QFN DESIGN CONSIDERATIONS TO IMPROVE CLEANING A FOLLOW ON STUDY
|
|
|
- Steven Bruce
- 5 years ago
- Views:
Transcription
1 QFN DESIGN CONSIDERATIONS TO IMPROVE CLEANING A FOLLOW ON STUDY Mike Bixenman, D.B.A. Kyzen Corporation Nashville, TN Dale Lee Plexus Corporation Neenah, WI Bill Vuono TriQuint Semiconductor Richardson, TX Steve Stach Austin American Technology Burnet, TX ABSTRACT: The data findings from the QFN Design Considerations to Improve Cleaning presented at SMTAI 2013 found that the level of flux residue is less and cleaning improves from open spaces under the bottom termination, higher component clearance, and the ability for air to flow and exhaust during reflow. The data conclusively found that when flux volatiles outgas and escape from under the component during reflow, flux residue volatile ingredients exhaust with the remaining residue forming around the solder joints. This opens up flow channels to allow the cleaning fluid to penetrate, wet and dissolve remaining residues. The 2013 research paper studied different ground pad designs with the addition of via holes within the ground pad penetrating to the back side of the board. The via holes allowed flux volatile ingredients to outgas and escape during reflow and for some of the flux residue to drain to the back side of the board. The level of flux residue under the bottom termination reduced upwards to 80% less residue within the streets and around pads. The purpose of the follow on research is to place non-plated via holes within the QFN streets four quadrants. Learning from the 2013 research data findings, the research hypothesis for this study predicts that the non-plated via holes will allow to air to penetrate and exhaust during reflow resulting in less residue under the bottom termination. The major benefit is that less residue prevents flux bridging. With an open flow channel under the component, cleaning fluids penetrate at a faster rate, which allows for reduced cleaning time and more consistent cleaning. KEY WORDS QFN, MLF, LPCC, QLP, HVQFN, LCC, Electronic Assembly Cleaning, Flux Residue, Electrochemical Migration INTRODUCTION Electronic devices are the backbone for new innovations that enable market disruption and change the way we do things today. Packaging that enables these devices are continuing to miniaturize. Components that are joined with surface mount continue to improve functionality while challenging assembly operations. As bump diameters reduce, bump pitch also has to reduce. Component pitches of mm are now common place. As bump pitch narrows, package height reduces. Standoff gaps continue to narrow as well, with less than 2 mils of clearance space from many small leadless / bottom termination components and packages. Components with extremely tight gap heights can create assembly challenges. Solder spheres are combined with a flux composition to make solder paste. The flux component is extremely important to enable high yield on many processes. The first process is stencil printing. Assemblies with miniature components have a much smaller process window. 1 During stencil printing, particle size, rheology, slump and viscosity must enable aperture fill and release.



2 The second process is reflowing and joining the component to the substrate. The flux component is extremely important in removing surface oxides, protecting the alloy from oxidation during the reflow process, while also reducing paste slumping, spattering and voiding. 2 During the soldering process, some of the flux ingredients are designed to outgas with the remaining residue crosslinking into an inert residue. As gaps reduce, active flux ingredients can become entrapped under the bottom termination. Flux entrapment increases the level of residues post soldering and potential for electrochemical migration. Design for manufacturability (DfM) requires closer, earlier and more proactive coordination across the supply chain, including OEM, ODM, EMS and the supply companies. 3 Sharing best practices ensures that decisions made early in the design process overcome assembly challenges with the net result of reliable products that perform to expectations. The goal of the research reported in this paper is to increase the body of knowledge with regards to bottom termination soldering effects during reflow. Better understanding leads to better designs, which opens process windows. LEADLESS / BOTTOM TERMINATED COMPONENTS The continued miniaturization trend can lead to excessive residue that bridges and climbs up the side of the component during reflow (Figure 2). For example, the physical size of passive components continues to decrease, which also reduces solder deposit thickness (Figure 1). In addition, printed circuit board finishes are moving away from non-planar finishes (i.e. HASL) and to planar finishes (ENIG, ImAg, OSP, ENEPIG & ImAg, etc). Planar board finishes with typical copper thicknesses are flush with the solder mask, which also leads to tighter gap heights. Each of these trends reduces Z-Axis, which results in more flux residue under the component. Figure 1: Passive Component Miniaturization Figure 2: Passive Component Standoff Gap Example The QFN micro lead frame component is popular as an IC package because it is a small, near chip scale package size, and can provide improved heat transfer to keep the IC cooler. The I/O and power and ground connections are typically arranged in one or two rows around the four edges of the device although the pattern can vary significantly from device to device. 4 QFN s are more manufacturing friendly than other components because they are easier to handle and less prone to damage than alternative packages with leads or solder balls attached. The Dual Flat No-lead DFN is a cousin of the QFN having SMT leadless interconnects only on two sides of the package. The down sides to using the QFN package are cleaning, rework and voiding. The large ground pad and low gap height result in significant flux contamination. Since there is no flow pattern, cleaning is a real challenge. Rework requires a lot of heat to melt the solder connecting heat transfer pads to the board via structure. This increases the thermal stress to the board and can limit the rework yield and number of rework cycles. During

3 reflow, large voids within the ground pad can occur due to the inability of the flux to outgas. The cleaning challenge is exacerbated by three points of the QFN design. 4 One, there is a lot of flux to deal with compared to other packages. Two, the spacing under the bottom termination is very tight, just a couple of mils. And last, the fluid flow channels that normally form and facilitate rapid cleaning are blocked by the heat sink pad. The problem with this phenomenon is that unreacted flux activators can be left under the component. With flux residues bridging components, electrochemical migration can take place in short order. Figure 3: Flux residue fills open gaps in QFN structures Solder paste typically contains approximately 10% flux by weight, but by volume the flux comprises nearly 50%. When QFN s are reflowed, most of the non-volatile flux residue expelled from the molten solder from the heat sink accumulates around the I/O pad structures in sufficient volume to seal gaps between component and board with solid flux residue. Flux residue can be trapped within the ground pad, which leads to increased voiding. Figure 5: Flux Bridging Conductors can lead to ECM From a design perspective, the key is developing channels for the flux to outgas during reflow. Designs for cleaning strategies that allow flux to exhaust during reflow reduce the level of flux under the bottom termination by as high as 80% reduction. Flux residues tend to form next to the solder connection and are very manageable from a cleaning perspective. Figure 6: Channels that allow Flux to Outgas reduce Flux Residues Figure 4: Large Voids due to Restricted Channels for Flux Volatiles to Outgas DESIGN FOR CLEANING Electronic assemblies are designed based on the form factor, contractual requirements, end use and cost. 3 Design for Manufacturing is contingent on component size, density and performance. Design rules must account for smaller solder connections, solder paste volume and reductions in the Z-Axis. Prior research finds that flux residue under the bottom termination is a function of attractive and repulsive capillary forces. 4 When the Z-Axis is less than 2 mils, flux residue capillary forces attract during reflow. As flux accumulates, channels for outgassing become blocked. When this occurs, the bottom side of the component is underfilled with flux residue. Solder mask definition strategies create channels for flux to outgas. Removal of the solder mask next to the component creates a trough that effectively breaks the vacuum effect from the solder pad to the solder mask. The channel around the solder pad provides roughly one mil of Z-Axis. These nonsolder mask define pads reduce flux flowing away from the solder pad and provide a channel for flux to outgas. Removal of all solder mask under the bottom termination is another effective strategy for increase the Z-Axis and providing a channel for flux to exhaust. 5 Unlike Non Solder Mask Defined pads, No Solder Mask allows some flux to flow away from the pad. This limitation is mostly mitigated by the air channels that can flow during reflow. Solder Mask Defined pads are the least preferred strategy for bottom termination components.





4 Figure 7: Solder Mask Definition Strategies Inserting preforms is another strategy that can be used to increase gap height. Preforms are placed at the four corners of the ground pad. The preform increases gap height by 1-2 mils. The added gap height allows flux to outgas during reflow. Similar to Non Solder Mask Defined pads, this strategy decreases flux residue under the bottom termination and is easier to clean. Figure 9: Plated Via Holes in Ground Pad Each of the strategies had one common purpose of providing a channel for flux to exhaust during reflow. Air channels reduce flux residue under the bottom termination and reduce ground pad voiding. RESEARCH PURPOSE The purpose of the follow on research is to place non-plated via holes within the QFN streets four quadrants. Learning from the 2013 research data findings, increasing gap height and providing a channel for flux to exhaust is the key factor for reducing flux under bottom terminations. Non plated vias were strategically placed in the streets and corners. Figure 8: Preforms at the Corners of the Ground Pad The initial research paper presented at SMTAI last year placed plated via holes within the ground pad. 4 The objective of the plated via holes was to provide a channel for flux to exhaust and drain to the back side of the board The strategy worked but there were some complications. The first complication was the ability of the solder to flow into the plated through hole and form a bump on the bottom side of the board. The second complication with this strategy came from rework. The solder that ran into the plated vias reinforced the strength and permanency of the component. It was challenging to remove the component without destroying the pad terminations. Figure 10: Non Plated Via Design in Streets and Corners Research Hypothesis #1: Removal of solder mask from both the pads and streets will increase gap height and allow flux residues to outgas. Research Hypothesis #2: Plated via holes in the ground pad will allow flux residues to outgas and reduce voiding. Research Hypothesis #3: Non-plated via holes in the streets will allow flux residues to outgas during reflow resulting in less residue under the bottom termination.


