUIPMENT AND SYSTEMS ADDITIONAL CLASS PART 6 CHTER 13 GAS FUELLED ENGINE INSTALLATIONS JANUARY 2010
RULES FOR CLASSICATION OF SHIPS / HIGH SPEED, LIGHT CRAFT AND NAVAL SURFACE CRAFT NEWBUILDINGS SPECIAL EQUIPMENT AND SYSTEMS ADDITIONAL CLASS PART 6 CHTER 13 GAS FUELLED ENGINE INSTALLATIONS JANUARY 2010
Installation of Ballast Water Management Systems
 (Sept 2015) (Rev.1 May 2016) Installation of Ballast Water Management Systems 1. Application In addition to the requirements contained in BWM Convention (2004), the following requirements are applied to
(Sept 2015) (Rev.1 May 2016) Installation of Ballast Water Management Systems 1. Application In addition to the requirements contained in BWM Convention (2004), the following requirements are applied to
M-06 Nitrogen Generator (Nitrogen Making Machine)
") Guideline No.M-06 (201510) M-06 Nitrogen Generator (Nitrogen Making Machine) Issued date: 20 th October, 2015 China Classification Society Foreword This Guideline is a part of CCS Rules, which contains
Guideline No.M-06 (201510) M-06 Nitrogen Generator (Nitrogen Making Machine) Issued date: 20 th October, 2015 China Classification Society Foreword This Guideline is a part of CCS Rules, which contains
RESOLUTION MSC.397(95) (adopted on 11 June 2015) AMENDMENTS TO PART A OF THE SEAFARERS' TRAINING, CERTIFICATION AND WATCHKEEPING (STCW) CODE
 (adopted on 11 June 2015) AMENDMENTS TO PART A OF THE SEAFARERS' TRAINING, CERTIFICATION AND WATCHKEEPING (STCW) CODE") RESOLUTION MSC.397(95) (adopted on 11 June 2015) THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on the International Maritime Organization concerning the functions of the Committee,
RESOLUTION MSC.397(95) (adopted on 11 June 2015) THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on the International Maritime Organization concerning the functions of the Committee,
INTERNATIONAL ASSOCIATION OF CLASSIFICATION SOCIETIES. Interpretations of the. IMO Gas Code
 INTERNATIONAL ASSOCIATION OF CLASSIFICATION SOCIETIES Interpretations of the IMO Gas Code CONTENTS GC1 Deleted 1996 GC2 Interpretation of the second sentence of paragraph 13.2.1 1977 GC3 Deleted 1997 GC4
INTERNATIONAL ASSOCIATION OF CLASSIFICATION SOCIETIES Interpretations of the IMO Gas Code CONTENTS GC1 Deleted 1996 GC2 Interpretation of the second sentence of paragraph 13.2.1 1977 GC3 Deleted 1997 GC4
MSC Guidelines for Engine Cooling Systems
 S. T. Brady, CDR, Chief, Engineering Division References: Contact Information: a. 46 CFR 56.60, 56.50-95 & 56.50-96 (Subchapter F) b. 46 CFR 77.03-1 (Subchapter H) c. 46 CFR 90.20 & 46 CFR 96.03 (Subchapter
S. T. Brady, CDR, Chief, Engineering Division References: Contact Information: a. 46 CFR 56.60, 56.50-95 & 56.50-96 (Subchapter F) b. 46 CFR 77.03-1 (Subchapter H) c. 46 CFR 90.20 & 46 CFR 96.03 (Subchapter
STRUCTURAL MEMBERS OF A SHIP. compartment stem frame beam bracket girder stern post hull angle bar stiffener
 Unit 2 SHIPS AND SHIPS TERMS STRUCTURAL MEMBERS OF A SHIP Basic terms shell plating strake keel deck tank top floor stringer buoyancy strength stability bulkhead compartment stem frame beam bracket girder
Unit 2 SHIPS AND SHIPS TERMS STRUCTURAL MEMBERS OF A SHIP Basic terms shell plating strake keel deck tank top floor stringer buoyancy strength stability bulkhead compartment stem frame beam bracket girder
APPENDIX 4 STANDARD FORMAT FOR THE PROCEDURES AND ARRANGEMENTS MANUAL
 Page 42 APPENDIX 4 STANDARD FORMAT FOR THE PROCEDURES AND ARRANGEMENTS MANUAL Note 1: Note 2: The format consists of a standardized introduction and index of the leading paragraphs to each section. This
Page 42 APPENDIX 4 STANDARD FORMAT FOR THE PROCEDURES AND ARRANGEMENTS MANUAL Note 1: Note 2: The format consists of a standardized introduction and index of the leading paragraphs to each section. This
MSC Guidelines for Pressure Vessels
 References: a. 46 CFR Part 54 Pressure Vessels S. T. Brady, CDR, Chief, Engineering Division b. ASME Boiler and Pressure Vessel Code (BPVC), Section VIII, Division 1, (1998 Edition) c. Navigation and Inspection
References: a. 46 CFR Part 54 Pressure Vessels S. T. Brady, CDR, Chief, Engineering Division b. ASME Boiler and Pressure Vessel Code (BPVC), Section VIII, Division 1, (1998 Edition) c. Navigation and Inspection
Compiled by Nicholas H. Moore.