 in Richardson, TX.")
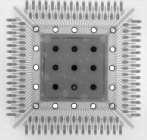
5 EXPERIMENTAL The test vehicle designed for this research was similar to the original design used for the 2013 study. Two differences were built into the test vehicle design. The test vehicle used for the original 2013 study had immersion silver as the pad finish. For this study, ENIG planar finish was used. The second change was the addition of non-plated via holes in the streets on components with solid ground pads (Figure 10 & 11). o MLF124 Dual Row NoSM 5 holes on each of four quadrants streets with holes in corners MLF88 Single Row NSMD MLF88 Single Row NoSM MLF124 Dual Row NSMD MLF124 Dual Row NoSM Boards were processed at TriQuint Semiconductor using gloves and were not cleaned after SMT processing. Methodology The test vehicles were delivered to the TriQuint Semiconductor s Advanced Microwave Module Assembly facility (AMMA) in Richardson, TX. The components were delivered in feeder tubes, which were then transferred to a tape and reel format for compatibility with the placement equipment. Figure 11: Test Vehicle used for this Research Study Four lead free Type V solder pastes were evaluated in this study 1. Lead-Free No-Clean #1 2. Lead-Free No-Clean #2 3. Lead-Free No-Clean #3 4. Lead-Free Water Soluble The Design of Experiment called for a combination of four lead free solder pastes, which would be used for the board fabrication. The solder paste stencil was fabricated from inch thick nano-coated laser cut stencil (see Figure XX below). The stencil was cleaned between each print by the screen printer automated dry wipe, and washed between each paste type used to prevent print contamination. The board finish was ENIG. The test vehicle was designed to evaluate voiding relative to solder mask and via hole combinations as listed below: 25 Via Holes in Ground Pad o MLF88 Single Row NSMD o MLF88 Single Row NoSM o MLF124 Dual Row NSMD o MLF124 Dual Row NoSM 9 Via Holes in Ground Pad o MLF88 Single Row NSMD o MLF88 Single Row NoSM o MLF124 Dual Row NSMD o MLF124 Dual Row NoSM No Via Holes in Ground Pad o 10 holes on each of four quadrants streets MLF88 Single Row NSMD MLF88 Single Row NoSM MLF124 Dual Row NSMD Figure 12: Standard Stencil Pattern Figure 13: Solder Paste Print
6 The solder pastes used were a Type V solder paste mesh, for the fine stencil apertures. The solder paste application used a DEK Horizon 03iX screen printer using the solder pastes specified in the matrix. The vendor recommended solder paste print parameters (e.g. print speed, print pressure, etc.) were followed. The test vehicles were transferred to the Juki CX-1 high speed pick and place machine for placement of the components. The test vehicles were generally fully populated per the DOE Matrix. In a few cases, the matrix defined unpopulated boards without components as control boards to determine the residues remaining from each paste used and the overall print quality. The test vehicles were immediately reflowed using the Heller 1936MK5 convection reflow oven. This oven had twelve temperature zones for solder reflow, and the conveyor was set at 25 IPM. The reflow profile used was a ramp-to-spike profile with a peak temperature target of 235 C. The reflow profile was identical for all paste types. The boards were sent from TriQuint to Kyzen Corporation for removal of components and collection of data. Response Variables The response variables from this study include: 1. Gap Height 2. Flux Residue Levels a. Streets b. Pads 3. Voiding a. Transmissive X-Ray Laminography DATA FINDINGS The standoff gap from the board to the bottom side of the component is critical for flux residue volatiles to outgas. When gap heights are less than 2 mils, flux residue volatiles become entrapped under the bottom termination. This results in heavy flux residues next to pads and streets. Some of the flux volatiles can still be active and susceptible to leakage when biased. Cleaning QFN components that are totally underfilled with flux residues is highly challenging and problematic. The test vehicles within the 2013 research study average 2-6 mils standoff gap. Parts with higher gap heights resulted in less flux residue under the bottom termination. The level of residues in both the street and pad areas from that study was low. The gap heights for this study were measured for the Single and Dual non solder mask defined (NSMD) and no solder mask components (NoSM). Similar to the 2013 research study, higher gap heights resulted in less flux residue under bottom terminations. Figure 14: Ramp to Spike Reflow Profile No touch-up was performed on these assemblies. After reflow, the boards were inspected by X-Ray to determine voiding from the manufacturing process and the stencil/board combinations. Following assembly, an XD7600NT Transmissive X-Ray Laminography system from Nordson-Dage (Ruby series) was used to evaluate solder voiding under the components. The via holes in the ground pads and within the streets provide a path for flux residue volatiles to outgas during reflow. The insertion of via holes resulted in smaller and fewer voids. On pads with 25 via holes in the ground pads, voiding was minimal and the size of the voids was small in diameter. When the via holes were placed in the streets and not the ground pad, the voids were larger and slightly higher in the ground pad area. The insertion of via holes in both the ground pads and streets showed a positive correlation for flux residue volatiles having a path to outgas.











7 25 via holes in Ground Pad Bare Board Removed by Chisel Voiding Gap Height Gap Height = 38µm Gap Height = 130µm Gap Height = 17µm Gap Height = 29µm MLF88 Single Row / 25 Plated Via Holes / NSMD o 80% Flux Residue in Streets o 60% Flux Residue next to Pads o 10% Voiding MLF88 Single Row / 25 Plated Via Holes / NoSM o 50% Flux Residue next to Pads o 10% Voiding MLF124 Dual Row / 25 Plated Via Holes / NSMD o 25% Flux Residue in Streets o 30% Flux Residue next to Pads o 15% Voiding MLF124 Dual Row / 25 Plated Via Holes / NoSM o 15% Flux Residue in Streets o 20% Flux Residue next to Pads o 15% Voiding







8 9 via holes in Ground Pad Bare Board Removed by Chisel Voiding Gap Height Gap Height = 120 µm Gap Height = 100µm Gap Height = 60µm Gap Height = 90µm MLF88 Single Row / 9 Plated Via Holes / NSMD o 70% Flux Residue in Streets o 30% Flux Residue next to Pads o 20% Voiding MLF88 Single Row / 9 Plated Via Holes / NoSM o 25% Flux Residue next to Pads o 20% Voiding MLF124 Dual Row / 9 Plated Via Holes / NSMD o 40% Flux Residue next to Pads o 25% Voiding MLF124 Dual Row / 9 Plated Via Holes / NoSM o 15% Flux Residue in Streets o 20% Flux Residue next to Pads o 30% Voiding









9 Via Holes in Streets ~ No Via Holes in Ground Pad Gap Height = 130µm Gap Height = 120µm Gap Height = 130µm Gap Height = 120µm Gap Height = 130µm


10 Gap Height = 130µm MLF88 Single Row / 10 Plated Via Holes in each street for a total of 40 Via Holes in Streets/ NSMD o 50% Flux Residue in Streets o 60% Flux Residue next to Pads o 25% Voiding MLF88 Single Row / 10 Plated Via Holes in each street for a total of 40 Via Holes in Streets / NoSM o 25% Flux Residue next to Pads o 15% Voiding MLF88 Single Row / 5 Plated Via Holes in each street for a total of 20 Via Holes in Streets/ NSMD o 50% Flux Residue in Streets o 60% Flux Residue next to Pads o 20% Voiding INFERENCES FROM THE DATA FINDINGS Research Hypothesis #1: Removal of solder mask from both the pads and streets will increase gap height and allow flux residues to outgas. The data findings reported in this paper accept the first research hypothesis that gap height is a critical factor for flux residues volatiles to outgas. The study finds that solder mask definition is one of the effective strategies for increasing gap height. Within this study, non-solder mask defined pads (NSMD) were not as effective as was no-solder mask under the bottom termination. Removal of the solder mask in both the pad and street areas resulted in less flux residue under the bottom termination. Research Hypothesis #2: Plated via holes in the ground pad will allow flux residues to outgas and reduce voiding. The data findings reported in this paper accept the second research hypothesis that plated via holes in the ground pad allow flux residues to outgas and reduce voiding. The insertion of via holes in the ground pad area reduced both voiding and flux residues under the bottom termination. For ground pads MLF88 Single Row / 5 Plated Via Holes in each street for a total of 20 Via Holes in Streets/ NoSM o 20% Flux Residue next to Pads o 20% Voiding MLF124 Dual Row / 9 Plated Via Holes / NSMD o 30% Flux Residue next to Pads o 30% Voiding MLF124 Dual Row / 9 Plated Via Holes / NoSM o 15% Flux Residue in Streets o 20% Flux Residue next to Pads o 30% Voiding with 25 via holes, voids were reduced. The voids that were present were much smaller in diameter than voids on ground pads that do not have via holes. Research Hypothesis #3: Non-plated via holes in the streets will allow flux residues to outgas during reflow resulting in less residue under the bottom termination. The data findings in this paper accept the third hypothesis that non-plated via holes in the streets support flux outgassing during reflow. The non-plated via holes in the streets on the dual row MLF124 components provided a better path for flux residues to outgas. On the single row MLF88, the via holes were place with in the street area. On the MLF124, there was a large via hole place in the four corners. This large via hole in the corner resulted in less flux residue under the bottom termination. Additional study of the data findings is needed to make a conclusive observation. CONCLUSION With the trend toward higher density and miniaturization, the use of bottom termination components has increased. During reflow, flux residue volatiles will accumulate and underfill
11 bottom terminations that have low standoff gaps. Developing a channel for flux residues to outgas significantly reduces flux residue under bottom terminations. Designs for manufacturing strategies that allow flux residues to outgas during reflow have positive benefits. First, there is less flux residue under the bottom termination. Secondly, cleaning agents will be able to penetrate and flush residues at a much faster rate when the bottom terminations are not totally underfilled with flux residues. Third, flux volatiles that are not reacted leave an active residue that is prone to leakage currents and electrochemical migration. Fourth, voiding is reduced when flux residues have a channel to outgas. Both the 2013 and 2014 research studies generated a significant amount of data that is difficult to report in totality. Additional data findings will be included in the presentation. ACKNOWLEDGEMENTS The authors would like to recognize and thank the many individuals and organizations who contributed to the success of the study: Plexus Corporation for designing the test vehicle. TriQuint Semiconductor for building the test vehicles and X-raying the components. Kyzen Corporation for removing and imaging components. Wayne Raney and Charlie Pitarys of Kyzen Corporation for working with board fabs and sourcing components. REFERENCES [1] SMTA, (2012) Stencil Printing Fundamental SMTA- Printing 101. Surface Mount Technology Association. [2] SMTA (2013). Reflow Soldering Fundamentals. SMTA- Reflow Soldering 101. Surface Mount Technology Association. [3] inemi Roadmap (2013). E-1 Assembly Technology. [4] Bixenman, M., Lee, D., Vuono, B., & Stach, S. (2013, Oct). QFN Design Considerations to Improve Cleaning. SMTAI [5] Lee, et. Al (2011). Clean test card designs. Meptec / SMTA Medical Conference. Phoenix, AZ.
D-PAK Voiding: A Study to Determine the Origins of D-PAK Voiding
 As originally published in the SMTA Proceedings D-PAK Voiding: A Study to Determine the Origins of D-PAK Voiding Kim Flanagan and Greg Wade Indium Corporation Clinton, NY Abstract Voiding in bottom termination
As originally published in the SMTA Proceedings D-PAK Voiding: A Study to Determine the Origins of D-PAK Voiding Kim Flanagan and Greg Wade Indium Corporation Clinton, NY Abstract Voiding in bottom termination
Cleaning Medical Electronics
 Cleaning Medical Electronics MIKE BIXENMAN KYZEN CORPORATION MARK NORTHRUP DYNAMIC RESEARCH TESTING LAB DALE LEE PLEXUS CORPORATION 9/18/2012 2012, Kyzen Corp. 1 Discussion Points 1. Introduction 2. Design
Cleaning Medical Electronics MIKE BIXENMAN KYZEN CORPORATION MARK NORTHRUP DYNAMIC RESEARCH TESTING LAB DALE LEE PLEXUS CORPORATION 9/18/2012 2012, Kyzen Corp. 1 Discussion Points 1. Introduction 2. Design
Board Finish Solderability with Sn-Ag-Cu
 Presented at IPC SMEMA Council APEX 2003 www.goapex.org Board Finish Solderability with Sn-Ag-Cu Chris Hunt and Ling Zou National Physical Laboratory Teddington, UK Sean Adams BOC Gases Murray Hill, NJ
Presented at IPC SMEMA Council APEX 2003 www.goapex.org Board Finish Solderability with Sn-Ag-Cu Chris Hunt and Ling Zou National Physical Laboratory Teddington, UK Sean Adams BOC Gases Murray Hill, NJ
Voiding Control for QFN Assembly
 Voiding Control for QFN Assembly Authored by: Derrick Herron, Dr. Yan Liu, and Dr. Ning-Cheng Lee Abstract Quad Flat No Leads (QFN) package designs receive more and more attention in electronic industry
Voiding Control for QFN Assembly Authored by: Derrick Herron, Dr. Yan Liu, and Dr. Ning-Cheng Lee Abstract Quad Flat No Leads (QFN) package designs receive more and more attention in electronic industry
Easy-to-use advice for common SMT assembly issues.
 SMT TROUBLESHOOTING GUIDE Easy-to-use advice for common SMT assembly issues. Alpha Assembly Solutions SMT Troubleshooting Guide With this easy-to-use Troubleshooting Guide, you can learn to troubleshoot
SMT TROUBLESHOOTING GUIDE Easy-to-use advice for common SMT assembly issues. Alpha Assembly Solutions SMT Troubleshooting Guide With this easy-to-use Troubleshooting Guide, you can learn to troubleshoot
PRESENTS. Solder & Oven Profiles Critical Process Variables
 PRESENTS ubga s Solder & Oven Profiles Critical Process Variables Phone: 949.713.7229 Fax: 949.713.7229 For Information Please Call or E-mail palsrvs@palsrvs.com Member of: PUBLISHED BY Pan Pacific Microelectronics
PRESENTS ubga s Solder & Oven Profiles Critical Process Variables Phone: 949.713.7229 Fax: 949.713.7229 For Information Please Call or E-mail palsrvs@palsrvs.com Member of: PUBLISHED BY Pan Pacific Microelectronics
Impact of Process Control in Pb-Free to SnPb Reballing Techniques
 Impact of Process Control in Pb-Free to SnPb Reballing Techniques Part 1: Control of Thermal Exposure Joelle Arnold DfR Solutions SMTA ISCR 2014 Reballing Process Controls Five reballers employing distinct
Impact of Process Control in Pb-Free to SnPb Reballing Techniques Part 1: Control of Thermal Exposure Joelle Arnold DfR Solutions SMTA ISCR 2014 Reballing Process Controls Five reballers employing distinct
Thermal Profiling the Reflow Process
 Thermal Profiling the Reflow Process The Nomadics TCProfile system is a cost-effective instrument to measure the temperature characteristics of any process where the thermal profile is important to the
Thermal Profiling the Reflow Process The Nomadics TCProfile system is a cost-effective instrument to measure the temperature characteristics of any process where the thermal profile is important to the
Measuring the Benefits of Nitrogen for Reflow U.S. Robotics, Morton Grove, IL
 Measuring the Benefits of for Reflow U.S. Robotics, Morton Grove, IL Chad Boeding, Mark Nowotarski Praxair, 777 Old Saw Mill River Road, Tarrytown, NY 10591-6799 Julie Bradbury, Denis Jean U.S. Robotics,
Measuring the Benefits of for Reflow U.S. Robotics, Morton Grove, IL Chad Boeding, Mark Nowotarski Praxair, 777 Old Saw Mill River Road, Tarrytown, NY 10591-6799 Julie Bradbury, Denis Jean U.S. Robotics,
MIL-STD-883H METHOD EXTERNAL VISUAL
 * EXTERNAL VISUAL 1. PURPOSE. The purpose of this test method is to verify the workmanship of hermetically packaged devices. This test method shall also be utilized to inspect for damage due to handling,
* EXTERNAL VISUAL 1. PURPOSE. The purpose of this test method is to verify the workmanship of hermetically packaged devices. This test method shall also be utilized to inspect for damage due to handling,
Impact of Lead Free on Automated X-Ray Inspection
 Chwee Liong Tee Hoon Chiow Koay Intel Corporation: Kulim, Malaysia The deadline for converting manufacturing lines to lead free processes is getting closer each day. However from a test perspective, are
Chwee Liong Tee Hoon Chiow Koay Intel Corporation: Kulim, Malaysia The deadline for converting manufacturing lines to lead free processes is getting closer each day. However from a test perspective, are
SOLDER PASTE APPLICATIONS POSSIBLE CAUSES AND PROCESSING CONSIDERATIONS
 I. Placing solder paste material unto stencil or screen should exhibit good fluidity and some gripping (wetting) of stencil surface. Stiffness of Material The paste material needs to be gently mixed to
I. Placing solder paste material unto stencil or screen should exhibit good fluidity and some gripping (wetting) of stencil surface. Stiffness of Material The paste material needs to be gently mixed to
Impact of Reprocessing Technique on First Level Interconnects of Pb- Free to SnPb Reballed Area Array Flip Chip Devices
 Impact of Reprocessing Technique on First Level Interconnects of Pb- Free to SnPb Reballed Area Array Flip Chip Devices Joelle Arnold, Steph Gulbrandsen, Dr. Nathan Blattau IMAPS Wait, what? o There s
Impact of Reprocessing Technique on First Level Interconnects of Pb- Free to SnPb Reballed Area Array Flip Chip Devices Joelle Arnold, Steph Gulbrandsen, Dr. Nathan Blattau IMAPS Wait, what? o There s
CHANGE RECORDS TABLE OF CONTENTS
 CHANGE RECORDS Ed./Rev. Date Verified and approved by Description Writer 1 12/31/2015 WY / LLR Initial Document FS 2 02/26/2016 FS / LLR - 1.2. : new applicable document added : validation of the mounting
CHANGE RECORDS Ed./Rev. Date Verified and approved by Description Writer 1 12/31/2015 WY / LLR Initial Document FS 2 02/26/2016 FS / LLR - 1.2. : new applicable document added : validation of the mounting
Improvements in the Reliability, Costs and Processing of WLP/RDL Circuits
 Improvements in the Reliability, Costs and Processing of WLP/RDL Circuits Bill Moffat, Chief Executive Officer John Das, Ph.D., Process Engineer Wesley Lau, Senior Sales Engineer Kenneth Sautter, Senior
Improvements in the Reliability, Costs and Processing of WLP/RDL Circuits Bill Moffat, Chief Executive Officer John Das, Ph.D., Process Engineer Wesley Lau, Senior Sales Engineer Kenneth Sautter, Senior
Dwell Time and Immersion Depth Optimization For Immediate Defect Reduction
 Wave Soldering Dwell Time and Immersion Depth Optimization For Immediate Defect Reduction Studies in dwell time and immersion depth report significant opportunity for rapid improvement of wave solder repeatability
Wave Soldering Dwell Time and Immersion Depth Optimization For Immediate Defect Reduction Studies in dwell time and immersion depth report significant opportunity for rapid improvement of wave solder repeatability
PolarPAK Solder Joint Reliability Based on Thermal Fatigue IPC-9701
 PolarPAK Solder Joint Reliability Based on Thermal Fatigue IPC-9701 By Kandarp Pandya ABSTRACT PolarPAK, a thermally enhanced package from Vishay Intertechnology, facilitates MOSFET heat removal from an
PolarPAK Solder Joint Reliability Based on Thermal Fatigue IPC-9701 By Kandarp Pandya ABSTRACT PolarPAK, a thermally enhanced package from Vishay Intertechnology, facilitates MOSFET heat removal from an
High Density FPGA Package BIST Technique
 High Density FPGA Package BIST Technique Douglas Goodman, James Hofmeister, Justin Judkins, PhD Ridgetop Group Inc. 3580 West Ina Road Tucson, AZ 85741 (520) 742-3300 Doug@ridgetop-group.com Abstract Over
High Density FPGA Package BIST Technique Douglas Goodman, James Hofmeister, Justin Judkins, PhD Ridgetop Group Inc. 3580 West Ina Road Tucson, AZ 85741 (520) 742-3300 Doug@ridgetop-group.com Abstract Over
INDIUM CORPORATION TECHNICAL PAPER. Does Thermal Cycling Impact the Electrical Reliability of a No-Clean Solder Paste Flux Residue.