 CONTENTS 1 CODE FOR THE CONSTRUCTION AND EQUIPMENT OF SHIPS CARRYING LIQUEFIED GASES IN BULK Preamble CHAPTER I GENERAL 1.1 General 1.2 Application 1.3 Hazards 1.4 Definitions 1.5 Equivalents 1.6 Survey
CONTENTS 1 CODE FOR THE CONSTRUCTION AND EQUIPMENT OF SHIPS CARRYING LIQUEFIED GASES IN BULK Preamble CHAPTER I GENERAL 1.1 General 1.2 Application 1.3 Hazards 1.4 Definitions 1.5 Equivalents 1.6 Survey
INTERNATIONAL REGULATIONS FOR THE SAFETY OF FISHING VESSELS
 INTERNATIONAL REGULATIONS FOR THE SAFETY OF FISHING VESSELS CONSOLIDATED TEXT OF THE REGULATIONS ANNEXED TO THE TORREMOLINOS PROTOCOL OF 1993 RELATING TO THE TORREMOLINOS INTERNATIONAL CONVENTION FOR THE
INTERNATIONAL REGULATIONS FOR THE SAFETY OF FISHING VESSELS CONSOLIDATED TEXT OF THE REGULATIONS ANNEXED TO THE TORREMOLINOS PROTOCOL OF 1993 RELATING TO THE TORREMOLINOS INTERNATIONAL CONVENTION FOR THE
Doors in watertight bulkheads of cargo ships and passenger ships
 (June 2002) (Rev.1 Oct 2018) Doors in watertight bulkheads of cargo ships and passenger ships Application This unified interpretation pertains to doors 1 located in way of the internal watertight subdivision
(June 2002) (Rev.1 Oct 2018) Doors in watertight bulkheads of cargo ships and passenger ships Application This unified interpretation pertains to doors 1 located in way of the internal watertight subdivision
F All types of inert gas systems are to comply with the following:
 (1974) (Rev.1 1983) (Rev.2 1987) (Rev.3 May 1998) (Corr. Sept 2001) (Rev.4 May 2004) (Rev.5 Nov 2005) (Rev.6 May 2012) (Rev.7 May 2015) Inert Gas Systems.1 General Requirements.1.1 All types of inert gas
(1974) (Rev.1 1983) (Rev.2 1987) (Rev.3 May 1998) (Corr. Sept 2001) (Rev.4 May 2004) (Rev.5 Nov 2005) (Rev.6 May 2012) (Rev.7 May 2015) Inert Gas Systems.1 General Requirements.1.1 All types of inert gas
MSC Guidelines for Vents, Fills and Sounds
 S. J. Kelly, CDR, Chief of Engineering Division References: a. 46 CFR 56.50-85 & 56.50-90 (Subchapter F) b. 46 CFR 32.55, 36.20-1 & 38.20 (Subchapter D) c. 46 CFR 119.445 & 119.450 (Subchapter K) d. 46
S. J. Kelly, CDR, Chief of Engineering Division References: a. 46 CFR 56.50-85 & 56.50-90 (Subchapter F) b. 46 CFR 32.55, 36.20-1 & 38.20 (Subchapter D) c. 46 CFR 119.445 & 119.450 (Subchapter K) d. 46
RESOLUTION MSC.365(93) (adopted on 22 May 2014) AMENDMENTS TO THE INTERNATIONAL CONVENTION FOR THE SAFETY OF LIFE AT SEA, 1974, AS AMENDED
 (adopted on 22 May 2014) AMENDMENTS TO THE INTERNATIONAL CONVENTION FOR THE SAFETY OF LIFE AT SEA, 1974, AS AMENDED") RESOLUTION MSC.365(93) THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on the International Maritime Organization concerning the functions of the Committee, RECALLING ALSO article
RESOLUTION MSC.365(93) THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on the International Maritime Organization concerning the functions of the Committee, RECALLING ALSO article
LIQUEFIED GAS CARRIERS
 RULES FOR CLASSIFICATION OF SHIPS NEWBUILDINGS SPECIAL SERVICE AND TYPE ADDITIONAL CLASS PART 5 CHAPTER 5 LIQUEFIED GAS CARRIERS JANUARY 2011 The initial PDF version of this chapter published January 2011
RULES FOR CLASSIFICATION OF SHIPS NEWBUILDINGS SPECIAL SERVICE AND TYPE ADDITIONAL CLASS PART 5 CHAPTER 5 LIQUEFIED GAS CARRIERS JANUARY 2011 The initial PDF version of this chapter published January 2011
TECHNICAL CIRCULAR. Circular No: S.P Revision:1 Page: 1 of 1 Adoption Date:
 TECHNICAL CIRCULAR Circular No: S.P 04-16 Revision:1 Page: 1 of 1 Adoption Date: 01.06.018 Related Requirement: International Code for the Construction and Equipment of Ships Carrying Liquefied Gases in
TECHNICAL CIRCULAR Circular No: S.P 04-16 Revision:1 Page: 1 of 1 Adoption Date: 01.06.018 Related Requirement: International Code for the Construction and Equipment of Ships Carrying Liquefied Gases in
Guideline No.M-05(201510) M-05 AIR COMPRESSOR. Issued date: 20 October China Classification Society
 M-05 AIR COMPRESSOR. Issued date: 20 October China Classification Society") Guideline No.M-05(201510) M-05 AIR COMPRESSOR Issued date: 20 October 2015 China Classification Society Foreword This Guideline constitutes the CCS rules, and establishes the applicable technical requirements
Guideline No.M-05(201510) M-05 AIR COMPRESSOR Issued date: 20 October 2015 China Classification Society Foreword This Guideline constitutes the CCS rules, and establishes the applicable technical requirements
The following Rule Changes were approved by the ABS Rules Committee on 1 June 2018 and
 RULES FOR SURVEY AFTER CONSTRUCTION 2018 NOTICE NO. 2 July 2018 The following Rule Changes were approved by the ABS Rules Committee on 1 June 2018 and become EFFECTIVE AS OF 1 JULY 2018. (See http://www.eagle.org
RULES FOR SURVEY AFTER CONSTRUCTION 2018 NOTICE NO. 2 July 2018 The following Rule Changes were approved by the ABS Rules Committee on 1 June 2018 and become EFFECTIVE AS OF 1 JULY 2018. (See http://www.eagle.org
LIQUEFIED GAS CARRIERS
 RULES FOR CLASSIFICATION OF SHIPS NEWBUILDINGS SPECIAL SERVICE AND TYPE ADDITIONAL CLASS PART 5 CHAPTER 5 LIQUEFIED GAS CARRIERS JANUARY 2008 This booklet includes the relevant amendments and corrections
RULES FOR CLASSIFICATION OF SHIPS NEWBUILDINGS SPECIAL SERVICE AND TYPE ADDITIONAL CLASS PART 5 CHAPTER 5 LIQUEFIED GAS CARRIERS JANUARY 2008 This booklet includes the relevant amendments and corrections
RULES PUBLICATION NO. 48/P REQUIREMENTS CONCERNING GAS TANKERS January
 RULES PUBLICATION NO. 48/P REQUIREMENTS CONCERNING GAS TANKERS 2017 January Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and are mandatory
RULES PUBLICATION NO. 48/P REQUIREMENTS CONCERNING GAS TANKERS 2017 January Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and are mandatory
LIQUEFIED GAS CARRIERS
 RULES FOR CLASSIFICATION OF SHIPS NEWBUILDINGS SPECIAL SERVICE AND TYPE ADDITIONAL CLASS PART 5 CHAPTER 5 LIQUEFIED GAS CARRIERS JANUARY 1999 CONTENTS PAGE Sec. 1 General Requirements... 7 Sec. 2 Materials...
RULES FOR CLASSIFICATION OF SHIPS NEWBUILDINGS SPECIAL SERVICE AND TYPE ADDITIONAL CLASS PART 5 CHAPTER 5 LIQUEFIED GAS CARRIERS JANUARY 1999 CONTENTS PAGE Sec. 1 General Requirements... 7 Sec. 2 Materials...
ANNEX 2. RESOLUTION MSC.256(84) (adopted on 16 May 2008)
 (adopted on 16 May 2008)") RESOLUTION MSC.256(84) (adopted on 16 May 2008) ADOPTION OF AMENDMENTS TO THE INTERNATIONAL CONVENTION FOR THE SAFETY OF LIFE AT SEA, 1974, AS AMENDED THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b)
RESOLUTION MSC.256(84) (adopted on 16 May 2008) ADOPTION OF AMENDMENTS TO THE INTERNATIONAL CONVENTION FOR THE SAFETY OF LIFE AT SEA, 1974, AS AMENDED THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b)
RULES FOR THE CONSTRUCTION AND CLASSIFICATION OF VESSELS IDENTIFIED BY THEIR MISSION SECTION 6 PIPING CHAPTER SCOPE
 PARTE II RULES FOR THE CONSTRUCTION AND CLASSIFICATION OF VESSELS IDENTIFIED BY THEIR MISSION TITLE 32 OIL TANKERS SECTION 6 PIPING CHAPTER A B C D E F G H I J K T SCOPE MATERIALS AND MANUFACTURE See Title
PARTE II RULES FOR THE CONSTRUCTION AND CLASSIFICATION OF VESSELS IDENTIFIED BY THEIR MISSION TITLE 32 OIL TANKERS SECTION 6 PIPING CHAPTER A B C D E F G H I J K T SCOPE MATERIALS AND MANUFACTURE See Title
Circular China Classification Society (2014) Circ.No.54 Total No.538 Dec.31,2014 ( Total 25 Pages )
 Circ.No.54 Total No.538 Dec.31,2014 ( Total 25 Pages )") C C S 通函 Circular China Classification Society (2014) Circ.No.54 Total No.538 Dec.31,2014 ( Total 25 Pages ) To relevant departments of the Headquarters, Shanghai Rules & Research Institute, plan approval
C C S 通函 Circular China Classification Society (2014) Circ.No.54 Total No.538 Dec.31,2014 ( Total 25 Pages ) To relevant departments of the Headquarters, Shanghai Rules & Research Institute, plan approval
Guidelines for Clean Agent Fire Suppression Systems
 References: S. T. Brady, Chief, Engineering Division a. National Fire Protection Association (NFPA) 2001, 2012 Edition (Clean Agent Fire Extinguishing ) b. International Code for Fire Safety (FSS), Chapter
References: S. T. Brady, Chief, Engineering Division a. National Fire Protection Association (NFPA) 2001, 2012 Edition (Clean Agent Fire Extinguishing ) b. International Code for Fire Safety (FSS), Chapter
ANNEX 6. RESOLUTION MSC.370(93) (adopted on 22 May 2014)
 (adopted on 22 May 2014)") RESOLUTION MSC.370(93) MSC 93/22/Add.1 Annex 6, page 1 ANNEX 6 RESOLUTION MSC.370(93) THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on the International Maritime Organization
RESOLUTION MSC.370(93) MSC 93/22/Add.1 Annex 6, page 1 ANNEX 6 RESOLUTION MSC.370(93) THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on the International Maritime Organization
Record of Assessment OFFICER IN CHARGE OF AN ENGINEERING WATCH
 Record of Assessment for OFFICER IN CHARGE OF AN ENGINEERING WATCH Candidate s Name Candidate s Signature Candidate s Mariner Reference NOTE TO QUALIFIED ASSESSOR(S): In performing your function as a Qualified,
Record of Assessment for OFFICER IN CHARGE OF AN ENGINEERING WATCH Candidate s Name Candidate s Signature Candidate s Mariner Reference NOTE TO QUALIFIED ASSESSOR(S): In performing your function as a Qualified,
OVERALL SURVEY: A survey intended to report on the overall condition of the hull structure and determine the extent of additional close-up surveys.