 Does Thermal Cycling Impact the Electrical Reliability Authored by: Eric Bastow, Indium Corporation. Introduction No-clean solder pastes are widely used in a number of applications that are exposed to
Does Thermal Cycling Impact the Electrical Reliability Authored by: Eric Bastow, Indium Corporation. Introduction No-clean solder pastes are widely used in a number of applications that are exposed to
Implementing High Temperature Coplanarity Requirements for Components and PWBs. Proposed 1
 Implementing High Temperature Coplanarity Requirements for Components and PWBs Proposed 1 Current Status: Coplanarity and flatness requirements have been included in JEP95 and other industry documents
Implementing High Temperature Coplanarity Requirements for Components and PWBs Proposed 1 Current Status: Coplanarity and flatness requirements have been included in JEP95 and other industry documents
A hose layline contains important information for specifying the replacement assembly: manufacturer, hose trade name, working pressure and hose ID.
 CONTENTS Introduction Pressure Pressure Drop Temperature Rating Bend Radius Conclusion Additional Information SIDEBAR: Understanding Hydraulic Hose Reinforcement INTRODUCTION Hydraulic hose has a finite
CONTENTS Introduction Pressure Pressure Drop Temperature Rating Bend Radius Conclusion Additional Information SIDEBAR: Understanding Hydraulic Hose Reinforcement INTRODUCTION Hydraulic hose has a finite
Product Specification Spring Finger
 Product Specification 108-115008-3 Spring Finger Restricted to Sony Ericsson Mobile Communications 1. SCOPE 1.1. Content This specification covers the requirements for product performance test methods
Product Specification 108-115008-3 Spring Finger Restricted to Sony Ericsson Mobile Communications 1. SCOPE 1.1. Content This specification covers the requirements for product performance test methods
PSR-4000 HFX Series (UL Name: PSR-4000DE / CA-40HF)
") PSR-4000 HFX Series (UL Name: PSR-4000DE / CA-40HF) LIQUID PHOTOIMAGEABLE SOLDER MASK Application by Screen Printing Dark Green Satin Available in DI version Halogen-Free RoHS Compliant Compatible with
PSR-4000 HFX Series (UL Name: PSR-4000DE / CA-40HF) LIQUID PHOTOIMAGEABLE SOLDER MASK Application by Screen Printing Dark Green Satin Available in DI version Halogen-Free RoHS Compliant Compatible with
O P E R ATING INSTRUCTIONS FOR MODEL SPR-45 Automatic Screen and Stencil Printer
 O P E R ATING INSTRUCTIONS FOR MODEL SPR-45 Automatic Screen and Stencil Printer TABLE OF CONTENTS I. SPECIFICATIONS...3. II. SAFETY INSTRUCTIONS...4. III. INSTALLATION...5. IV. SET-UP...6. V. SYSTEM OPERATION...9.
O P E R ATING INSTRUCTIONS FOR MODEL SPR-45 Automatic Screen and Stencil Printer TABLE OF CONTENTS I. SPECIFICATIONS...3. II. SAFETY INSTRUCTIONS...4. III. INSTALLATION...5. IV. SET-UP...6. V. SYSTEM OPERATION...9.
Hermetic Cover Seal Process Technology MIL-STD-883 TM 1014 Seal
 Hermetic Cover Seal Process Technology MIL-STD-883 TM 1014 Seal MicroCircuit Laboratories LLC Hermetic packaging is required for specific microelectronic technologies. Compound semiconductor, photonics,
Hermetic Cover Seal Process Technology MIL-STD-883 TM 1014 Seal MicroCircuit Laboratories LLC Hermetic packaging is required for specific microelectronic technologies. Compound semiconductor, photonics,
S-200W LP WHITE THERMAL CURE LEGEND INK
 S-200W LP WHITE THERMAL CURE LEGEND INK Screen Print Application Longer Pot Life (minimum of 14 days) Meets NASA Outgas Requirement RoHS Compliant Excellent Heat Resistance in HASL Low Odor 1 P a g e Revised
S-200W LP WHITE THERMAL CURE LEGEND INK Screen Print Application Longer Pot Life (minimum of 14 days) Meets NASA Outgas Requirement RoHS Compliant Excellent Heat Resistance in HASL Low Odor 1 P a g e Revised
Conductive Materials in Electronics Packaging. Radesh Jewram The Bergquist Company Chanhassen, MN
 Emerging Trends for Thermally Conductive Materials in Electronics Packaging Radesh Jewram The Bergquist Company Chanhassen, MN Outline Introduction Low outgassing and Silicone sensitive applications Liquid
Emerging Trends for Thermally Conductive Materials in Electronics Packaging Radesh Jewram The Bergquist Company Chanhassen, MN Outline Introduction Low outgassing and Silicone sensitive applications Liquid
Tin Whisker Testing UMT 250
 Report Tin Whisker Testing UMT 250 INHALTSVERZEICHNIS 1 INTRODUCTION... 2 2 INEMI TIN WHISKER USER GROUP TEST PROCEDURE... 2 3 INEMI TESTING... 3 4 ACCEPTANCE CRITERIA... 3 5 IMAGES... 4 6 CONCLUSION...
Report Tin Whisker Testing UMT 250 INHALTSVERZEICHNIS 1 INTRODUCTION... 2 2 INEMI TIN WHISKER USER GROUP TEST PROCEDURE... 2 3 INEMI TESTING... 3 4 ACCEPTANCE CRITERIA... 3 5 IMAGES... 4 6 CONCLUSION...
The Sea Fish Industry Authority Seafish Technology
 The Sea Fish Industry Authority Seafish Technology Trials to Compare the Thermal Performance of a New Design of Tri-pack Corrugated Plastic Nonreusable fish box with Expanded Polystyrene and Single Walled
The Sea Fish Industry Authority Seafish Technology Trials to Compare the Thermal Performance of a New Design of Tri-pack Corrugated Plastic Nonreusable fish box with Expanded Polystyrene and Single Walled
DRS25 PROCESS DEVELOPMENT GUIDE.