 U.S. Department of United States Coast Guard Commandant United States Coast Guard 2100 Second Sbeet, S.W. Washington. DC 20593-0001 Staff Symbol: G-MOC-2 Phone: (202) 267-1464 FAX: (202)2674394 From: Commandant
U.S. Department of United States Coast Guard Commandant United States Coast Guard 2100 Second Sbeet, S.W. Washington. DC 20593-0001 Staff Symbol: G-MOC-2 Phone: (202) 267-1464 FAX: (202)2674394 From: Commandant
TECHNICAL CIRCULAR. Circular No: S-P 32/13 Revision: 1 Page: 1 of 7 Date:
 Circular No: S-P 32/13 Revision: 1 Page: 1 of 7 Date:22.05.2014 Related Requirement: UR S27 (Rev.6 June 2013) Subject: Retroactive Application for Strength Requirements for Fore Deck Fittings and Equipment
Circular No: S-P 32/13 Revision: 1 Page: 1 of 7 Date:22.05.2014 Related Requirement: UR S27 (Rev.6 June 2013) Subject: Retroactive Application for Strength Requirements for Fore Deck Fittings and Equipment
SECOND ENGINEER REG III/2 NAVAL ARCHITECTURE
 SECOND ENGINEER REG III/2 NAVAL ARCHITECTURE LIST OF TOPICS A B C D E F G H I J Hydrostatics Simpson's Rule Ship Stability Ship Resistance Admiralty Coefficients Fuel Consumption Ship Terminology Ship
SECOND ENGINEER REG III/2 NAVAL ARCHITECTURE LIST OF TOPICS A B C D E F G H I J Hydrostatics Simpson's Rule Ship Stability Ship Resistance Admiralty Coefficients Fuel Consumption Ship Terminology Ship
PART 3 HULL INTEGRITY AND ARRANGEMENT
 PART 3 HULL INTEGRITY AND ARRANGEMENT PART 3 HULL INTEGRITY AND ARRANGEMENT SECTION SUBJECT 3.1 General 3.2 Doors, hatchways and covers 3.3 Air pipes 3.4 Ventilators 3.5 Side scuttles (portholes) and
PART 3 HULL INTEGRITY AND ARRANGEMENT PART 3 HULL INTEGRITY AND ARRANGEMENT SECTION SUBJECT 3.1 General 3.2 Doors, hatchways and covers 3.3 Air pipes 3.4 Ventilators 3.5 Side scuttles (portholes) and
MSC Guidelines for Review of Gas Carrier/Barge Structures
 R. J. LECHNER, CDR, Tank Vessel and Offshore Division Purpose To establish a process for requesting structural plan review approval for a gas carriers/independent pressure tank barges regulated under 46
R. J. LECHNER, CDR, Tank Vessel and Offshore Division Purpose To establish a process for requesting structural plan review approval for a gas carriers/independent pressure tank barges regulated under 46
ANNEX 4 ALTERNATIVE TEXT FOR OPERATIONAL GUIDELINES FOR VERIFICATION OF DAMAGE STABILITY REQUIREMENTS FOR TANKERS
 Annex 4, page 1 ANNEX 4 ALTERNATIVE TEXT FOR OPERATIONAL GUIDELINES FOR VERIFICATION OF DAMAGE STABILITY REQUIREMENTS FOR TANKERS GUIDELINES FOR VERIFICATION OF DAMAGE STABILITY FOR TANKERS PART 2 OPERATIONAL
Annex 4, page 1 ANNEX 4 ALTERNATIVE TEXT FOR OPERATIONAL GUIDELINES FOR VERIFICATION OF DAMAGE STABILITY REQUIREMENTS FOR TANKERS GUIDELINES FOR VERIFICATION OF DAMAGE STABILITY FOR TANKERS PART 2 OPERATIONAL
SOLAS requirements for nonpassenger ships 300 or above but less than 500 gross tonnage
 SOLAS requirements for nonpassenger ships 300 or above but less than 500 gross tonnage Guidance for owners, masters and surveyors for ships undertaking international voyages SOLAS requirements applied
SOLAS requirements for nonpassenger ships 300 or above but less than 500 gross tonnage Guidance for owners, masters and surveyors for ships undertaking international voyages SOLAS requirements applied
OPERATIONS SEAFARER CERTIFICATION GUIDANCE NOTE SA MARITIME QUALIFICATIONS CODE
 Page 1 of 8 Compiled by Chief Examiner Approved by Qualifications Committee: 27 September 2013 OPERATIONS SEAFARER CERTIFICATION GUIDANCE NOTE SA MARITIME QUALIFICATIONS CODE Page 2 of 8 KNOWLEDGE, UNDERSTANDING
Page 1 of 8 Compiled by Chief Examiner Approved by Qualifications Committee: 27 September 2013 OPERATIONS SEAFARER CERTIFICATION GUIDANCE NOTE SA MARITIME QUALIFICATIONS CODE Page 2 of 8 KNOWLEDGE, UNDERSTANDING
RULES PUBLICATION NO. 94/P SUBDIVISION AND DAMAGE STABILITY OF NEW OIL TANKERS, CHEMICAL TANKERS AND GAS CARRIERS January
 RULES PUBLICATION NO. 94/P SUBDIVISION AND DAMAGE STABILITY OF NEW OIL TANKERS, CHEMICAL TANKERS AND GAS CARRIERS 2016 January Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków
RULES PUBLICATION NO. 94/P SUBDIVISION AND DAMAGE STABILITY OF NEW OIL TANKERS, CHEMICAL TANKERS AND GAS CARRIERS 2016 January Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków
ICE LOADS MONITORING SYSTEMS
 Guide for Ice Loads Monitoring Systems GUIDE FOR ICE LOADS MONITORING SYSTEMS MAY 2011 American Bureau of Shipping Incorporated by Act of Legislature of the State of New York 1862 Copyright 2011 American
Guide for Ice Loads Monitoring Systems GUIDE FOR ICE LOADS MONITORING SYSTEMS MAY 2011 American Bureau of Shipping Incorporated by Act of Legislature of the State of New York 1862 Copyright 2011 American
MARINE CIRCULAR MC-25/2012/1
 Singapore Operations Office: 10 Anson Road #25-16, International Plaza, Singapore 079903 Tel: (65) 6224 2345 Fax: (65) 6227 2345 Email: info@tvship.com Website: www.tvship.com 4/2013 MARINE CIRCULAR MC-25/2012/1
Singapore Operations Office: 10 Anson Road #25-16, International Plaza, Singapore 079903 Tel: (65) 6224 2345 Fax: (65) 6227 2345 Email: info@tvship.com Website: www.tvship.com 4/2013 MARINE CIRCULAR MC-25/2012/1
RULES FOR THE CONSTRUCTION AND CLASSIFICATION OF SHIPS IDENTIFIED BY THEIR MISSIONS CHAPTERS SCOPE
 PART II RULES FOR THE CONSTRUCTION AND CLASSIFICATION OF SHIPS IDENTIFIED BY THEIR MISSIONS TITLE 12 CONTAINER SHIPS SECTION 1 NAVAL ARCHITECTURE CHAPTERS A SCOPE B DOCUMENTS, REGULATIONS AND STANDARDS
PART II RULES FOR THE CONSTRUCTION AND CLASSIFICATION OF SHIPS IDENTIFIED BY THEIR MISSIONS TITLE 12 CONTAINER SHIPS SECTION 1 NAVAL ARCHITECTURE CHAPTERS A SCOPE B DOCUMENTS, REGULATIONS AND STANDARDS
AMENDMENTS NO. 2/2012 to
 RULES AMENDMENTS NO. 2/2012 to PUBLICATION NO. 84/P REQUIREMENTS CONCERNING THE CONSTRUCTION AND STRENGTH OF THE HULL AND HULL EQUIPMENT OF SEA-GOING BULK CARRIERS OF 90 M IN LENGTH AND ABOVE 2009 GDAŃSK
RULES AMENDMENTS NO. 2/2012 to PUBLICATION NO. 84/P REQUIREMENTS CONCERNING THE CONSTRUCTION AND STRENGTH OF THE HULL AND HULL EQUIPMENT OF SEA-GOING BULK CARRIERS OF 90 M IN LENGTH AND ABOVE 2009 GDAŃSK
SHIP FORM DEFINITION The Shape of a Ship
 SHIP FORM DEFINITION The Shape of a Ship The Traditional Way to Represent the Hull Form A ship's hull is a very complicated three dimensional shape. With few exceptions an equation cannot be written that
SHIP FORM DEFINITION The Shape of a Ship The Traditional Way to Represent the Hull Form A ship's hull is a very complicated three dimensional shape. With few exceptions an equation cannot be written that
Transferring and Storage
 Organometallics Transferring and Storage A dip tube is available for Container 2 which can be screwed into the neck to permit safe transfer of product. Small quantities of metal alkyl can be withdrawn
Organometallics Transferring and Storage A dip tube is available for Container 2 which can be screwed into the neck to permit safe transfer of product. Small quantities of metal alkyl can be withdrawn
F-08 HIGH-PRESSURE HOSE USED IN CO2 SYSTEM
 Guideline No.: F-08(201510) F-08 HIGH-PRESSURE HOSE USED IN CO2 SYSTEM Issued date: October 20,2015 China Classification Society Foreword: This Guide is a part of CCS Rules, which contains technical requirements,
Guideline No.: F-08(201510) F-08 HIGH-PRESSURE HOSE USED IN CO2 SYSTEM Issued date: October 20,2015 China Classification Society Foreword: This Guide is a part of CCS Rules, which contains technical requirements,
RULES PUBLICATION NO. 44//P PILOT TRANSFER ARRANGEMENTS July
 RULES PUBLICATION NO. 44//P PILOT TRANSFER ARRANGEMENTS 2016 July Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and are mandatory where applicable.
RULES PUBLICATION NO. 44//P PILOT TRANSFER ARRANGEMENTS 2016 July Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and are mandatory where applicable.