 DRS25 PROCESS DEVELOPMENT GUIDE www.air-vac-eng.com Table Of Contents 6 Process Development Guide...3 6.0 Overview...4 6.1 Physical Setup...4 6.2 Profile Tutor...6 6.3 Thermal Profile Analysis...18 6.4
DRS25 PROCESS DEVELOPMENT GUIDE www.air-vac-eng.com Table Of Contents 6 Process Development Guide...3 6.0 Overview...4 6.1 Physical Setup...4 6.2 Profile Tutor...6 6.3 Thermal Profile Analysis...18 6.4
Reballed Ball Grid Array Reliability Under Shock and Vibration Joelle Arnold Dr. Nathan Blattau
 Reballed Ball Grid Array Reliability Under Shock and Vibration Joelle Arnold Dr. Nathan Blattau Introduction The electronics assembly market has experienced a material shift from lead (Pb) based solders
Reballed Ball Grid Array Reliability Under Shock and Vibration Joelle Arnold Dr. Nathan Blattau Introduction The electronics assembly market has experienced a material shift from lead (Pb) based solders
Materials, Reliability and Process Optimization. Lead Free Soldering. Department of Mechanical Engineering University of Massachusetts, Lowell
 Department of Mechanical Engineering University of Massachusetts, Lowell Lead Free Soldering Materials, Reliability and Process Optimization Dr. Sammy Shina May 20, 2002 Project Team UMASS Lowell-Industry
Department of Mechanical Engineering University of Massachusetts, Lowell Lead Free Soldering Materials, Reliability and Process Optimization Dr. Sammy Shina May 20, 2002 Project Team UMASS Lowell-Industry
PSR-4000 LDI (US) (UL Name: PSR-4000 JA / CA-40 JA)
 (UL Name: PSR-4000 JA / CA-40 JA)") PSR-4000 LDI (US) (UL Name: PSR-4000 JA / CA-40 JA) LASER DIRECT IMAGING SOLDER MASK For LDI Exposing Available in Green, Blue, Black, Clear and Red Satin Finish Halogen-Free RoHS Compliant Compatible
PSR-4000 LDI (US) (UL Name: PSR-4000 JA / CA-40 JA) LASER DIRECT IMAGING SOLDER MASK For LDI Exposing Available in Green, Blue, Black, Clear and Red Satin Finish Halogen-Free RoHS Compliant Compatible
ThunderClad 3. TU-933 Super Low Loss Material. Laminates & Prepregs Mass Lamination Service Insulated Metal Substrate Materials
 ThunderClad 3 TU-933 Super Low Loss Material Laminates & Prepregs Mass Lamination Service Insulated Metal Substrate Materials TUC Product Roadmap 2 ULVP VLP HCF Ultra Low Void Prepreg Very Low Profile
ThunderClad 3 TU-933 Super Low Loss Material Laminates & Prepregs Mass Lamination Service Insulated Metal Substrate Materials TUC Product Roadmap 2 ULVP VLP HCF Ultra Low Void Prepreg Very Low Profile
EUV Mask Handling Standards
 EUV Mask Handling Standards Scott Hector*, SEMATECH Mask Strategy Program Manager November 2004 * On assignment from Freescale Semiconductor, Inc. Acknowledge: Thomas White Outline Standard for mask frame
EUV Mask Handling Standards Scott Hector*, SEMATECH Mask Strategy Program Manager November 2004 * On assignment from Freescale Semiconductor, Inc. Acknowledge: Thomas White Outline Standard for mask frame
The Outer Seal is highly abrasion resistant and provides mechanical stiffness to the splice in order to better match the cable stiffness.
 The Sealing Compound encapsulates the electrical splices, provides a strain relief for the conductors, acts as a water block, eliminates air voids which tend to act as pumps to draw in water during pressure
The Sealing Compound encapsulates the electrical splices, provides a strain relief for the conductors, acts as a water block, eliminates air voids which tend to act as pumps to draw in water during pressure
COATINGS SPRAY GUIDE Urethane 520
 This guide covers handling and airless spray application of AWS URETHANE 520 single component, moisture-cured polyurethane elastomeric coating. Airless spray is an effective method of application particularly
This guide covers handling and airless spray application of AWS URETHANE 520 single component, moisture-cured polyurethane elastomeric coating. Airless spray is an effective method of application particularly
Reflow Oven HHL3000 INSTRUCTION MANUAL POHUA - jedyny autoryzowany przedstawiciel w Polsce
 POHUA - jedyny autoryzowany przedstawiciel w Polsce www.pohua.pl AOYUE TONGYI ELECTRONIC EQUIPMENT FACTORY Jishui Industrial Zone, Nantou, Zhongshan City, Guangdong Province, P. R. China www.aoyue.com
POHUA - jedyny autoryzowany przedstawiciel w Polsce www.pohua.pl AOYUE TONGYI ELECTRONIC EQUIPMENT FACTORY Jishui Industrial Zone, Nantou, Zhongshan City, Guangdong Province, P. R. China www.aoyue.com
1mm Pitch SMT Board-to-Board Connectors(Standard Interface Connector Compliant with VESA FPDI-1)
") 1mm Pitch SMT Board-to-Board Connectors(Standard Interface Connector Compliant with VESA FPDI-1) DF Series Features 1. Compliant with the VESA FPDI-1 Standard Interface Connector The and contact connectors
1mm Pitch SMT Board-to-Board Connectors(Standard Interface Connector Compliant with VESA FPDI-1) DF Series Features 1. Compliant with the VESA FPDI-1 Standard Interface Connector The and contact connectors
Importance of Wave Height Measurement in Wave Solder Process Control
 Importance of Wave Height Measurement in Wave Solder Process Control By: Patrick McWiggin, Technical Director, SolderStar Ltd It is still common place to simply capture temperature profile measurements
Importance of Wave Height Measurement in Wave Solder Process Control By: Patrick McWiggin, Technical Director, SolderStar Ltd It is still common place to simply capture temperature profile measurements
Eliminating Gross Leakers by Seal Processing for Lowest Leak Rates per MIL-STD-883 TM 1014 Seal
 Eliminating Gross Leakers by Seal Processing for Lowest Leak Rates per MIL-STD-883 TM 1014 Seal MicroCircuit Laboratories LLC Gross Leakers of Hermetic Microelectronic Packages Hermetic packaging is required
Eliminating Gross Leakers by Seal Processing for Lowest Leak Rates per MIL-STD-883 TM 1014 Seal MicroCircuit Laboratories LLC Gross Leakers of Hermetic Microelectronic Packages Hermetic packaging is required
COATINGS SPRAY GUIDE Acrylics (210, 211, 211HT, and 212)
") This guide covers handling and airless spray application of American WeatherStar waterborne single component acrylic elastomeric coatings. These American WeatherStar products require only complete evaporation
This guide covers handling and airless spray application of American WeatherStar waterborne single component acrylic elastomeric coatings. These American WeatherStar products require only complete evaporation
Residual Gas Analysis Systems for Industry
 HIDEN RC SYSTEMS QUADRUPOLE MASS SPECTROMETERS FOR RGA, GAS ANALYSIS AND PROCESS MONITORING The HAL RC systems are designed for RGA, gas analysis and process monitoring applications including leak detection,
HIDEN RC SYSTEMS QUADRUPOLE MASS SPECTROMETERS FOR RGA, GAS ANALYSIS AND PROCESS MONITORING The HAL RC systems are designed for RGA, gas analysis and process monitoring applications including leak detection,
Application Note OT2M-SN100C-T3/T4
 OT2M-SN100C-T3/T4 Description product The OT2M-SN100C is a next generation lead-free solder paste. The SN100C alloy is a tin copper based alloy which is eutectic at 227 C. SN100C stands for the alloy composition
OT2M-SN100C-T3/T4 Description product The OT2M-SN100C is a next generation lead-free solder paste. The SN100C alloy is a tin copper based alloy which is eutectic at 227 C. SN100C stands for the alloy composition
Thermo K-Alpha XPS Standard Operating Procedure
 Thermo K-Alpha XPS Standard Operating Procedure Quick Guide Draft v.0.1 Procedure overview 1. Vent the loadlock 2. Secure your sample to the stage using clips, check the height of the final assembly. 3.
Thermo K-Alpha XPS Standard Operating Procedure Quick Guide Draft v.0.1 Procedure overview 1. Vent the loadlock 2. Secure your sample to the stage using clips, check the height of the final assembly. 3.
PSR-4000BN DI Colors (UL Name: PSR-4000BN / CA-40 BN)
") PSR-4000BN DI Colors (UL Name: PSR-4000BN / CA-40 BN) LIQUID PHOTOIMAGEABLE SOLDER MASK Screen or Spray Application Designed for the latest DI Technology Available in Black, Blue, White, Clear, Red, Yellow,
PSR-4000BN DI Colors (UL Name: PSR-4000BN / CA-40 BN) LIQUID PHOTOIMAGEABLE SOLDER MASK Screen or Spray Application Designed for the latest DI Technology Available in Black, Blue, White, Clear, Red, Yellow,
The Science Behind Conveyor Oven Thermal Profiling
 The Science Behind Conveyor Oven Thermal Profiling By Philip C. Kazmierowicz, 1992 Overview One of the main problems faced in Printed Circuit Board (PCB) assembly applications is the initial setting up,
The Science Behind Conveyor Oven Thermal Profiling By Philip C. Kazmierowicz, 1992 Overview One of the main problems faced in Printed Circuit Board (PCB) assembly applications is the initial setting up,
Press Release. Friction Stir Welding: Grenzebach extends its portfolio
 Friction Stir Welding: Grenzebach extends its portfolio Higher dynamics, higher welding speeds, lower process forces and even higher quality welding seams and welding surfaces: at the Düsseldorf Schweissen
Friction Stir Welding: Grenzebach extends its portfolio Higher dynamics, higher welding speeds, lower process forces and even higher quality welding seams and welding surfaces: at the Düsseldorf Schweissen
PSR-9000 FXT Series (UL Name: PSR-9000AC/CA-90AC)
") PSR-9000 FXT Series (UL Name: PSR-9000AC/CA-90AC) LIQUID PHOTOIMAGEABLE SOLDER MASK Designed for Flexible Printed Circuit Boards Screen Print Application Halogen-Free Compatible with Lead-Free Processing
PSR-9000 FXT Series (UL Name: PSR-9000AC/CA-90AC) LIQUID PHOTOIMAGEABLE SOLDER MASK Designed for Flexible Printed Circuit Boards Screen Print Application Halogen-Free Compatible with Lead-Free Processing
inemi Tin Whisker Accelerated Test Project Test Method for Evaluating Tin Whisker Growth on Plated Surfaces 06/17/04 - Revision 6.