Part 3 Structures, equipment Chapter 1 Hull design and construction, general
 RULES FOR CLASSIFICATION Inland navigation vessels Edition December 2015 Part 3 Structures, equipment Chapter 1 Hull design and construction, general The content of this service document is the subject
RULES FOR CLASSIFICATION Inland navigation vessels Edition December 2015 Part 3 Structures, equipment Chapter 1 Hull design and construction, general The content of this service document is the subject
MSC Guidelines for Independent Fuel Tanks
 References: Contact Information a. 46 CFR 58.50 (Independent Fuel Tanks) b. 46 CFR 119.440 (Independent Fuel Tanks) c. 46 CFR 182.440 (Independent Fuel Tanks) C. J. Robuck, LCDR, Chief, Engineering Division
References: Contact Information a. 46 CFR 58.50 (Independent Fuel Tanks) b. 46 CFR 119.440 (Independent Fuel Tanks) c. 46 CFR 182.440 (Independent Fuel Tanks) C. J. Robuck, LCDR, Chief, Engineering Division
RESOLUTION MSC.256(84) (adopted on 16 May 2008) ADOPTION OF AMENDMENTS TO THE INTERNATIONAL CONVENTION FOR THE SAFETY OF LIFE AT SEA, 1974, AS
 (adopted on 16 May 2008) ADOPTION OF AMENDMENTS TO THE INTERNATIONAL CONVENTION FOR THE SAFETY OF LIFE AT SEA, 1974, AS") RESOLUTION MSC.256(84) ADOPTION OF AMENDMENTS TO THE INTERNATIONAL CONVENTION FOR THE SAFETY OF LIFE AT SEA, 1974, AS AMENDED THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on
RESOLUTION MSC.256(84) ADOPTION OF AMENDMENTS TO THE INTERNATIONAL CONVENTION FOR THE SAFETY OF LIFE AT SEA, 1974, AS AMENDED THE MARITIME SAFETY COMMITTEE, RECALLING Article 28(b) of the Convention on
Resolution A.1120(30) Adopted on 6 December 2017 (Agenda item 9)
 Adopted on 6 December 2017 (Agenda item 9)") E ASSEMBLY 30th session Agenda item 9 A 30/Res.1120 18 December 2017 Original: ENGLISH Resolution A.1120(30) Adopted on 6 December 2017 (Agenda item 9) SURVEY GUIDELINES UNDER THE HARMONIZED SYSTEM OF
E ASSEMBLY 30th session Agenda item 9 A 30/Res.1120 18 December 2017 Original: ENGLISH Resolution A.1120(30) Adopted on 6 December 2017 (Agenda item 9) SURVEY GUIDELINES UNDER THE HARMONIZED SYSTEM OF
RESOLUTION A.855(20) adopted on 27 November 1997 STANDARDS FOR ON-BOARD HELICOPTER FACILITIES
 adopted on 27 November 1997 STANDARDS FOR ON-BOARD HELICOPTER FACILITIES") A 20/Res.855 17 December 1997 Original: ENGLISH ASSEMBLY 20th session Agenda item 9 RESOLUTION A.855(20) adopted on 27 November 1997 THE ASSEMBLY, STANDARDS FOR ON-BOARD HELICOPTER FACILITIES RECALLING
A 20/Res.855 17 December 1997 Original: ENGLISH ASSEMBLY 20th session Agenda item 9 RESOLUTION A.855(20) adopted on 27 November 1997 THE ASSEMBLY, STANDARDS FOR ON-BOARD HELICOPTER FACILITIES RECALLING
X-03 EMERGENCY TOWING ARRANGEMENTS
 Guideline No.: X-03(201510) X-03 EMERGENCY TOWING ARRANGEMENTS Issued date: October 20,2015 China Classification Society Foreword: This Guide is a part of CCS Rules, which contains technical requirements,
Guideline No.: X-03(201510) X-03 EMERGENCY TOWING ARRANGEMENTS Issued date: October 20,2015 China Classification Society Foreword: This Guide is a part of CCS Rules, which contains technical requirements,
Rules for Classification and Construction Additional Rules and Guidelines
 VI Rules for Classification and Construction Additional Rules and Guidelines 3 Machinery Installations 4 Guidelines for Equipment on Fire Fighting Ships Edition 2008 The following Guidelines come into
VI Rules for Classification and Construction Additional Rules and Guidelines 3 Machinery Installations 4 Guidelines for Equipment on Fire Fighting Ships Edition 2008 The following Guidelines come into
FLAMMABLE GASES AND FLAMMABLE CRYOGENIC FLUIDS
 CHAPTER 35 FLAMMABLE GASES AND FLAMMABLE CRYOGENIC FLUIDS SECTION 3501 GENERAL 3501.1 Scope. The storage and use of flammable gases shall be in accordance with this chapter. Compressed gases shall also
CHAPTER 35 FLAMMABLE GASES AND FLAMMABLE CRYOGENIC FLUIDS SECTION 3501 GENERAL 3501.1 Scope. The storage and use of flammable gases shall be in accordance with this chapter. Compressed gases shall also
RULES FOR CLASSIFICATION OF MOBILE OFFSHORE UNITS
 CHINA CLASSIFICATION SOCIETYY Rule Change Notice For: RULES FOR CLASSIFICATION OF MOBILE OFFSHORE UNIT S 2012 Version: December, 2015,RCN No.1 Effective date: 1 January, 20162 Beijing Contents PART ONE
CHINA CLASSIFICATION SOCIETYY Rule Change Notice For: RULES FOR CLASSIFICATION OF MOBILE OFFSHORE UNIT S 2012 Version: December, 2015,RCN No.1 Effective date: 1 January, 20162 Beijing Contents PART ONE
Special Considerations for Structural design and Fabrication for. tankers or similar vessels with Large Size (150m or more in length) in.
 in.") Special Considerations for Structural design and Fabrication for tankers or similar vessels with Large Size (150m or more in length) in polar waters He. Guangwei Guangwei_ho@chinagsi.com Mai. Rongzhi MRZ@chinagsi.com
Special Considerations for Structural design and Fabrication for tankers or similar vessels with Large Size (150m or more in length) in polar waters He. Guangwei Guangwei_ho@chinagsi.com Mai. Rongzhi MRZ@chinagsi.com
STEEL VESSELS 2008 RULES FOR BUILDING AND CLASSING PART 5C SPECIFIC VESSEL TYPES (CHAPTERS 7-10)
") Part 5C: Specific Vessel Types (Chapters 7-10) RULES FOR BUILDING AND CLASSING STEEL VESSELS 2008 PART 5C SPECIFIC VESSEL TYPES (CHAPTERS 7-10) American Bureau of Shipping Incorporated by Act of Legislature
Part 5C: Specific Vessel Types (Chapters 7-10) RULES FOR BUILDING AND CLASSING STEEL VESSELS 2008 PART 5C SPECIFIC VESSEL TYPES (CHAPTERS 7-10) American Bureau of Shipping Incorporated by Act of Legislature
RULES FOR THE CONSTRUCTION AND CLASSIFICATION OF MOBILE OFFSHORE DRILLING UNITS TITLE MOBILE OFFSHORE DRILLING UNITS SECTION 6 PIPING CHAPTERS SCOPE
 DE NAVIOS E AERONAVES of Mobile Offshore Drilling Units Hull Part II PIPING - Section 6 PART II RULES FOR THE CONSTRUCTION AND CLASSIFICATION OF MOBILE OFFSHORE DRILLING UNITS TITLE MOBILE OFFSHORE DRILLING
DE NAVIOS E AERONAVES of Mobile Offshore Drilling Units Hull Part II PIPING - Section 6 PART II RULES FOR THE CONSTRUCTION AND CLASSIFICATION OF MOBILE OFFSHORE DRILLING UNITS TITLE MOBILE OFFSHORE DRILLING
RESOLUTION MEPC.288(71) (adopted on 7 July 2017) 2017 GUIDELINES FOR BALLAST WATER EXCHANGE (G6)
 (adopted on 7 July 2017) 2017 GUIDELINES FOR BALLAST WATER EXCHANGE (G6)") Annex 9, page 1 ANNEX 9 RESOLUTION MEPC.288(71) (adopted on 7 July 2017) THE MARINE ENVIRONMENT PROTECTION COMMITTEE, RECALLING Article 38(a) of the Convention on the International Maritime Organization
Annex 9, page 1 ANNEX 9 RESOLUTION MEPC.288(71) (adopted on 7 July 2017) THE MARINE ENVIRONMENT PROTECTION COMMITTEE, RECALLING Article 38(a) of the Convention on the International Maritime Organization
Hatch cover securing and tightness
 (1986) (Rev 1 1996) (Corr.1 June 2000) (Rev.2 July 2005) (Corr.1 Oct 2005) Hatch cover securing and tightness 1. Application 1.1 The following recommendations apply to steel hatch covers that are fitted
(1986) (Rev 1 1996) (Corr.1 June 2000) (Rev.2 July 2005) (Corr.1 Oct 2005) Hatch cover securing and tightness 1. Application 1.1 The following recommendations apply to steel hatch covers that are fitted
RULES FOR CLASSIFICATION OF SEA-GOING STEEL SHIPS
 CCS Rule Change Notice For: RULES FOR CLASSIFICATION OF SEA-GOING STEEL SHIPS Version: July 2018. RCN No.1 Effective date: 1 July 2018 Beijing CHINA CLASSIFICATION SOCIETY CCS Rule Change Notice For: RULES
CCS Rule Change Notice For: RULES FOR CLASSIFICATION OF SEA-GOING STEEL SHIPS Version: July 2018. RCN No.1 Effective date: 1 July 2018 Beijing CHINA CLASSIFICATION SOCIETY CCS Rule Change Notice For: RULES
Translation of the original Operating Instructions for HKS rubber compensators
 Because of their flexible elements and mechanisms, HKS rubber compensators are susceptible to damage of all types and adverse loads in operation. For reliable operation of a compensator and, thus, the
Because of their flexible elements and mechanisms, HKS rubber compensators are susceptible to damage of all types and adverse loads in operation. For reliable operation of a compensator and, thus, the
RESOLUTION A.1045(27) RECOMMENDATION ON PILOT TRANSFER ARRANGEMENTS
 RECOMMENDATION ON PILOT TRANSFER ARRANGEMENTS") RESOLUTION A.1045(27) RECOMMENDATION ON PILOT TRANSFER ARRANGEMENTS 1 GENERAL Ship designers are encouraged to consider all aspects of pilot transfer arrangements at an early stage in design. Equipment
RESOLUTION A.1045(27) RECOMMENDATION ON PILOT TRANSFER ARRANGEMENTS 1 GENERAL Ship designers are encouraged to consider all aspects of pilot transfer arrangements at an early stage in design. Equipment
IMO INSPECTION AND SURVEY REQUIREMENTS FOR ACCOMMODATION LADDERS. Proposal for an amendment to SOLAS and associated guidelines
 INTERNATIONAL MARITIME ORGANIZATION E IMO SUB-COMMITTEE ON SHIP DESIGN AND EQUIPMENT 50th session Agenda item 5 DE 50/WP.8 7 March 2007 Original: ENGLISH INSPECTION AND SURVEY REQUIREMENTS FOR ACCOMMODATION
INTERNATIONAL MARITIME ORGANIZATION E IMO SUB-COMMITTEE ON SHIP DESIGN AND EQUIPMENT 50th session Agenda item 5 DE 50/WP.8 7 March 2007 Original: ENGLISH INSPECTION AND SURVEY REQUIREMENTS FOR ACCOMMODATION
OPENINGS AND REINFORCEMENTS 26
 ASME BPVC.VIII.1-2015 UG-35.2 UG-36 (4) It is recognized that it is impractical to write requirements to cover the multiplicity of devices used for quick access, or to prevent negligent operation or the
ASME BPVC.VIII.1-2015 UG-35.2 UG-36 (4) It is recognized that it is impractical to write requirements to cover the multiplicity of devices used for quick access, or to prevent negligent operation or the