 inemi Tin Whisker Accelerated Test Project Test Method for Evaluating Tin Whisker Growth on Plated Surfaces 06/17/04 - Revision 6.1 Disclaimer Based on a variety of testing and data review from around
inemi Tin Whisker Accelerated Test Project Test Method for Evaluating Tin Whisker Growth on Plated Surfaces 06/17/04 - Revision 6.1 Disclaimer Based on a variety of testing and data review from around
Next Generation Quartz Pressure Gauges
 Next Generation Quartz Pressure Gauges Rick Puccio, Ph.D. Senior Scientist Quartzdyne Houston, TX March 2, 2016 Outline Quartz Pressure Gauge Introduction Gauge Size Reduction Long Term Pressure Drift
Next Generation Quartz Pressure Gauges Rick Puccio, Ph.D. Senior Scientist Quartzdyne Houston, TX March 2, 2016 Outline Quartz Pressure Gauge Introduction Gauge Size Reduction Long Term Pressure Drift
Plasma Sources and Feedback Control in Pretreatment Web Coating Applications
 Plasma Sources and Feedback Control in Pretreatment Web Coating Applications Joseph Brindley, Benoit Daniel, Victor Bellido-Gonzalez, Dermot Monaghan Gencoa Ltd., Physics Rd, L24 9HP Liverpool, UK (+44)
Plasma Sources and Feedback Control in Pretreatment Web Coating Applications Joseph Brindley, Benoit Daniel, Victor Bellido-Gonzalez, Dermot Monaghan Gencoa Ltd., Physics Rd, L24 9HP Liverpool, UK (+44)
PSR-4000 MP (UL Name: PSR-4000MP / CA-40MP)
") PSR-4000 MP (UL Name: PSR-4000MP / CA-40MP) LIQUID PHOTOIMAGEABLE SOLDER MASK Screen or Spray Application Dark Green, Matte Finish RoHS Compliant Excellent Solder Ball Resistance Compatible with Lead-Free
PSR-4000 MP (UL Name: PSR-4000MP / CA-40MP) LIQUID PHOTOIMAGEABLE SOLDER MASK Screen or Spray Application Dark Green, Matte Finish RoHS Compliant Excellent Solder Ball Resistance Compatible with Lead-Free
Contact Soldering with and without vacuum. up to 450 C. Ideal for a great variety of applications. Nexus Contact Soldering
 Contact Soldering with and without vacuum Ideal for a great variety of applications up to 450 C Nexus Contact Soldering Contact Soldering Reliable and flexible Void-free soldering with vacuum Ideal for
Contact Soldering with and without vacuum Ideal for a great variety of applications up to 450 C Nexus Contact Soldering Contact Soldering Reliable and flexible Void-free soldering with vacuum Ideal for
Figure 1: Hydrostatic Pressure Forces Are Perpendicular to the Surface
 Pressure Hulls and Canisters 2 Cornerstone Electronics Technology and Robotics III (Notes primarily from Underwater Robotics Science Design and Fabrication, an excellent book for the design, fabrication,
Pressure Hulls and Canisters 2 Cornerstone Electronics Technology and Robotics III (Notes primarily from Underwater Robotics Science Design and Fabrication, an excellent book for the design, fabrication,
Development of a Miniaturized Pressure Regulation System "mprs"
 Development of a Miniaturized Pressure Regulation System "mprs" IEPC-2015-365 /ISTS-2015-b-365 Presented at Joint Conference of 30th International Symposium on Space Technology and Science 34th International
Development of a Miniaturized Pressure Regulation System "mprs" IEPC-2015-365 /ISTS-2015-b-365 Presented at Joint Conference of 30th International Symposium on Space Technology and Science 34th International
Flow and Mixing in the Liquid between Bubbles
 Excerpt from the Proceedings of the COMSOL Conference 2009 Boston Flow and Mixing in the Liquid between Bubbles Bruce A. Finlayson, Professor Emeritus of Chemical Engineering Department of Chemical Engineering,
Excerpt from the Proceedings of the COMSOL Conference 2009 Boston Flow and Mixing in the Liquid between Bubbles Bruce A. Finlayson, Professor Emeritus of Chemical Engineering Department of Chemical Engineering,
Maintenance handbook
 Maintenance handbook ontents HPU IDENTIFIATION SHEET... 4 1. MAINTENANE... 5 1.1 Filling level... 5 1.2 Fluid top-up... 5 1.3 Fluid replacing... 5 1.4 Fluid temperature control... 6 1.5 Functional control...
Maintenance handbook ontents HPU IDENTIFIATION SHEET... 4 1. MAINTENANE... 5 1.1 Filling level... 5 1.2 Fluid top-up... 5 1.3 Fluid replacing... 5 1.4 Fluid temperature control... 6 1.5 Functional control...
CLEANROOM GEL GRID CEILING SYSTEM PRODUCT DATA Division
 5023 HAZEL JONES ROAD, BOSSIER CITY, LA 71111 888.315.1561 800.877.8746 FAX SALES@GORDONCLEANROOM.COM GORDONCLEANROOM.COM AN EMPLOYEE OWNED COMPANY CLEANROOM GEL GRID CEILING SYSTEM PRODUCT DATA Division
5023 HAZEL JONES ROAD, BOSSIER CITY, LA 71111 888.315.1561 800.877.8746 FAX SALES@GORDONCLEANROOM.COM GORDONCLEANROOM.COM AN EMPLOYEE OWNED COMPANY CLEANROOM GEL GRID CEILING SYSTEM PRODUCT DATA Division
SECTION SHOWER AND BATH ENCLOSURES. Display hidden notes to specifier by using Tools / Options / View / Hidden Text.
 SECTION 10185 SHOWER AND BATH ENCLOSURES Display hidden notes to specifier by using Tools / Options / View / Hidden Text. PART 1 GENERAL 1.1 SECTION INCLUDES A. Bathtub wall enclosures. B. Shower wall
SECTION 10185 SHOWER AND BATH ENCLOSURES Display hidden notes to specifier by using Tools / Options / View / Hidden Text. PART 1 GENERAL 1.1 SECTION INCLUDES A. Bathtub wall enclosures. B. Shower wall
SINEO Microwave Digestion Core Technology (2012)
") SINEO Microwave Digestion Core Technology (2012) Ⅰ. Technology of Vessel: 1. Composite fiber outer vessel In recent years, the application of composite fibers is becoming increasingly popular, and it is
SINEO Microwave Digestion Core Technology (2012) Ⅰ. Technology of Vessel: 1. Composite fiber outer vessel In recent years, the application of composite fibers is becoming increasingly popular, and it is
Seal Processing for Lowest Leak Rates and the New MIL-STD-883 TM 1014 Seal
 Seal Processing for Lowest Leak Rates and the New MIL-STD-883 TM 1014 Seal by Rich Richardson MicroCircuit Laboratories LLC April 2017 MicroCircuit Laboratories LLC Kennett Square, PA www.microcircuitlabs.com
Seal Processing for Lowest Leak Rates and the New MIL-STD-883 TM 1014 Seal by Rich Richardson MicroCircuit Laboratories LLC April 2017 MicroCircuit Laboratories LLC Kennett Square, PA www.microcircuitlabs.com
Vibration-Free Joule-Thomson Cryocoolers for Distributed Microcooling
 Vibration-Free Joule-Thomson Cryocoolers for Distributed Microcooling W. Chen, M. Zagarola Creare Inc. Hanover, NH, USA ABSTRACT This paper reports on an innovative concept for a space-borne Joule-Thomson
Vibration-Free Joule-Thomson Cryocoolers for Distributed Microcooling W. Chen, M. Zagarola Creare Inc. Hanover, NH, USA ABSTRACT This paper reports on an innovative concept for a space-borne Joule-Thomson
SIMULATION OF ENTRAPMENTS IN LCM PROCESSES
 Douai, FRANCE - July 6 SIMULATION OF ENTRAPMENTS IN LCM PROCESSES René Arbter, Paolo Ermanni Centre of Structure Technologies ETH Zurich, Leonhardstr. 7, 89 Zurich, Switzerland: rarbter@ethz.ch ABSTRACT:
Douai, FRANCE - July 6 SIMULATION OF ENTRAPMENTS IN LCM PROCESSES René Arbter, Paolo Ermanni Centre of Structure Technologies ETH Zurich, Leonhardstr. 7, 89 Zurich, Switzerland: rarbter@ethz.ch ABSTRACT:
W I L D W E L L C O N T R O L FLUIDS
 FLUIDS Fluids Learning Objectives You will learn about different fluids that can be used in well control. You will become familiar with the characteristics and limitations of fluids. You will learn general
FLUIDS Fluids Learning Objectives You will learn about different fluids that can be used in well control. You will become familiar with the characteristics and limitations of fluids. You will learn general
BME280 Combined humidity and pressure sensor
 BME280 Combined humidity and pressure sensor BME280 Handling, soldering & mounting instructions Document revision 1.8 Document release date 29 May 2018 Document number Technical reference code(s) BST-BME280-HS-001-06
BME280 Combined humidity and pressure sensor BME280 Handling, soldering & mounting instructions Document revision 1.8 Document release date 29 May 2018 Document number Technical reference code(s) BST-BME280-HS-001-06
An Overview of Types of Isolation Valves
 Isolation Valves 101 An Overview of Types of Isolation Valves To control flow without contaminating media such as blood, pharmaceuticals or reagents, a wide variety of medical devices and analytical equipment
Isolation Valves 101 An Overview of Types of Isolation Valves To control flow without contaminating media such as blood, pharmaceuticals or reagents, a wide variety of medical devices and analytical equipment
Viega Advantix Vario. Millimetre precision. Unlimited flexibility.