TP 11249E SHIP SAFETY STANDARD FOR IN-WATER SURVEYS
 TP 11249E SHIP SAFETY STANDARD FOR IN-WATER SURVEYS Canadian Coast Guard Ship Safety Branch 1992 TP 11249E RECORD OF CHANGES STANDARD FOR IN WATER SURVEYS DATE OF AMENDMENT AMENDMENT NUMBER SECTION AMENDED
TP 11249E SHIP SAFETY STANDARD FOR IN-WATER SURVEYS Canadian Coast Guard Ship Safety Branch 1992 TP 11249E RECORD OF CHANGES STANDARD FOR IN WATER SURVEYS DATE OF AMENDMENT AMENDMENT NUMBER SECTION AMENDED
Electrical, electronic and control engineering at the operational level
 STCW Code Table A-III/6 Specification of minimum standard of for electro-technical officers Ref: https://www.edumaritime.net/stcw-code Source: IMO Function: Electrical, electronic and control engineering
STCW Code Table A-III/6 Specification of minimum standard of for electro-technical officers Ref: https://www.edumaritime.net/stcw-code Source: IMO Function: Electrical, electronic and control engineering
10 December 2010 GUIDANCE FOR WATERTIGHT DOORS ON PASSENGER SHIPS WHICH MAY BE OPENED DURING NAVIGATION
 E 4 ALBERT EMBANKMENT LONDON SE1 7SR Telephone: +44 (0)20 7735 7611 Fax: +44 (0)20 7587 3210 Ref. T4/3.01 MSC.1/Circ.1380 10 December 2010 GUIDANCE FOR WATERTIGHT DOORS ON PASSENGER SHIPS WHICH MAY BE
E 4 ALBERT EMBANKMENT LONDON SE1 7SR Telephone: +44 (0)20 7735 7611 Fax: +44 (0)20 7587 3210 Ref. T4/3.01 MSC.1/Circ.1380 10 December 2010 GUIDANCE FOR WATERTIGHT DOORS ON PASSENGER SHIPS WHICH MAY BE
Record of Assessment OFFICER IN CHARGE OF AN ENGINEERING WATCH
 Record of Assessment for OFFICER IN CHARGE OF AN ENGINEERING WATCH Candidate s Name Candidate s Signature NOTE TO QUALIFIED ASSESSOR(S): In performing your function as a Qualified, you may use your initials
Record of Assessment for OFFICER IN CHARGE OF AN ENGINEERING WATCH Candidate s Name Candidate s Signature NOTE TO QUALIFIED ASSESSOR(S): In performing your function as a Qualified, you may use your initials
Preparation and Installation of the Sanitary BDI-FLX Sensor and Connection to the BDI-FLX Interface Cable
 GEP-6075 Rev. B 101574 Ref. I.D.: 16973 Preparation and Installation of the Sanitary BDI-FLX Sensor and Connection to the BDI-FLX Interface Cable WARNING USER SHOULD READ AND THOROUGHLY UNDERSTAND THESE
GEP-6075 Rev. B 101574 Ref. I.D.: 16973 Preparation and Installation of the Sanitary BDI-FLX Sensor and Connection to the BDI-FLX Interface Cable WARNING USER SHOULD READ AND THOROUGHLY UNDERSTAND THESE
NATURAL GAS MAINTENANCE. Part 192 Subpart "M"
 NATURAL GAS MAINTENANCE Part 192 Subpart "M" CONTACT INFORMATION Pamela West Pipeline Safety Specialist U.S. Department of Transportation PHMSA Inspector Training and Qualifications Main: (405) 686-2310
NATURAL GAS MAINTENANCE Part 192 Subpart "M" CONTACT INFORMATION Pamela West Pipeline Safety Specialist U.S. Department of Transportation PHMSA Inspector Training and Qualifications Main: (405) 686-2310
OPERATIONS SEAFARER CERTIFICATION
 Page 1 of 6 Compiled by Chief Examiner Approved by Qualifications Committee: 25 November 2013 OPERATIONS SEAFARER CERTIFICATION GUIDANCE NOTE SA MARITIME QUALIFICATIONS CODE Ancillary : Basic Training
Page 1 of 6 Compiled by Chief Examiner Approved by Qualifications Committee: 25 November 2013 OPERATIONS SEAFARER CERTIFICATION GUIDANCE NOTE SA MARITIME QUALIFICATIONS CODE Ancillary : Basic Training
ST. VINCENT AND THE GRENADINES
 ST. VINCENT AND THE GRENADINES MARITIME ADMINISTRATION CIRCULAR N SOL 051 Rev.1 SOLAS 74 CHAPTER V, REG.23 REQUIREMENTS FOR PILOT TRANSFER ARRANGEMENTS TO: SHIPOWNERS, SHIPS OPERATORS & MANAGERS, FLAG
ST. VINCENT AND THE GRENADINES MARITIME ADMINISTRATION CIRCULAR N SOL 051 Rev.1 SOLAS 74 CHAPTER V, REG.23 REQUIREMENTS FOR PILOT TRANSFER ARRANGEMENTS TO: SHIPOWNERS, SHIPS OPERATORS & MANAGERS, FLAG
Installing, Repairing or Modifying Construction Resources by Heating, Welding, Brazing, Soldering and Thermal Cutting in the Workplace L/505/0144
 Unit Title Ofqual unit reference number (code) Organisation Reference QCF 665 Unit Level Unit Sub Level Installing, Repairing or Modifying Construction Resources by Heating, Welding, Brazing, Soldering
Unit Title Ofqual unit reference number (code) Organisation Reference QCF 665 Unit Level Unit Sub Level Installing, Repairing or Modifying Construction Resources by Heating, Welding, Brazing, Soldering
Guidance for. Floating Liquefied Gas Units GC-13-E
 2015 Guidance for Floating Liquefied Gas Units GC-13-E KR APPLICATION OF "Guidance for Floating Liquefied Gas Units" 1. Unless expressly specified otherwise, the requirements in the Guidance apply to Floating
2015 Guidance for Floating Liquefied Gas Units GC-13-E KR APPLICATION OF "Guidance for Floating Liquefied Gas Units" 1. Unless expressly specified otherwise, the requirements in the Guidance apply to Floating