 Viega Advantix Vario Millimetre precision. Unlimited flexibility. Viega Advantix Vario Individuality in its most beautiful form. Demanding design and high-quality materials have long since been par for
Viega Advantix Vario Millimetre precision. Unlimited flexibility. Viega Advantix Vario Individuality in its most beautiful form. Demanding design and high-quality materials have long since been par for
DEFENSE LOGISTICS AGENCY LAND AND MARITIME P.O. BOX 3990 COLUMBUS, OHIO
 DEFENSE LOGISTICS AGENCY LAND AND MARITIME P.O. BOX 3990 COLUMBUS, OHIO 43218-3990 January 6, 2016 MEMORANDUM FOR VAI (LSA) SUBJECT: Dated Engineering Practices Study To Solicit User Input To Determine
DEFENSE LOGISTICS AGENCY LAND AND MARITIME P.O. BOX 3990 COLUMBUS, OHIO 43218-3990 January 6, 2016 MEMORANDUM FOR VAI (LSA) SUBJECT: Dated Engineering Practices Study To Solicit User Input To Determine
Drilling Efficiency Utilizing Coriolis Flow Technology
 Session 12: Drilling Efficiency Utilizing Coriolis Flow Technology Clement Cabanayan Emerson Process Management Abstract Continuous, accurate and reliable measurement of drilling fluid volumes and densities
Session 12: Drilling Efficiency Utilizing Coriolis Flow Technology Clement Cabanayan Emerson Process Management Abstract Continuous, accurate and reliable measurement of drilling fluid volumes and densities
1mm Pitch SMT Board to Board Connector(Standard Interface Connector Compliant with VESA FPDI-1)
") 1mm Pitch SMT Board to Board Connector(Standard Interface Connector Compliant with VESA FPDI-1) DF Series Features 1. Compliant with the VESA FPDI-1 Standard Interface Connector The and contact connectors
1mm Pitch SMT Board to Board Connector(Standard Interface Connector Compliant with VESA FPDI-1) DF Series Features 1. Compliant with the VESA FPDI-1 Standard Interface Connector The and contact connectors
SUPER BLUE INSTRUCTIONS FOR TRIMMING AND INSTALLING ORIGINAL NETS WITH STRIPES
 Featuring STRIPENET anti-marking, anti-static nets 0056 DEALER, REV. 01/04 PAGE 1 INSTRUCTIONS FOR TRIMMING AND INSTALLING ORIGINAL NETS WITH STRIPES Super Blue and Super Blue 2 and StripeNet are registered
Featuring STRIPENET anti-marking, anti-static nets 0056 DEALER, REV. 01/04 PAGE 1 INSTRUCTIONS FOR TRIMMING AND INSTALLING ORIGINAL NETS WITH STRIPES Super Blue and Super Blue 2 and StripeNet are registered
Pressure Swing Absorption Nitrogen. Generator. Lower your nitrogen cost. S-Platinum Marketing Services 百能贸易公司
 Pressure Swing Absorption Nitrogen S-Platinum Marketing Services 百能贸易公司 Generator Lower your nitrogen cost Pressure Swing Absorption Nitrogen Generation Structural Diagram A Air Compressor --- provide
Pressure Swing Absorption Nitrogen S-Platinum Marketing Services 百能贸易公司 Generator Lower your nitrogen cost Pressure Swing Absorption Nitrogen Generation Structural Diagram A Air Compressor --- provide
NON-DESTRUCTIVE TECHNIQUES FOR IDENTIFYING DEFECT IN BGA JOINTS: TDR, 2DX, AND CROSS-SECTION/SEM COMPARISON
 NON-DESTRUCTIVE TECHNIQUES FOR IDENTIFYING DEFECT IN BGA JOINTS: TDR, 2DX, AND CROSS-SECTION/SEM COMPARISON Zhen (Jane) Feng, Ph.D., Juan Carlos Gonzalez, Sea Tang, and Murad Kurwa FLEXTRONICS International
NON-DESTRUCTIVE TECHNIQUES FOR IDENTIFYING DEFECT IN BGA JOINTS: TDR, 2DX, AND CROSS-SECTION/SEM COMPARISON Zhen (Jane) Feng, Ph.D., Juan Carlos Gonzalez, Sea Tang, and Murad Kurwa FLEXTRONICS International
Design, Static Structural & Model Analysis of Water Ring Vacuum Pump Impeller
 IJSRD - International Journal for Scientific Research & Development Vol. 6, Issue 03, 2018 ISSN (online): 2321-0613 Design, Static Structural & Model Analysis of Water Ring Vacuum Pump Impeller Ajay A.
IJSRD - International Journal for Scientific Research & Development Vol. 6, Issue 03, 2018 ISSN (online): 2321-0613 Design, Static Structural & Model Analysis of Water Ring Vacuum Pump Impeller Ajay A.
(TRCM) Wire Wound RF SMD Inductor
 Wire Wound RF SMD Inductor") Version: February 17, 2017 (TRCM) Wire Wound RF SMD Inductor Token Electronics Industry Co., Ltd. Web: www.token.com.tw Email: rfq@token.com.tw Taiwan: No.137, Sec. 1, Zhongxing Rd., Wugu District, New
Version: February 17, 2017 (TRCM) Wire Wound RF SMD Inductor Token Electronics Industry Co., Ltd. Web: www.token.com.tw Email: rfq@token.com.tw Taiwan: No.137, Sec. 1, Zhongxing Rd., Wugu District, New
Check with local zoning official for property line distance requirements.
 RESIDENTIAL POOL PLAN SUBMITTAL GUIDELINES The following guidelines are intended to assist municipal residents with the permit acquisition process with regard to pools, spas and hot tubs for single family
RESIDENTIAL POOL PLAN SUBMITTAL GUIDELINES The following guidelines are intended to assist municipal residents with the permit acquisition process with regard to pools, spas and hot tubs for single family
Time Pressure Dispensing
 Time Pressure Dispensing by Doug Dixon, GDM Product Manager What is time pressure dispensing? Time pressure is a method of dispensing liquid materials (surface mount adhesives and gasketing materials)
Time Pressure Dispensing by Doug Dixon, GDM Product Manager What is time pressure dispensing? Time pressure is a method of dispensing liquid materials (surface mount adhesives and gasketing materials)
Advances in Capillary Column Backflushing
 Advances in Capillary Column Backflushing Matthew S. Klee, Ph.D. ISCCE 2010 1 Capillary Flow Technology Traits Ease of use - ruggedness Inertness Usability to > 350 oc Excellent exclusion of air No unpurged
Advances in Capillary Column Backflushing Matthew S. Klee, Ph.D. ISCCE 2010 1 Capillary Flow Technology Traits Ease of use - ruggedness Inertness Usability to > 350 oc Excellent exclusion of air No unpurged
OPTIMIZATION OF INERT GAS FLOW INSIDE LASER POWDER BED FUSION CHAMBER WITH COMPUTATIONAL FLUID DYNAMICS. Abstract. Introduction
 Solid Freeform Fabrication 2018: Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference OPTIMIZATION OF INERT GAS FLOW INSIDE LASER POWDER
Solid Freeform Fabrication 2018: Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference OPTIMIZATION OF INERT GAS FLOW INSIDE LASER POWDER
Using Experimental Procedure to Improve the Efficiency of the Two Stand Reversing Cold Mill
 Using Experimental Procedure to Improve the Efficiency of the Two Stand Reversing Cold Mill Mohammad Heydari Vini 1* 1 Instructor, Department of Engineering, Islamic Azad University, Mobarakeh Branch,
Using Experimental Procedure to Improve the Efficiency of the Two Stand Reversing Cold Mill Mohammad Heydari Vini 1* 1 Instructor, Department of Engineering, Islamic Azad University, Mobarakeh Branch,
Laboratory Hardware. Custom Gas Chromatography Solutions WASSON - ECE INSTRUMENTATION. Engineered Solutions, Guaranteed Results.
 Laboratory Hardware Custom Gas Chromatography Solutions Engineered Solutions, Guaranteed Results. WASSON - ECE INSTRUMENTATION Laboratory Hardware Wasson-ECE Instrumentation offers hardware-only solutions
Laboratory Hardware Custom Gas Chromatography Solutions Engineered Solutions, Guaranteed Results. WASSON - ECE INSTRUMENTATION Laboratory Hardware Wasson-ECE Instrumentation offers hardware-only solutions
World Area Differences Technical Information
 World Area Differences Technical Information DMISC2047X02 This document is to give more information about the following: Porting & Threads Cleaning Procedures Conversion Tables PORTING & THREADS NPT (National
World Area Differences Technical Information DMISC2047X02 This document is to give more information about the following: Porting & Threads Cleaning Procedures Conversion Tables PORTING & THREADS NPT (National
Sprocket Selection Guidelines
 Sprocket Selection Guidelines Table 1 Information Necessary to Order Sprockets 1. Chain Size Number, type, or drawing number of the chain to be used on the sprocket. (The suitability of a sprocket depends
Sprocket Selection Guidelines Table 1 Information Necessary to Order Sprockets 1. Chain Size Number, type, or drawing number of the chain to be used on the sprocket. (The suitability of a sprocket depends
NMR Service. How to Prepare Samples for NMR
 NMR Service How to Prepare Samples for NMR In NMR, unlike other types of spectroscopy, the quality of the sample has a profound effect on the quality of the resulting spectrum. If you follow a few simple
NMR Service How to Prepare Samples for NMR In NMR, unlike other types of spectroscopy, the quality of the sample has a profound effect on the quality of the resulting spectrum. If you follow a few simple
EFFECTS OF LASER WINDOW DEGREDATION ON LASER POWER AND DISTRIBUTION IN LASER SINTERING. Ben Fulcher, David K. Leigh
 EFFECTS OF LASER WINDOW DEGREDATION ON LASER POWER AND DISTRIBUTION IN LASER SINTERING Ben Fulcher, David K. Leigh Harvest Technologies Belton, Tx 76513 Abstract Laser power is a key parameter in the laser
EFFECTS OF LASER WINDOW DEGREDATION ON LASER POWER AND DISTRIBUTION IN LASER SINTERING Ben Fulcher, David K. Leigh Harvest Technologies Belton, Tx 76513 Abstract Laser power is a key parameter in the laser
RF Chip Inductors. Wire-Wound , 0603, 0805, 1008, Pulse Electronics - leading supplier of magnetics for consumer applications
 RF Chip Inductors Wire-Wound - 0402, 0603, 0805, 1008, 1206 Pulse Electronics - leading supplier of magnetics for consumer applications Table of Contents The 0402 to 1206 series range of Miniature Chip
RF Chip Inductors Wire-Wound - 0402, 0603, 0805, 1008, 1206 Pulse Electronics - leading supplier of magnetics for consumer applications Table of Contents The 0402 to 1206 series range of Miniature Chip
A New Piston Gauge to Improve the Definition of High Gas Pressure and to Facilitate the Gas to Oil Transition in a Pressure Calibration Chain
 A New iston Gauge to Improve the Definition of High Gas ressure and to Facilitate the Gas to Oil Transition in a ressure Calibration Chain ierre Delajoud, Martin Girard DH Instruments, Inc. 4765 East Beautiful
A New iston Gauge to Improve the Definition of High Gas ressure and to Facilitate the Gas to Oil Transition in a ressure Calibration Chain ierre Delajoud, Martin Girard DH Instruments, Inc. 4765 East Beautiful
PolySwitch Radial-leaded Resettable Devices
 PolySwitch Radial-leaded Resettable Devices Radial-leaded Raychem Circuit Protection has pioneered PPTC technology for over twenty years. Our radialleaded products represent the widest range of product
PolySwitch Radial-leaded Resettable Devices Radial-leaded Raychem Circuit Protection has pioneered PPTC technology for over twenty years. Our radialleaded products represent the widest range of product
TECHNICAL DATASHEET CARAPACE EMP110 W- LED
 TECHNICAL DATASHEET CARAPACE EMP110 W- LED Aqueous Developable PHOTOIMAGEABLE SOLDERMASK for LED applications PRODUCT DESCRIPTION Carapace EMP110 has been used in the high volume production of PCBs since
TECHNICAL DATASHEET CARAPACE EMP110 W- LED Aqueous Developable PHOTOIMAGEABLE SOLDERMASK for LED applications PRODUCT DESCRIPTION Carapace EMP110 has been used in the high volume production of PCBs since
INSTALLATION & MAINTENANCE INSTRUCTION
 ARCHON Industries, Inc Liquid Level Gauges Models: BT-LLG ND-LLG INSTALLATION & MAINTENANCE INSTRUCTION Instruction No.: 1014.2 Revision Issued: 3/01/03 Approved: Engineering Manager Warning ONLY QUALIFIED
ARCHON Industries, Inc Liquid Level Gauges Models: BT-LLG ND-LLG INSTALLATION & MAINTENANCE INSTRUCTION Instruction No.: 1014.2 Revision Issued: 3/01/03 Approved: Engineering Manager Warning ONLY QUALIFIED
APPLICATION NOTE. GC Integrated Permeation Device
 GC Integrated Permeation Device GC-integrated Design PPB to PPM Level Calibration No Cylinders or Regulators Required Option for Dual Ovens Cost Effective, Safe, Clean, Flexible, NIST Traceable Keywords:
GC Integrated Permeation Device GC-integrated Design PPB to PPM Level Calibration No Cylinders or Regulators Required Option for Dual Ovens Cost Effective, Safe, Clean, Flexible, NIST Traceable Keywords:
E 084 Tank top mounting Connection up to G1 / -16 SAE Nominal flow rate up to 80 l/min / 21.1 gpm
 Return-Suction Filters E 08 Tank top mounting Connection up to G / -6 SE Nominal flow rate up to 80 l/min /. gpm Description pplication For operation in units with hydrostatic drives, when the return flow
Return-Suction Filters E 08 Tank top mounting Connection up to G / -6 SE Nominal flow rate up to 80 l/min /. gpm Description pplication For operation in units with hydrostatic drives, when the return flow
PRC CO ² -LASER PRESENTATION
 Page 1 of 7 PRC CO ² -LASER PRESENTATION GENERAL CHARACTERISTICS - Embedded PC104 Electronics with exchangeable software allowing very easy integration of customer specified functions: such as eg. specific
Page 1 of 7 PRC CO ² -LASER PRESENTATION GENERAL CHARACTERISTICS - Embedded PC104 Electronics with exchangeable software allowing very easy integration of customer specified functions: such as eg. specific
IC67 - Pre-Instructional Survey
 IC67 - Pre-Instructional Survey 1. What does the term code refer to in the installation of power plant piping? a. National welders code b. Fire protection code c. ASME Boiler and Pressure Vessel Code Section
IC67 - Pre-Instructional Survey 1. What does the term code refer to in the installation of power plant piping? a. National welders code b. Fire protection code c. ASME Boiler and Pressure Vessel Code Section
CrimpFlex Crimping Guidelines
 The following guidelines are suggestions to the design engineer and quality control personnel on proven methods of incorporating the CrimpFlex? contact into their designs and into their manufacturing and
The following guidelines are suggestions to the design engineer and quality control personnel on proven methods of incorporating the CrimpFlex? contact into their designs and into their manufacturing and
DISSOLUTION TEST FOR SOLID DOSAGE FORMS
 Seite 1 von 15 01/2010:20903 corrected 6.8 2.9.3. DISSOLUTION TEST FOR SOLID DOSAGE FORMS This test is provided to determine compliance with the dissolution requirements for solid dosage forms administered
Seite 1 von 15 01/2010:20903 corrected 6.8 2.9.3. DISSOLUTION TEST FOR SOLID DOSAGE FORMS This test is provided to determine compliance with the dissolution requirements for solid dosage forms administered
ITW RANSBURG REA AND VECTOR
 ITW RANSBURG REA AND VECTOR APPLICATORS TECHNICAL MANUAL (Replaces IL-246-A) January - 2008 ELECTROSTATIC TIC SPRAY TECHNIQUES IMPORTANT ANT: : Before using this equipment, carefully read SAFETY PRECAUTIONS,
ITW RANSBURG REA AND VECTOR APPLICATORS TECHNICAL MANUAL (Replaces IL-246-A) January - 2008 ELECTROSTATIC TIC SPRAY TECHNIQUES IMPORTANT ANT: : Before using this equipment, carefully read SAFETY PRECAUTIONS,
Implication of Multiple Leak Tests and Impact of Rest Time on Avionic Hybrids
 Implication of Multiple Leak Tests and Impact of Rest Time on Avionic Hybrids Maureen Perry, Steve Smalley Northrop Grumman Electronic Systems 7323 Aviation Blvd Baltimore, MD 21240 USA Ph: 410-765-4498
Implication of Multiple Leak Tests and Impact of Rest Time on Avionic Hybrids Maureen Perry, Steve Smalley Northrop Grumman Electronic Systems 7323 Aviation Blvd Baltimore, MD 21240 USA Ph: 410-765-4498
icon i150 / i350 Installation / Operation Manual
 i150 Concentrator i350 Concentrator icon i150 / i350 Installation / Operation Manual www.iconcentrator.com What You Will Need to Install Your icon In order to install your icon you will have to consider
i150 Concentrator i350 Concentrator icon i150 / i350 Installation / Operation Manual www.iconcentrator.com What You Will Need to Install Your icon In order to install your icon you will have to consider